со оо
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для отделения колпачков и обработки края стеклянной сортовой посуды | 1982 |
|
SU1097569A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| Устройство для отрезки колпачков стеклоизделий | 1981 |
|
SU983086A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Машина для отопки края стеклоизделия | 1986 |
|
SU1440877A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Станок для доводки торцов стеклоизделий | 1978 |
|
SU837779A1 |
| Карусельная машина для шлифовки торцов изделий | 1972 |
|
SU448941A1 |
| Линия для обработки стеклоизделий | 1989 |
|
SU1654275A1 |
Изобретение относится к стексил.- ному производству, а именно к технологическим линиям п& обработке стеь- лоизделий типа стакан. Изобретение поволяет упростить конструкцию и повысить производительность. Линия оборудована станком для обработки стек- лоизделий. Станок одновременно про- изиодит отделение колпачка, 11.г1И|)ов- ку края и осуществляет автоматическую передачу обработ анных изделий на отопочный конвейер. 1 -. п. ф-чы, 3 ил.
оо ел
Изобретение относится к стекольному производству, а конкретно к технологическим линиям по обработке стеклоизделий типа стакан.
Цель изоберетения - упрощение конструкции и повышение производительности.
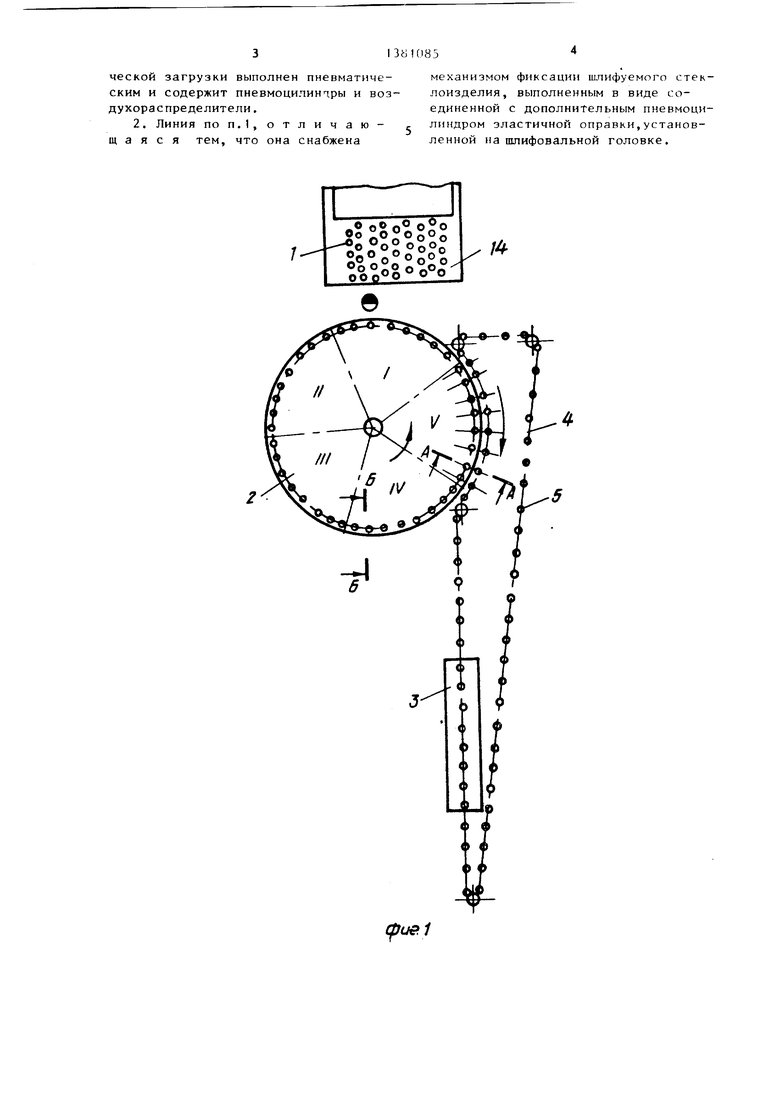
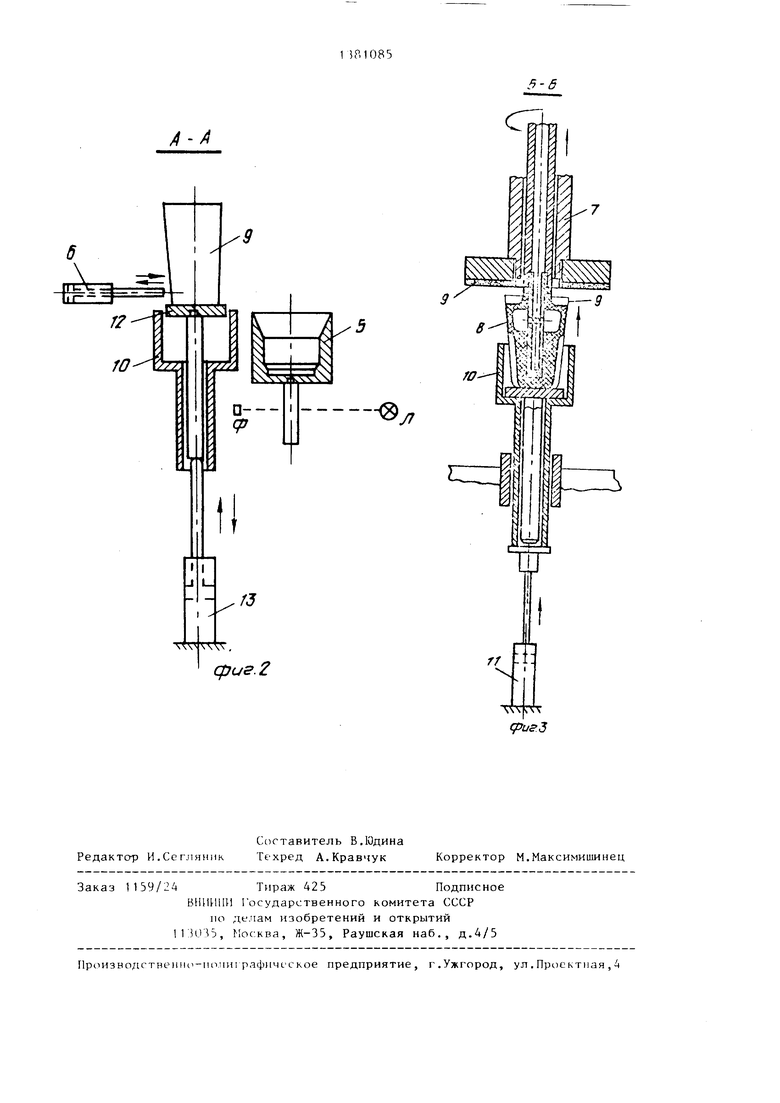
На фиг.1 схематически изображена линия для обработки стеклоизделий типа стаканов; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Линия для обоаботки стеклоизделий 1 содержит устройство 2 обработки стеклоизделий, выполненное в виде карусели, устройство для стопки 3, отопочный конвейер 4 с чашками 5, механизм автоматической загрузки изделий в чашки отопочного конвейера - пневматический и состоит из-пневмо- цилиндров 6, воздухораспределителей (не изображены) и оптико-электронной системы, состоящей из фотоэлемента Ф, лампы Л и электронной схемы (не показана). Механизм фиксации шлифуемого стеклоизделия 1 включает шлифовальные головки 7 со сменными раздувающимися от пневмосистемы эластичными оправками 8, Прижим изделия 1 к абразивному инструменту 9 во время шлифовки осуществляется через патрон 10 карусели 2 дополнительным пневмо- цилиндром 11. Устройство обработки стеклоизделий 1, снабженное патронами 10 с подъемным дном 12, шлифовальными головками 7 с оправками 8, имеет пять технологических зон: зона загрузки изделий 1 в Чашке 5, зона тепловой обработки изделий для отделения колпачков у них, зона