Изобретение относится к термической обработке проката и может быть использовано для охлаждения мелкосортного проката.
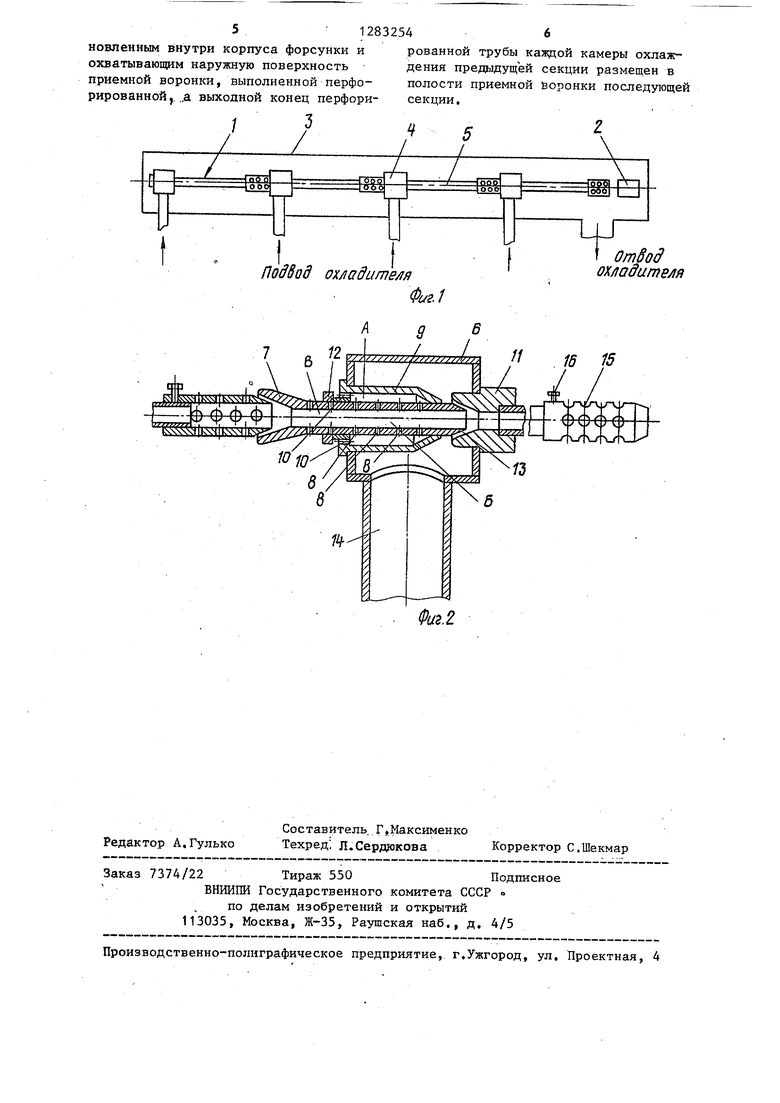
Цель изобретения - сокращение дли ны и упрощение конструкции устройства На фиг.1 показано устройство, общий вид; на фиг.2 - отдельная секдия
Устройство состоит из ряда последовательно установленных секций 1 узла отсечки 2 и сливного короба 3. Каждая секция включает форсунку 4 и камеру охлаждения 5. Форсунка выполнена из корпуса б, приемной воронки 7 с отверстиями 8, коясуха 9 с отверстиями 10, воронки 11 и контргайки 12.
. Приемная воронка 7 и коясух 9 образуют кольцевую, полость А, которая, с одной стороны при помощи отверстий 8 сообщается с полостью Б приемной воронки 7, а с другой стороны при помощи отверстий 10 - с атмосферой.Приемная воронка 7 выполнена с резьбой на наружной поверхности. Кожух 9 и воро.нка 11 образуют кольцевое согшо 13, проходное сечение которого регулируется перемещением приемной воронки 7 с последующей ее фиксацией контргайкой 12.
Корпус 6 форсунки 4 имеет патрубок 14 для подвода охладителя, а камера охлаждения 5 - трубу 15 с отверстиями для сброса охладителя. Труба 15 установлена на камере охлаждения 5 с возможностью перемещения и последующего закрепления в заданном положении фиксатором 16.
