(54) ПРОКАТНО- КОВОЧНЫЙ СТАН
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатно-ковочный стан | 1977 |
|
SU904851A1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Прокатно-ковочный стан | 1986 |
|
SU1342546A1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| Прокатно-ковочный стан | 1987 |
|
SU1507469A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1523200A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |
| Стан шаговой прокатки | 1987 |
|
SU1507470A1 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
Изобретение относится к обработк металлов давлением и может использо .ваться при получении заготовок из слитков малопластичных металлов и сплавов. Известен прокатно-ковочный стан, содержащий установленную на жестко закрепленных в раме направляющих с возможностью возвратно-поступательного перемещения вдоль оси прокатки клетЬ, привод возвратно-поступательного перемещения клети, механизм для преобразования вращательного дв жения привода в возвратно-поступательно.е перемещение клети, размещенные ff станине клети рабочие инструменты, имеющие возможность качания вокруг вертикальных осей, рабочие инструменты, имеющие возможность качания вокруг горизонтальных осей, связанные через шарнирные штанги с механизмом подачи 1. Однако при прокатке заготодвок на этом стане в калибре, образованном бойками, оси качания которых расположены в одной плоскости, максимальное обжатие ограничивается правиле вписанных фигур. Для получения больших обжатий необходимо разноименные пары бойков