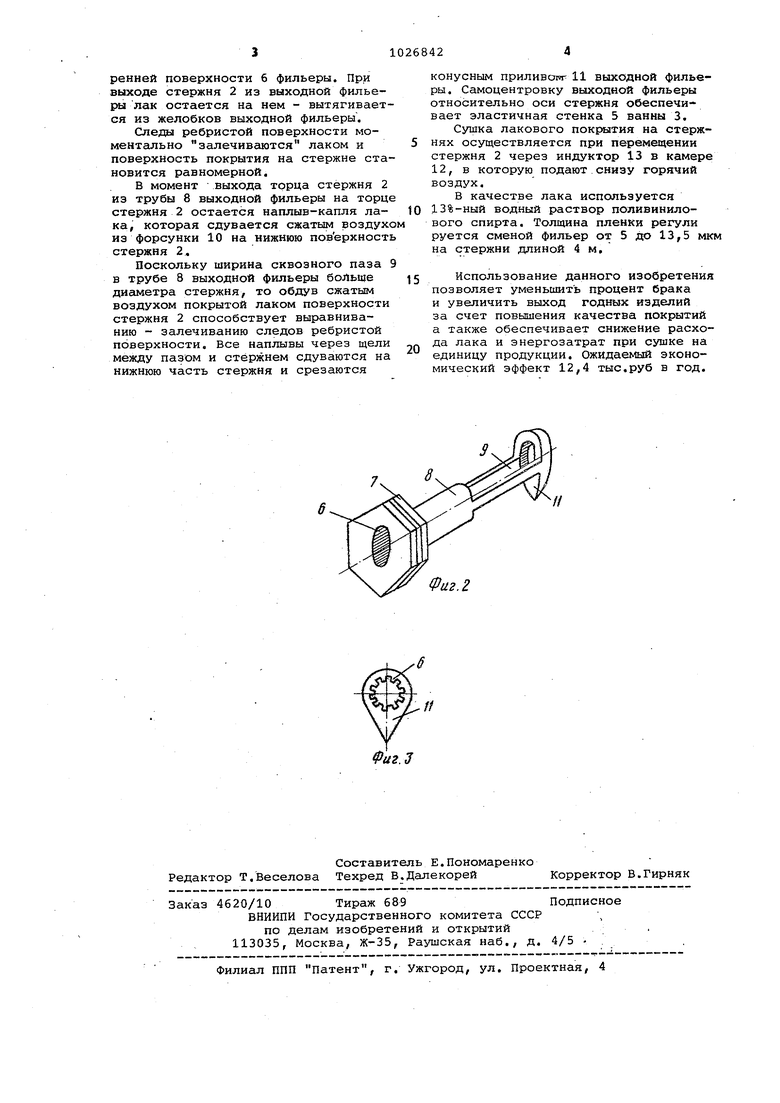
Изобретение относится к тёХнике Нанесения изолирующих покрытий, а именно к устройствам для нанесения , покрытия на цилиндрическую поверхность стержневого изделия. Известно устройство для нанееения покрытия на цилиндрическую поверхность стержневого изделия, включающее механизм продольного перемещения Изделия, ванну для лака с отверстиями для перемещения через нее издели узел термообработки и выходную филье ру с дистанционирующими нитями 1 . Недостатками известного устройств $вляются невозможность регулирования равномерности слоя покрытия при врафении обрабатываемого изделия вокруг фвоей оси и образование натеков покрытия на изделии после выхода его из эластичного.рукава. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для нане сения лакового покрытия на цилиндрические длинномерные стержни, включаю щее механизм продольного перемещения стержней, ванну для лака с отверстия ми для перемещения через них стержней и с эластичной стенкой, к которо Закреплена вь ходная фильера . -с внутренними дистанционирующими .элементами 2 . Недостатком данного устройства яв ляется образование натеков материа-. ла покрытия, на торце стержня, выходящего из фильеры, так как фильера формирует слой только на ровной цилиндрической поверхности. Образовавшиеся натеки в виде капли не просыхают в индукторе узла термообработки. Настроенного на сушку слоя определенной толщины. В результате поверхность роликов рольганга, перемещающего стержень, покрывается вязким и липким слоем лака. Остатки материа ла покрытия на роликах склеивёются со:свеженанесенным слоем материала покрытия на стержнях, что приводит отслоению покрытия по длине стержня, либо к локальным утолщениям слоя покрытия и является браковочным приз наком. Цель изобретения - повышение равно мерности нанесения лака на стержни и регулирование толщины покрытия. поставленная цель достигается тем, что в устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни, содержащем