Узел отсечки 3 слулсит для предо твращения выброса охладителя из устройства на оборудование холодильника или моталки, а короб 3 - для сбора . охладителя, поступающего из секций, и возврата его в оборотньй цикл или сброса в канализацию.
При настройке охлаждающих устройст поперечное сечение кольцевого сопла
первой форсунки выбирается (задается)fo падает в приемную воронку форсунки
таким образом, чтобы исключалась возможность подсоса воздуха через при- емную воронку в камеру охлаждения. Выход на такой режим работы осуществляется приемной воронкой 7 по или против часовой стрелки и с штается достигнутым, когда из нее ламинарным потоком (без давления) начинает вытекать охладитель. Это положение при
5
5
0
5
0
0
5
емной воронки фиксируется контргайкой 12. :
Предлагаемое устройство работает следующим образом.
Охладитель под давлением через патрубки 14 подводят к форсункам 4 охлаждающих секций, из которых через кольцевые i сопла 13 он попадает в ка- меры охлаждения 5, где и взаимодействует с :разогретым прокатом.
Количество охладителя, поступившего в камеры охлаждения, и скорость его истечения через кольцевые сопла определяемся давлением на входе в форсунки и величиной проходного сечения сопфл. Площадь поперечного сечения кольцевого сопла форсунки определяемся величиной зазора сопла, который регулируется перемещением приемной ВОРОНКИ путем поворота ее на некоторый :угол.
Отработанный охладитель, выходя из камеры iохлаждения, попадает в полость трубы 15, в которой по его длине выполнены отверстия. Общая площадь этих отверстий, определяемая их диаметром и количеством, должна в 2-2,5 раза: превьппать площадь поперечного сечения камеры охлаждения.
Это соотношение необходимо соб- людать, чтобы исключить подпор и обеспечить беспрепятственный с брос охладителя:. Кроме сброса охладителя через отверстия в стенке трубы 15, предусмотрена возможность дополнительного управления (в сторону увеличения расхода) процессом удаления излищков отработанного охладителя из полости стакана путем изменения величины з азора между наружной конической- поверхностью трубы 15 и внутренней конической поверхностью приемной воронки. Таким образом, большая часть отработанного охладителя из каждой секции через отверстия в полости трубы 15 и кольцевую щель
сбрасывается в водосборный короб 3. t
Оставшаяся часть охладителя поел едующей секции. Затем охладитель через отверстия 8 попадает в полость А и через отверстия 10 сбрасывается наружу и собирается в водосборный короб 3.
В зависимости от величины зазора сопла форсунка может работать в двух режимах: с|неполным заполнением камеры охлаждения и с полным заполнением.
3
Первый режим менее предпочтителен, так как приводит к снижению эффекти ности работы устройства. В камеру охлазвдения при данном режиме будет подсасываться либо воздух (первая секция), либо отработанный охладитель (последующие секции), что приводит к ухудшению условий охлаждени Поэтому первый режим стараются исключить. При втором режиме работы, когда камера охлаждения работает с полным заполнением, часть отработанного охладителя предьщущей секции, попадая в приемную воронку последующей секции и встречаясь с высокоскоростным потоком, тормозится и создает дополнительные гидравлические соротивления (гидравлические пробки зоны повышенного статического давления) в полости Б, Для исключения эт го явления в известном устройстве в конце камеры охлаждения установлены камеры принудительного сброса охладителя.
В предлагаемом нами устройстве отработаиньй охладитель, поступив- .ший в приемную воронку, через отверстия 8 попадает из полости приемной воронки Б в полость А и через от- верстия 10 сбрасьшается в короб 3.
Таким образом, в предлагаемом устройстве в полостях Б приемных воронок- гидростатические пробки не оразуются, вследствие чего охладител гИЗ этих зон сбрасывается описанным Bbmie образом в атмосферу,
В конце камеры охлаждения каждой секции большая часть отработанного охладителя через отверстия в стака- не 15 и зазор между трубой 10 и воронкой 7 сбрасывается в сливной короб 3. Такая конструкция камеры охлаждений позволяет регулировать количество отработанного охладителя,. сбрасываемого в короб, обеспечивает оперативный доступ к форсункам при
их настройке и регулировке, а также быструю разборку секций или всего устройства при замене камер охлаждения или ликвидации бурежек.
