Изобретение относится к технике нанесения покрытий на длинномерные цилиндрические изделия.
Известно устройство для нанесения тонкого слоя вязкой жидкости на проволоку, включающее механизм перемещения проволоки, ванну с вязкой жидкостью для перемещения через нее проволоки, выходную; фильеру, сужающуюся к выходному отверстию, и узел термообработки покрытия после выхода из фильеры, ll .
Это устройство предназначено для нанесения покрытия вязкой жидкости на отожженную проволоку малого диаметра при натяжении ее по оси фильеры и не предназначено для лакопфкраски и сушки цилиндрических длинномерных стержней (диаметром более 9 мм и длиной до 4м) из-за отсутствия и невозможности выполнить натяг стержней, так как при ла1копокраске и сушке стержней, имёЮ1ДИХ осевую жесткость практически равной нулю, возможен изгиб самих стержней.
Наиболее близким к предлагаемому по технической сущности и достигаемсэму результату является устройство для окраски и сушки длинномерных стержней, содержащее механизм продольного перемещения стержней, . ванну для лака с фильерой, имеквдей дйстанционирующие элементы, и узел термообработки в виде индуктора 21
Стержень перемещается по рольгангу в направлении продольной оси через ванну с лаком, фильеру с дис танционирующими элементами и узел те рмообработки - индуктор.
При выходе из фильеры сырого покрытого лаком стержня последний из-за нулевой осевой жесткости изгибается, что требует увеличения диаметра индуктора во избежание касайия стержня с витками замыкания и уменьшения длины индуктора. СоотBeiCTBeHHo требуется сокращать скорость движения стержня через инitykTop с тем, чтобы обеспечить полную сушку лакового покрытия на стержне.
Поддув горячего воздуха с одной стороны индуктора вызывает эжектироВание холодного воздуха в осевом направлении по поверхности стержня, что ведет к его охлаждению и увеличению времени сушки.
Установка промежуточных роликов рольганга между фильерой и индуктором не целесообразна из-за того,, что ролики покрыввиотся вязким и лмп КИМ слоем лака, который, склеиваясь со свеженанесенным покрываялаим на стержнях, приводит к отслоению покрывакщего материала по длине стержня, либо к локальным утолщениям покрывающего материала, что является браковочным признаком.
Увеличение диаметра индуктора требует .увеличения мощности индуктора для поддержания заданной .Температуры стержня.
Целью изобретения является сокращение времени сушки и повышение качества окраски.
Указанная цель достигается тем, что в устройстве для окраски и сушки длинномерных стержней, содержащем механизм продольного перемщения стержней, ванну для лака с фильерой, имеющей дистанционирующие элементы, и узел термообработки в виде индуктора, узел термообработки снабжен источником горячего сжатого воздуха, корпусом из диэлектрического материала, в котором установлен индуктор, смонтированными по торцам корпуса и соединенными с источником горячего сжатого воздуха камерами с регулируемыми кольцевыми щелевыми соплами, обращенными в полость индуктора, и полыми ложементами с плоской щелью для выхода горячего воздуха, перпендикулярной направлению перемещения стержня, причем в нижней части корпуса выполнена продольная щель для вьгхода газовых продуктов термообработки.
Ложемент выполнен в виде полукольца с плавно расширяющимся навстречу перемещению стержня каналом.
Ложемент выполнен с дополнительной щелью для выхода горячего воздуха.
Кроме того, камеры образованы . торцовыми стенками корпуса индуктора и подвижными в осевом направлении крышками, которыми снабжен корпус, причем торцовые стенки корпуса и КЕ4ЛШКИ выполнены с коническими поверхностями, образующими сопла камер.
Ложементы выполнены из фторопласта.
В качестве диэлектрического материала корпуса индуктора использован фторопласт.