смещать один относительно другого вдоль оси прокатки в пределах длины очага деформации, исключая образование заусенцев. Такое смещение ослабляет эффект четырехстороннего сжатия металла в очаге деформации, чем снижается его технологическая пластичность, особенно в начальный г) момент обжатия, когда металл находится в литом состоянии и наиболее хрупок . Цель изобретения - повыиение качества прокатки путем уменьшения заусенцев на металле в условиях четырехстороннего сжатия. Поставленная цель достигается тем, что ст.ан снабжен второй клетью, установленной на направляющих с возможностью возвратно-поступательного перемещения вдоль оси прокатки, контактирующей торцом своей станины с торцом станины первой клети, приводом возвратно-поступательного перемещения второй клети и механизмом для преобразования вращательного движения привода второй клети в возвратно-поступательное перемещение второй клети, причем рабочие инструменты, имеющие возможность качания вокруг горизонтальных осей, расположены во второй клеаи.
Кроме того, каждый механизм дпл преобразования вращательного движения привода в возвратно-поступательное перемещение соответствующей клети выполнен в виде зубчатой передачи, связанной с приводом, и кривошипно-шатунного механизма, кривошип которого установлен на выходном валу зубчатой передачи с эксцентриситетом, причем кривошипы первой и втброй клети установлены с различной величиной эксцентриситета.