механизм продольного перемещения стержней, ванну для лака с отверстиями для перемещения через них стержней и с эластичной стенкой, к которой прикреплена выходная фильера с внутренними дистанционирующими элементами , выходная фильера выполнена с заходным участком, переходящим в трубу имеющую вертикальный сквозной паз шириной превышающей диаметр стержня, над которым смонтирована форсунка для подачи сжатого воздуха, которой снабжено устройство, и конусный прилив на выходном торце в нижней части, при этом дистанционирующие элементы выполнены в виде продольных ребер на внутренней поверхности выходной фильеры. На фиг. 1 схематично изображено устройство, общий вид, на фиг. 2 фильера, на фиг. 3 - вид на торец фильеры. Устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни содержит механизм в виде рольганга 1 продольного перемещения стержней 2,ванну 3 для лака с отверстиями 4 для перемещения через них стержней и с эластичной стенкой 5, к которой закреплена выходная фильера с внутренними дистанционирующими элементами б. Выходная фильера выполнена съемной для юбеспечения регулирования толщины лакового покрытия на стержне и с заходным участком 7, переходящим в трубу 8, которая имеет вертикальный сквозной паз 9, шириной превышающей диаметр стержня. Устройство снабжено форсункой 10 для подачи сжатого воздуха, которая смонтирована над пазом 9. Выполнение- сквозного вертикального паза в трубе фильеры и размещение над ним форсунки для подачи сжатого воздуха позволяет удалить (сдуть) с торца стержня натек-каплю покрытия на . наружную нижнюю часть стержня, удалить натек конусным приливом и вновь сформировать покрытие торцовой частью трубы фильеры-кольцом. Труба 8 имеет также конусный прилив 11 на выходном торце в нижней части. Дистанционирующие элементы выходной фильеры выполнены в виде продольных ребер на ее внутренней поверхности, что позволяет удлинить срок службы фильеры и получить равномерное покрытие на стержне. Устройство