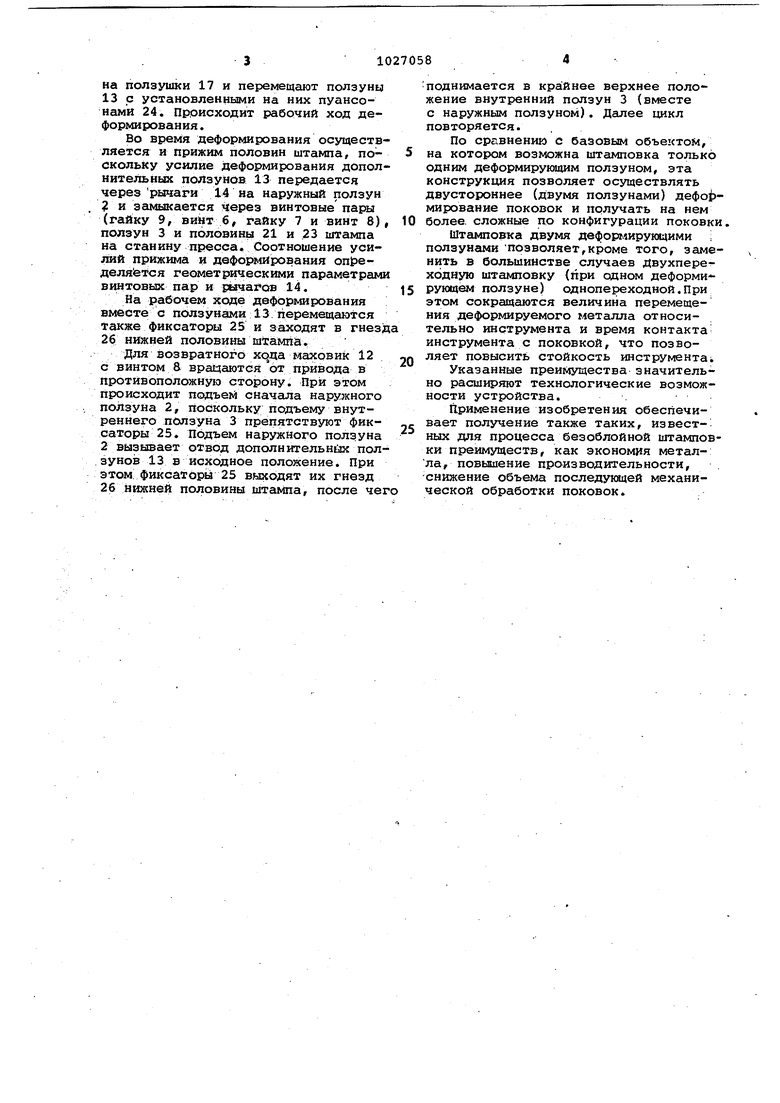
Изобретение относится к машиностроению, в частности к конструкции оборудования для обработки металлов давлением. Известно устройство для штампов ки, содержащее винтовой пресс,со смонтированным в направляющих стани ны наружным ползуном, в направляющи которого размещен внутренний ползун смонтированный в опорах верхней поперечины станины, приводной винт, полый винт, связанный с приводным винтом с помощью закрепленной в пол винте гайки, подпятник полого винта смонтированный во внутреннем ползуне, а также сопряженную с нарезкой полого винта гайку, закрепленную в наружном ползуне l3 . Недостатком этого устройства является невозможность штамповать поковки с плоскостью разъема, перпендикулярной оси пресса. Цель изобретения - расширение те нологических возможностей за счет штамповки поковок с плоскостью разъ ма, перпендикулярной оси пресса. Для достижения этой цели устройс во для штамповки, содержащее винтовой пресс в виде-станины со стойкам и поперечинами, смонтированного в направляющих станины наружного полз на, во внутренней полости которого .направляющих смонтирован внутренний ползун, . установленный с возможньстью вращения в опорах поперечины приводного винта, сочлененного с ним внутренней нарезкой и с закрепленной в наружном ползуне гайкой наружной нарезкой полого винта, закрепленного Btj внутреннем ползуне . подпятника полого винта, а также штамп, подвижная часть которого закреплена на внутреннем ползуне, а неподвижная - на поперечине станины снабжено дополнительными ползунами, рычагами, серьгами, ползушками и фиксаторами, во.внутреннем ползуне перпендикулярно оси пресса выполнены полости, в которых смонтированы дополнительные ползуны, в последних выполнены пазы, а в неподвижной части штампа - гнезда для сочленения с фиксаторами, при этом фиксаторы |3акреплены на дополнительных ползунах, одно из плеч каждого рычага шарнирно соединено с нарузкным ползуном, а другое - с одним из дополнительных ползунов через ползушку, посдедняя установлена в пазу дополнительного ползуна, причем каждая серь га шарнирно закреплена на внутреннем ползуне и шарнирно связана с одним из рычагов. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 схема расположения штамповой оснастки (в момент окончания штамповки). Устройство содержит станину пресса 1, в направлякяцих которой расположен наружный ползун 2. В направляющих последнего расположен внутренний ползун 3, связанный с помощью подпятника 4 и подшипника 5 с полым винтом 6, который через гайку 7 связан с приводным винтом 8, а через гайку 9 - с наружным ползуном 2. Приводной винт 8 установлен с помощью подпятника 10 и подшипника 11 в .верхней поперечине пресса и жестко соединен с маховиком 12. В боковых полостях внутреннего ползуна установлены два дополнительных ползуна 13, связанных с наружным ползуном 2 двуплечими рычагами 14 посредством осей 15 и 16 и ползушек 17. Рычаги 14 шарнирно соединены при помощи осей 18 с серьгами 19, которые установлены на осях 20 в опорных гнездах внутреннего ползуна 3. К внутреннему ползуну 3 закреплена верхняя половина 21 штампа. На подштаглповой плите 22 установлена нижняя половина 23 