Прохождение проката через охлаждающее устройство осуществляется
Передний конец по оси прокатки,, входит в приемную воронку первой охлаждающей секции. Поскольку полость приемной воронки постоянно сообщается с атмосферой, то повышенное стаследующим образом, раската, двигаясь
0
5
5
0
5
0
тическое давление при входе в нее отсутствует. Поэтому передний конец раската свободно входит в приемную воронку и, двигаясь по ней, через отверстия 8 вытесняет из полости Б охладитель в полость А и далее в атмосферу. Объем охладителя, вытесненного из полости Б в атмосферу, равен объему раската, находящемуся в этой полости при движении. Пройдя через приемную воронку он захватывается высокоскоростным прямоточньм потоком охладителя и, охлаждаясь и гидротран- спортируясь, продвигается по.камере охла дения первой секции. Затем попадает в зону приемной воронки второй форсунки, проходя которую, также через отверстия 8 вытесняет в полость А избыточный охладитель, захватывается высокоскоростным потоком второй форсунки и движется дальше. Так повторяется до тек пор, пока раскат не пройдет все секции устройства и не охладится до заданной температуры. После этого раскат сматывается в бунт или подается на холодильник.
Таким образом, в предлагаемом устройстве для термообработки и гидротранспортирования проката, благодаря тому, что полости Б всех приемных воронок постоянно сообщаются с атмосферой передний конец раската в процессе движения свободно входит в приемную воронку первой секции, захватывается скоростным потоком первой форсунки и проходит последовательно все последующие секции, эффе ктивно при этом охлаждаясь и гидротранспор- тируясь.
Предложенная конструкция позволяет сократить длину устройства и упрос- за счет исключения дополни- тельных камер сброса за каждой секцией .
Формула изобретения
Устройство для охлаждения и гид- ротранспортирования прокатных изделий, содержащее ряд последовательно установленных секций, состоящих из форсунки с приемной воронкой и камеры охлаждения в виде телескопически соединенных труб, одна из которых
имеет перфорацию и подвижна вдоль продольной оси, отличающееся тем, что, с целью упрощения устройства, форсунка снабжена кожухом, уста-
новлеиным внутри корпуса форсунки и охватывающим наружную поверхность приемной воронки, выполненной перфорированной,. .Д выходной конец перфори/
/
рованной трубы каждой камеры охлаждения предыдущей секции размещен в полости приемной йоронки последующей секции.
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1987 |
|
SU1555373A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОУПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2006 |
|
RU2313586C1 |
| Устройство для охлаждения проката | 1981 |
|
SU1025733A1 |
| Устройство для охлаждения проката | 1989 |
|
SU1721101A1 |
| Секция устройства ускоренного охлаждения катанки в потоке прокатного стана | 1974 |
|
SU566643A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| Устройство для охлаждения проката | 1977 |
|
SU734296A1 |
| Устройство для термического упрочнения и гидротранспортирования проката | 1988 |
|
SU1560351A1 |
| Устройство для охлаждения движущегося проката | 1990 |
|
SU1726534A2 |
Изобретение относится к термической обработке проката. Целью изобретения является сокращение длины и упрощение устройства. Устройство состоит из ряда секций, в каждой из которых содержится форсунка и Камера охлаящения. Форсунка состоит из корпуса и приемной воронки. Камера выполнена из двух телескопически соединенных труб. Одна из труб перфорирована и установлена с возможностью перемещения по оси устройства. Выходной конец этой трубы предьщущей секции установлен в полости приемной воронки последующей секции. Внутри кор- р пуса установлен кожух, причем он с зазором схватывает наружную поверхность приемной воронки. Полость между кожухом и приемной воронкой сообщена с атмосферой через отверстия в ее стенке, 2 ил. . S (О ND 00 со 1чЭ ел 4
16 15
Редактор А,Гульке
Составитель. Г..Максименко Техред; Л.Сердюкова
Заказ 7374/22 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор С.Шекмар
| Устройство для охлаждения проката | 1979 |
|
SU812834A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для термической обработки и гидротранспортирования проката | 1983 |
|
SU1129246A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1970 |
|
SU412260A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
