А- А
(Л
Изобретение относится к прокатному производству, а именно к стенам для шаговой прокатки, предназначенным для получения заготовок простых и фа- сонных профилей с большими обжатиями.
Цель изобретения - повышение качества получаемых изделий путем обеспечения правильной подачи заготовки в калибр,
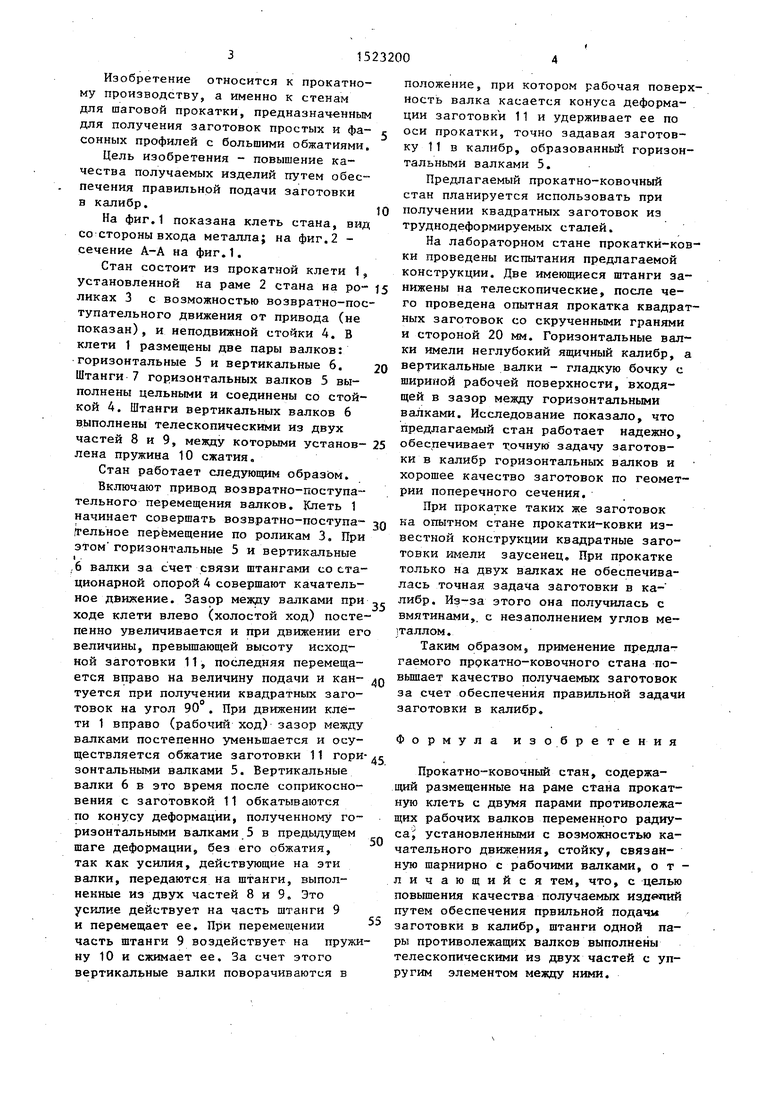
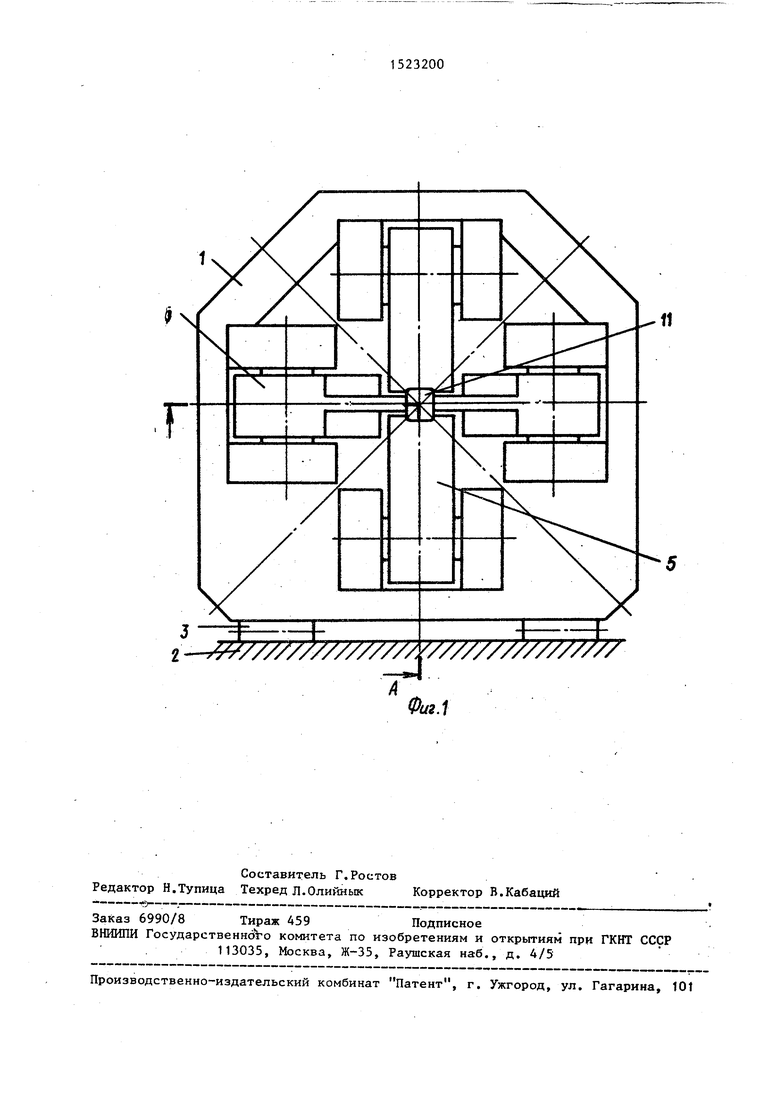
На фиг.1 показана клеть стана, вид со стороны входа металла; на фиг. 2 - сечение А-А на фиг.1.
Стан состоит из прокатной клети 1, установленной на раме 2 стана на ро- ликах 3 с возможностью возвратно-поступательного движения от привода (не показан), и неподвижной стойки 4. В клети 1 размещены две пары валков: горизонтальные 5 и вертикальные 6. Штанги 7 горизонтальных валков 5 выполнены цельными и соединены со стойкой 4. Штанги вертикальных валков 6 выполнены телескопическими из двух частей 8 и 9, между которыми установ- лена пружина 10 сжатия.
Стан работает следующим образом.
Включают привод возвратно-поступательного перемещения валков. Клеть 1 начинает совершать возвратно-поступа- freльнoe перемещение по роликам 3. При
этом горизонтальные 5 и вертикальные I .
,6 валки за Ьчет связи штангами со стационарной опорой 4 совершают качатель- ное движение. Зазор между валками при ходе клети влево (холостой ход) постепенно увеличивается и при движении ег величины, превышающей высоту исходной заготовки 11, последняя перемещается вправо на величину подачи и кан- туется при получении квадратных заготовок на угол 90 . При движении клети 1 вправо (рабочий ход) зазор между валками постепенно уменьшается и осуществляется обжатие заготовки 11 гори зонтальными валками 5. Вертикальные