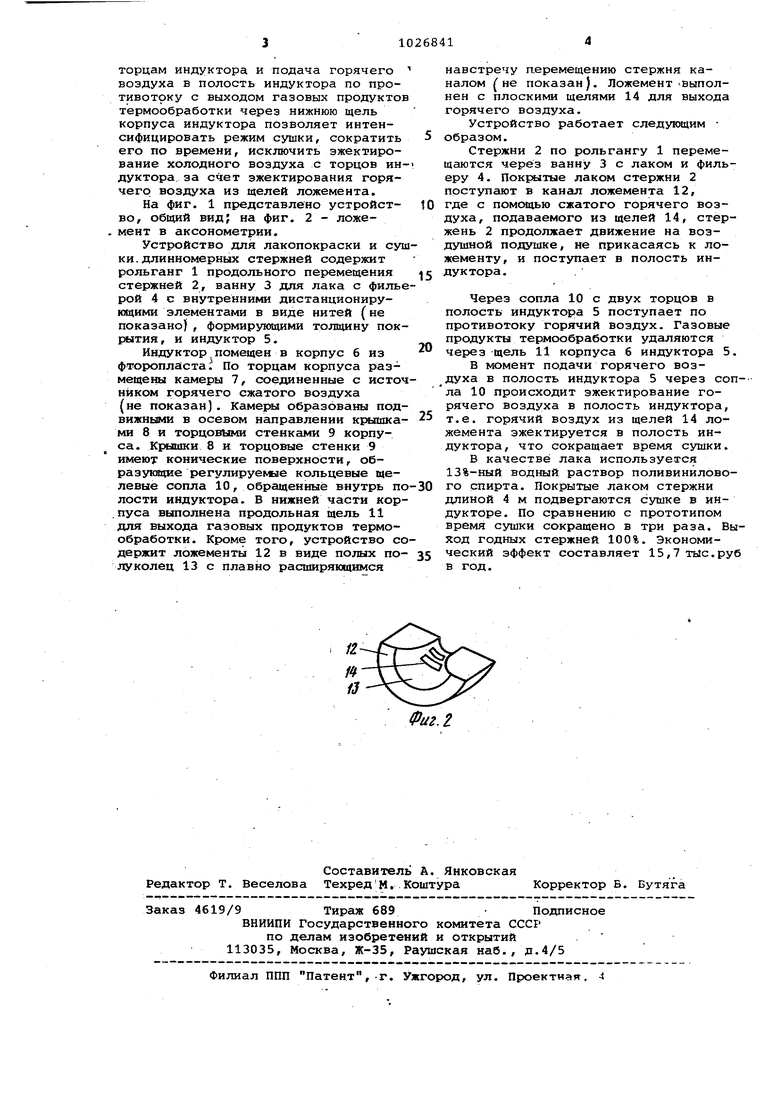
Ложементы служат для образования воздушных подушек. Размещение ложементов ifo торцам корпуса индуктора позволяет исключить прогиб стержня во время его перемещения за счёт того, что стержень поддерживается восходящим потоком горячего воздуха, при этом сохраняется, не нарушается слой пок1а1тия как сырого до индуктора, так и после индуктора, не требуется увеличения диаметра индуктора, исключаются закикания стержня на витки индуктора и потребуется уменьшать длину индуктора и сок ращатэ скорость движения стержня через индуктор. Размещение сопел по торцам индуктора и подача горячего воздуха в полость индуктора по противотоку с выходом газовых продукто термообработки через нижнюю щель корпуса индуктора позволяет интенсифицировать режим сушки, сократить его по времени, исключить эжектирование холодного воздуха с торцов ин дуктора за счет эжектирования горячего воздуха из щелей ложемента. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - ложе, мент в аксонометрии. Устройство для лакопокраски и су ки, длинномерных стержней содержит рольганг 1 продольного перемещения стержней 2, ванну 3 для лака с филь рой 4 с внутренними дистанционирующими элементами в виде нитей (не показано), формирующими толщину пок рытия, и индуктор 5. Индуктор помещен в корпус б из фторопласта. По торцам корпуса размещены камеры 7, соединенные с исто ником горячего сжатого воздуха (не показан) . Камерам образованы под вижными в осевом направлении крышка ми 8 и торцовыми стенками 9 корпуса. Крышки 8 и торцовые стенки 9 имеют конические поверхности, обра зукяцие регулируемые кольцевые щелевые сопла 10, обращенные внутрь п лости индуктора. В нижней части кор ,пуса выполнена продольная щель 11 для выхода газовых продуктов термообработки. Кроме того, устройство с держит ложементы 12 в виде полых по луколец 13 с плавно расширяющимся навстречу перемещению стержня каналом (не показан). Ложемент выполнен с плоскими щелями 14 для выхода горячего воздуха. Устройство работает следующим образом. Стержни 2 по рольгангу 1 перемещаются через ванну 3 с лаком и фильеру 4. лаком стержни 2 поступают в кансш ложемента 12, где с помощью сжатого горячего воздуха, подаваемого из щелей 14, стержень 2 продолжает движение на воздушной подушке, не прикасаясь к ложементу, и поступает в полость индуктора. Через сопла 10 с двух торцов в полость индуктора 5 поступает по противотоку горячий воздух. Газовые продукты термообработки удаляются через щель 11 корпуса 6 индуктора 5. В момент подачи горячего воздуха в полость индуктора 5 через сопла 10 происходит эжектирование горячего воздуха в полость индуктора, т.е. горячий воздух из щелей 14 ложемента эжектируется в полость индуктора, что сокращает время сушки. В качестве лака используется 13%-ный водный раствор поливинилового спирта. Покрытые лаком стержни длиной 4 м подвергаются сушке в индукторе. По сравнению с прототипом время сушки сокращено в три раза. Выход годных стержней 100%. Экономический эффект составляет 15,7ть1с.руб в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни | 1982 |