включает также узел термообработки, выполненный в виде камеры 12 для подачи и отвода горячего воздуха, в которой смонтирован индуктор 13, Устройство работает следующим образом. Длинномерные стержни 2 с помощью рольганга перемещают через отверстия 4 ванны 3 с лаком и выходную фильеру с продольными ребрами на ее внутренней поверхности б. По мере движения стержня через выходную фильеру лак затягивается и заполняет желобки между продольными ребрами внутренней поверхности 6 фильеры. При выходе стержня 2 из выходной фильеЕ л лак остается на нем - вытягивается из желобков вьаходной фильеры, Следы ребристой поверхности моментально залечиваются лаком и поверхность покрытия на стержне становится равномерной. В момент выхода торца стержня 2 из трубы 8 выходной фильеры на торце стержня 2 остается наплыв-капля лака, которая сдувается сжатым воздухо из форсунки 10 на нижнюю поверхност стержня 2. Поскольку ширина сквозного паза в трубе 8 выходной фильеры болыде диаметра стержня, то обдув сжатым воздухом покрытой лаком поверхности стержня 2 способствует выравниванию - залечиванию следов ребристой поверхности. Все наплывы через щели между пазом и стержнем сдуваются на нижнюю часть стержня и срезаются конусным приливорг 11 выходной фильеры. Самоцентровку выходной фильеры относительно оси стержня обеспечивает эластичная стенка 5 ванны 3. Сушка лакового покрытия на стержнях осуществляется при перемещении стержня 2 через индуктор 13 в камере 12, в которую подают снизу горячий воздух. в качестве лака используется 13%-ный водный Е)аствор поливинилового спирта. Толщина пленки регули руется сменой фильер от 5 до 13,5 мкм на стержни длиной 4м, Использование данного изобретения позволяет уменьшить процент брака и увеличить выход годных изделий за счет повышения качества покрытий а также обеспечивает снижение расхода лака и энергозатрат при сушке на единицу продукции. Ожидаемый экономический эффект 12,4 тыс.руб в год.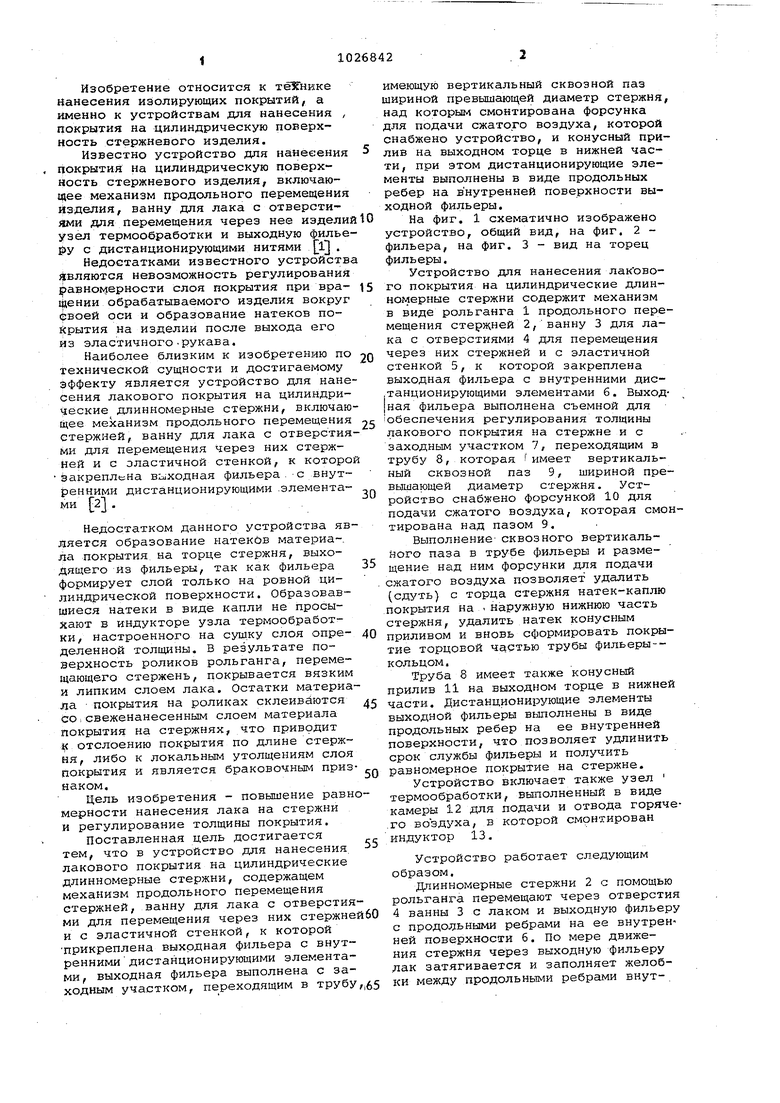