валки 6 в это время после соприкосновения с заготовкой 11 обкатываются по конусу деформации, полученному горизонтальными валками 5 в предыдущем шаге деформации, без его обжатия, так как усилия, действующие на эти валки, передаются на штанги, выполненные из двух частей 8 и 9. Это усилие действует на часть штанги 9 и перемещает ее. При перемещении часть штанги 9 воздействует на пружину 10 и сжимает ее. За счет этого вертикальные валки поворачиваются в
положение, при котором рабочая поверхность валка касается конуса деформации заготовки 11 и удерживает ее по оси прокатки, точно задавая заготовку 1 1 в калибр, образованный горизонтальными валками 5.
Предлагаемый прокатно-ковочный стан планируется использовать при получении квадратных заготовок из труднодеформируемых сталей.
На лабораторном стане прокатки-ковки проведены испытания предлагаемой конструкции. Две имеющиеся штанги занижены на телескопические, после чего проведена опытная прокатка квадратных заготовок со скрученными гранями и стороной 20 t-fM. Горизонтальные валки имели неглубокий ящичный калибр, а вертикальные валки - гладкую бочку с шириной рабочей поверхности, входящей в зазор между горизонтальными валками. Исследование показало, что предлагаемый стан работает надежно, обеспечивает точную задачу заготовки в калибр горизонтальных валков и хорошее качество заготовок по геометрии поперечного сечения.
При прокатке таких же заготовок ка опытном стане прокатки-ковки известной конструкции квадратные заго товки имели заусенец. При прокатке только на двух валках не обеспечивалась точная задача заготовки в ка- либр. Из-за этого она получилась с вмятинами,, с незаполнением углов ме- таллом.