|
SU1026842A1 |
| Устройство для окраски и сушки длинномерных стержней или трубок | 1984 |
|
SU1204270A1 |
| Устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни | 1981 |
|
SU978940A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ОБЕЗЖИРИВАНИЯ, МОЙКИ И СУШКИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2265901C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| УСТАНОВКА ДЛЯ ОКРАСКИ ТРОСОВ ВИСЯЧИХ МОСТОВ | 2000 |
|
RU2182853C1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Установка для термообработки проволоки | 1982 |
|
SU1134611A1 |
| Установка для термообработки длинномерного материала | 1990 |
|
SU1740919A1 |
1. УСТРОЙСТВО ДЛЯ ОКРАСКИ И СУШКИ ДЛИННОМЕРНЫХ СТЕРЖНЕЙ, содержащее механизм продольного перемещения стержней, ванну для лака с фильерой, имеющей дистанционирующие элементы/ и узел те юобработки в виде индуктора, о тличаю щ е е с я тем, что, с целью сокращ ния времени сушки и повышения каче ва окраски, узел термообработки сна бжен источником горячего сжатого воздуха, корпусом из диэЛектрическо го материала,,в котором установлен индуктор, смонтированными по торцам корпуса и сое ненными с источником горячего сжатого;воздуха камерами регулируемыми кольцевыми щелевыми соплами, обращенными в полость ин-дуктора, и полыми ложементгиии с пл кой щелью для выхода горячего воздуха, перпендикулярной направлению перемещения стержня, причем в Нижней части корпуса выполнена продольная щель для выхода газовых продуктов термообработки. 2.Устройство по п. 1, отличающееся тем, что ложемент выполнен в виде полукольца с плавно расширяющимся навстречу перемещению стержня каналом. 3.Устройство по пп. 1 и 2, о т личающееся тем, что ложемент выполнен с дополнительной щелью для выхода горячего воздуха. 4.Устройство ПОП.1, отлича ю щ е е с я тем, что камеры образованы торцовыми стенками корпуса индуктора и подвижными в осевом направлении крышками, которыми снабжен корпус, причем торцовые стенки корпуса и крышки выполнены с коническими поверхностями, образующими Сопла камер. 5.Устройство по пп. 1-3, о т л и чающее ся тем, что ложементы выполнены из фторопласта. 6.Устройство по п. 1, отличающееся тем, что в качестве диэлектрического материала корпуса индуктора использован фторопласт.. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Плита пресса | 1983 |
|
SU1133101A1 |
| OIL, опублик | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 914107, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| (прототип).. | |||