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни | 1981 |
|
SU978940A1 |
| Устройство для окраски и сушки длинномерных стержней | 1982 |
|
SU1026841A1 |
| Устройство для окраски и сушки длинномерных стержней или трубок | 1984 |
|
SU1204270A1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ ТРОСОВ ВИСЯЧИХ МОСТОВ | 2000 |
|
RU2182853C1 |
| Устройство для формирования покрытия на длинномерных изделиях | 1981 |
|
SU964741A1 |
| СПОСОБ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (ТВЭЛОВ) С ОБОЛОЧКАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ ПЕРЕД СНАРЯЖЕНИЕМ ИХ В КАРКАС ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ (ТВС) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537951C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ изготовления тепловыделяющей сборки ядерного реактора | 2019 |
|
RU2806658C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ДЛИННОМЕРНЫЕ СТЕРЖНИ, содержащее ме ханизм продольного перемещения стер ней, ванну для лака с отверстиями для перемещения через них стержней 35 Л- и с эластичной стенкой, к которой прикреплена выходная фильера с внутранними дистанционирующими элементами, отличающее ся тем, что, с целью повышения равномерности нанесения лака на стержни и регулирования толщины покрытия, выходная фильера вьтолнена с заходным участкот.1, переходящим в трубу, имеющую вертикальный сквозной паз шириной , превышающей диаметр стержня, над которым смонтирована форсунка для подачи сжатого воздуха, которой снабжено устройство, и конусный прилив . на выходном торце в нижней части, при этом дистанционирующие элементы выполнены в виде продольных ребер на внутренней поверхности выходной фильеры.. лл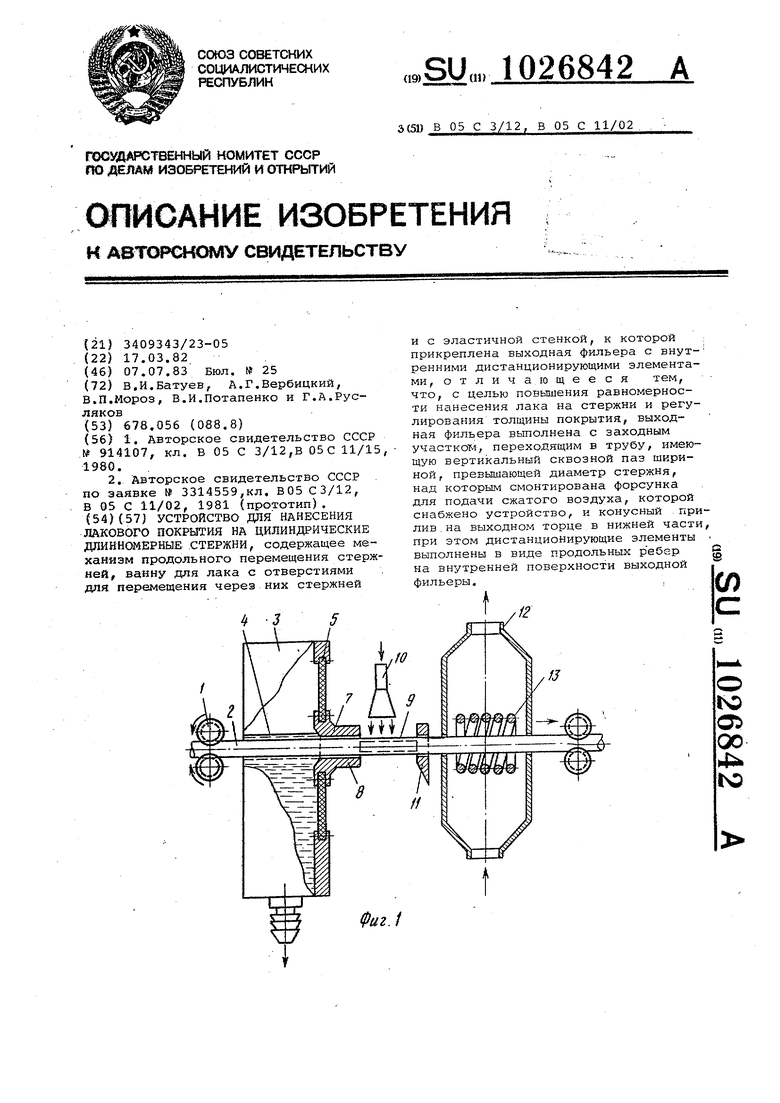
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство ССС № 914107, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Авторское свидетельство СССР по заявке № 3314559,кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