Таким образом, применение предлагаемого прркатно-ковочного стана повышает качество получаемых заготовок за счет обеспечения правильной задачи заготовки в калибр.
Формула изобретения
Прокатно-ковочный стан, содержащий размещенные на раме стана прокатную клеть с двумя парами противолежащих рабочих валков переменного радиуса установленными с возможностью ка- чательного движения, стойку, связанную шарнирно с рабочими валками, отличающийся тем, что, с целью повышения качества получаемых путем обеспечения првильной подачи заготовки в калибр, штанги одной пары противолежащих валков выполнены телескопическими из двух частей с упругим элементом между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатно-ковочный стан | 1978 |
|
SU806177A1 |
| Прокатно-ковочный стан | 1987 |
|
SU1507469A1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Прокатно-ковочный стан | 1986 |
|
SU1342546A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
Изобретение относится к прокатному производству, а именно к станам для шаговой прокатки, предназначенным для получения заготовок простых и фасонных профилей с большими обжатиями. Цель изобретения - повышение качества получаемых изделий путем обеспечения правильной подачи заготовки в калибр. Благодаря выполнению штанги телескопической из двух частей 8 и 9 с упругим элементом 10 между ними валки 6 обкатывают по конусу деформации без обжатия заготовки. Валки 6, касаясь заготовки 11, удерживают ее на оси прокатки, точно задавая в калибр, образованный деформирующими валками 5. Заготовка 11 получается без заусенцев, вмятин и с четко выполненными углами. 2 ил.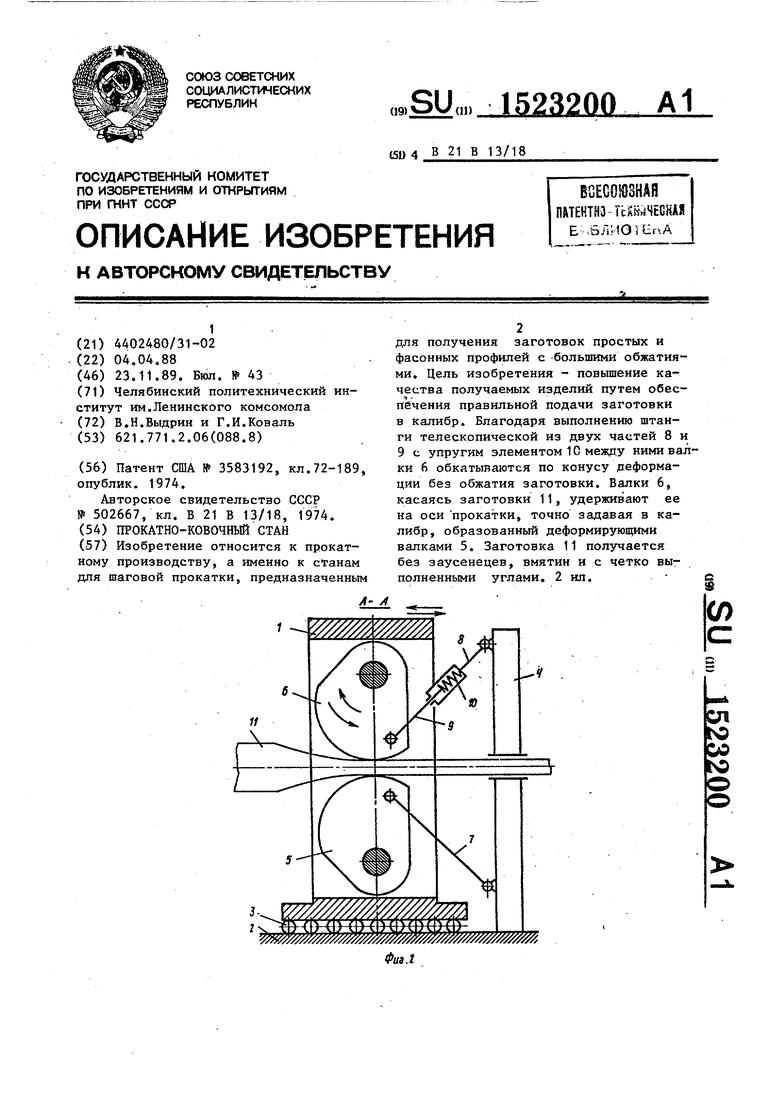
1-- W///////////////}C////////////////
Фиг A
| Патент США № 3583192, кл.72-189, опублик | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Авторское свидетельство СССР № 502667, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