Станина каждой клети выполнена в виде кольца с двумя диаметрально расположенными выступами на торце, контактирующей с торцом второй станины, и с двумя диаметрально противоположньми пазами, на внутренней поверхности кольца, сдвинутыми на 90 относительно выступов.
Станины первой и второй клети выполнены с соосными отверстиями под направляющие, а направляющие выполнены в виде колонн.
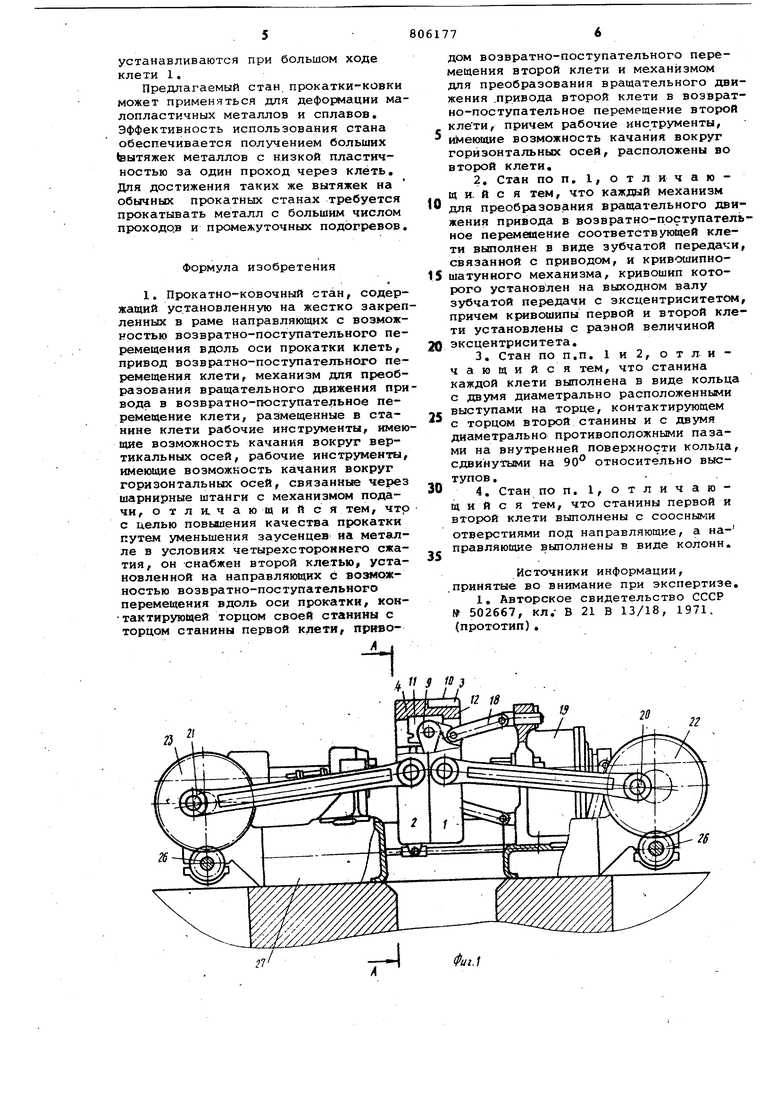
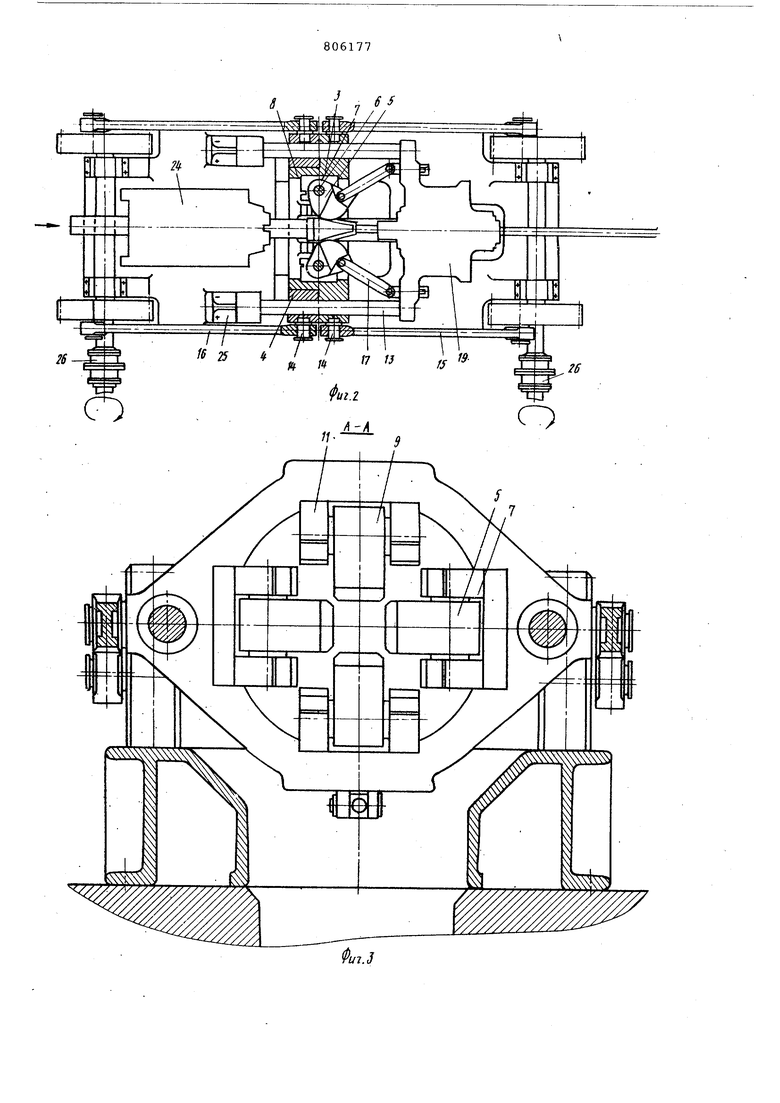
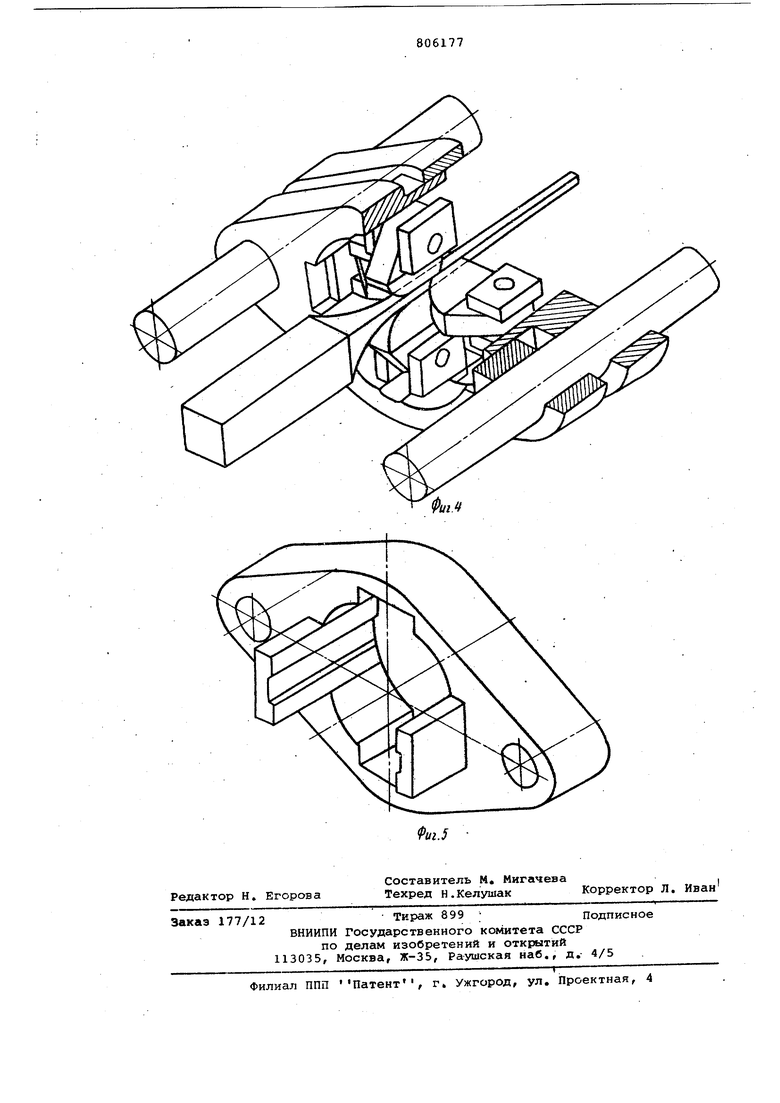
На фиг. 1 показан прокатно-ковочный стан, вид сбоку; на фиг, 2 стан в плане общий вид; на фиг, 3 разрез А-А на фиг, 1; на фиг, 4 взаимное положение частей прокатной клети во время прокатки; на фиг, 5 станина одной из частей прокатной клети,
Прокатно-ковочный стан состоит из двух клетей 1 и 2 со станинами 3 и 4 соответственно. В станине 3 закреплены бойки 5 на вертикальных осях 6 с подушками 7, Подушки 7 крепятся на консольных выступах 8, выполненных на торце станины 3, при этом выступы 8 подвижно опираются на дно пазов вьтолненных в станине 4,
В станине 4 закреплены бойки 9 на горизонтальных осях 10 с подушками
11,Подушки 11 крепятся (аналогично станине 3) на консольных выступах
12,выполненных на торце станины 4, при этом выступы 12 подвижно опираются на дно пазов, выполненных в станине 3,
На боковых приливах станин 3 и 4 выполнен ряд отверстий. Через отверстия, параллельные оси прокатки, проходят колонны 13, на которых обе станины установлены подвижно, В отверстиях, перпендикулярн1-1х оси прокатки, закреплены цапфы 14, к которым шарнирно крепятся шатуны 15 и 16 привода перемещения клети.