удаления колпачковj зона шлифовки изделий, зона передачи изделий из патронов 10 карусели 2 в чашке 5 отопочного конвейера 4. В зоне шлифовки изделий карусель 2 снабжена дополнительными пневмоцилиндрами 11 для прижима изделий 1 к абразиву 9, а в зоне передачи изделий карусель 2 снабжена дополнительными пневмоцилиндрами 3 для подъема изделий 1 в положение, необходимое для переталкивания их пневмоцилиндрами 6 в чашки 5 отопочного конвейера 4,
Стеклоизделия 1 из печи отжига 14 поступают в патроны 10 карусели 2 в зоне загрузки 1. При повороте карусели на 1/5 оборота изделия 1 попадают в зону тепловой обработки, где
5
0
5
0
5
0
5
0
5
происходит нагрев остронаправленным пламенем газовых горелок (не показаны) узкого пояска изделий. При следующем повороте карусели на 1/5 оборота изделия попадают в зону удаления колпачков, где под воздействием холодной струи сжатого воздуха колпачки отделяются от изделий и падают в приемный бункер транспортирующего устройства (не показаны). Следующим поворотом карусели на 1/5 оборота изделия переносятся в зону шлифовки, где дополнительными пневмоцилиндрами 11 поднимаются, насаживаются на раздувающиеся эластичные оправки 8, прижимаются к абразивному инструменту 9 и шлифуются. На последней зоне, где происходит переталкивание изделий в чашки 5 отопочного конвейера 4, стеклоизделия 1 предварительно поднимаются на подвижных донышках 12 дополнительными пневмоцилиндрами 13, после чего переталкиваются пневмоцилиндрами 6 по команде оптико-электронной системы. Оптико электронная система дает команду на переталкивание в том случае, когда карусель 2 находится в состоянии покоя, каждое подвижное дно 12 патронов 10 находится в крайнем верхнем положении, а чашки 5 отопочного конвейера 4 оказались напротив патронов 10 карусели 2. Противостояние чашек 5 отопочного конвейера 4 и патронов 10 оценивается фотоэлементом. I Использование предлагаемой линии позволит упростить конструкцию, обеспечит сохранность изделий за счет упрощенного способа загрузки изделий и надежного их базирования при шлифовке и увеличит производительность линии за счет автоматизации ручного труда при передаче обработанных изделий на отопочный конвейер. Формула изобретения
во
01
010
Го°0о°0о°
механизмом фиксации шлифуемого стек- лоизделия, выполненным в виде соединенной с дополнительным пневмоци- линдром эластичной оправки,установленной на шлифовальной головке.
о о
ох о
010
оОо
Го°0о°0о°
(puffi
/f-/
сриг.2
Л
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