Отклоняющие штанги 17 и 18, шарнирно соединяющие бойки 5 и 9 с неподвижной стойкой 19 могут быть выполнены разной длины. Различен и эксцентриситет кривошипов 20 и 21, закрепленных на приводных шестернях 22 и 23, При этом большему эксцентрситету соответствует большая длина отклоняющей штанги, а меньшему меньшая длина отклоняющей штанги, Точки крепления отклоняющих штанг
на стойке 19 расположены в одной плоскости, но на разном расстоянии от оси прокатки. Штанга 17 большей длины закреплена дальше от оси прокатки, штанга 18 меньшей длины - ближе. Такое конструктивное выполнение обеспечивает одновременное, начало обжатия всеми четырьмя бойками с постепенным смещением разноименных .пар бойков в процессе обжатия, Все узлы и .механизмы стана, в том числе задающее устройство 24, стойки 25 дЛя крепления колонн 13 и приводные вал-шестерни 26, размещены на общей раме 27,
Стан работает следующим образом. Вращательное движение от привода
передается на вал-шестерни 26, входящие в зацепление с шестернями 22 и 23, кривошипы которых шарнирно соединены шатунами 15 и 16 со станинами
0 3 и 4, Здесь вращательное движение
преобразуется в возвратно-поступательное движение клетей 1 и 2, Поскольку привод клети 1 имеет больший эксцентриситет, то и ход ее будет больше,
5 чем ход клети 2, Бойки 5 и 9, имея дополнительную связь с неподвижной стойкой 19, через отклоняющие штанги 17 и 18, наряду с поступательньил движением, совершают качательное дви.. жение. При этсм каждый боек обжимает на заготовке небольшой серповидный слой металла по конусу деформация.
Вначале каждого цикла обжатие осуществляется всеми четырьмя бойками одновременно без смещения их вдоль оси прокатки, но далее, по мере образования конуса деформации, бойки с вертикальными осями постепенно начинают опережать Bi своем движении вдоль оси прокатки бойки с горизонтальными осями, В конце рабочего хода , слева направо, когда происходит обжатие заготовки, смечемие достигает наибольшей величины. При обратном (справа налево),
5 холостсмл ходе оси качания бойков QHOва устанавливаются в одной плоскости. Продольное смещение разноименных пар бойков в процессе обжатия позволяет металлу уширяться без образования
0 заусенцев на готовом прокате,
Требуемая кинематика бойков обеспечивается наряду с различным эксцентриситетом в приводах клети различной длиной отклоняющих штанг и различием в присоединении их к стойке
19, Отклоняющие штанги бойков с горизонтальныии осями выполнены короче, чем у бойков с вертикальными осями, и точки крепления их к стойке расположены ближе к оси прокатки,
60 Это обеспечивает установку бойков с горизонтальньми осями в положение калибровки в конце обжатия при меньшем ходе клети 2, В такое же положение, но со смещением вдоль оси прокатки, бойки с вертикальными осями
устанавливаются при большом ходе клети 1,
Предлагаемый стан, прокатки-ковки может применяться для деформации малопластичных металлов и сплавов. Эффективность использования стана обеспечивается получением больших 1вытяжек металлов с низкой пластичностью за один проход через клеть, Для достижения таких же вытяжек иа обычных прокатных станах требуется прокатывать металл с большим числом проходов и промежуточных подогревов.
Формула изобретения
2,Стан поп, l,oтличaющ и. и с я тем, что каждый механизм
0 для преобразования вращательного движения привода в возвратно-поступательное пе1)емеиение соответствукяцей клети выполнен в виде зубчатой передачи, связанной с приводом, и кривошипно5шатуниого механизма, кривошип которого установлен на выходном валу зубчатой передачи с эксцентриситетом, причем кривошипы первой и второй клети установлены с разной величиной эксцентриситета,
0
3,Стан поп.п, 1 и 2, о тли чающийся тем, что станина каждой клети выполнена в виде кольца с двумя диаметрально расположенными выступами на торце, контактирующем
5
с торцом второй станины и с двумя диаметрально противоположными пазами на внутренней поверхности кольца, сдвинутыми иа 90° относительно выступов,
0
4,Стан поп, 1, отличающий с я тем, что станины первой и второй клети выполнены с соосными отверстиями под направляющие, а направляющие выполнены в виде колонн.
5
Источники информации, .принятые во внимание при экспертизе,
1, Авторское свидетельство СССР 502667, кл,- В 21 В 13/18, 1971. (прототип),