штампа. Боковые пуансоны 24 закреплены на дополнительных ползунах 13. Дополнитель- ные ползуны 13 выполнены с фиксаторами 25, а в нижней половине 23 штампа предусмотрены гнезда 26 для этих фиксаторов. Устройство для штамповки работает следуюац м образе. В исходном положении ползуны 2 и 3 находятся в крайнем верхнем положении. Перед включением пресса в нижнюю половину 23 штампа укладывается заготовка (на фиг. 1 не показано). ; При включении привода любой известной конструкции (не показан) приводится во вращение с маховиком 12 винт 8. В результате свинчивания с винта 8 гайки 7 происходит опускание вниз обо1;рс ползунов 2 И 3 (винт б при этом не вращается, поскольку сила тяжести наружного ползуна значительно больше силы тяжести внутреннего ползуна). Совместное движение наружного 2 и внутреннего 3 ползунов происходит До момента смыкания половин 21 тл 23 штампа (фиг. 2). При смыкании штампа внутренний ползун 3 останавливается, одновременно прекращается поступательное движение винта б и гайки 7, но под действием приводного крутящего момента гайка 7 с винтом б начинают вращаться. Вращение винта б вызывает перемещение наружного ползуна 2 вниз относительно неподвижного внутреннего ползуна 3. При двихсении вниз ползун 2 воздействует через оси 15 на рычаги 14, которые, поворачиваясь на осях 15 и опираясь на серьги 19, воздействуют на ползушки 17 и перемещают ползуны 13 с установленными на них пуансонами 24. Происходит рабочий ход деформирования. Во время деформирования осуществ ляется и прижим половин штампа, поскольку усилие деформирования допол нительных ползунов 13 передается через рычаги 14 на наружный ползун и за1уе:зкается через винтовые пары (гайку 9, вимт 6, гайку 7 и винт 8) ползун 3 и половины 21 и 23 штампа на станину пресса. Соотношение усилий прижима и деформирования определяется геометрическими параметрам винтовьк пар и рачагов 14. На рабочем коде деформирования вместе с ползунами 13 перемещаются ч-акже фиксаторы 25 и заходят в гнез 26 нижней половины mtaMiiia. Для возвратного маховий 12 с винтом 8 врсоцаются от привода в противоположную сторону. При этом происходит подъем сначала нарузкного ползуна 2, поскольку подъему внутреннего ползуна 3 препятствуют фиксаторы 25. подъем наружного ползуна 2 вызывает отвОд дополнительных пол зунов 13 в исходное положение. При этом фиксаторй 25 выходят их гнезд 26 нижней половины штаиша, после че поднимается в крайнее верхнее положение внутренний ползун 3 (вместе с наружным ползуном). Далее цикл повторяется. По сравнению с базовым объектом, на котором возможна штамповка только ОДН1О4 деформирующим ползуном, эта конструкция позволяет осуществлять двустороннее (двумя ползунами) дефо мирование поковок и получать на нем более, сложные по конфигурации поковки. Штамповка двумя дефорглирукядими ; ползунами позволяет,кроме того, заменить в большинстве случаев двухпереходную штамповку (при одном деформирующем ползуне) однопереходной.При этом сокращаются велич ина перемещения деформируемого металла относительно инструмента и время контакта инструмента с поковкой, что позволяет повысить стойкость инструмента Указанные преимущества значительно расширяют технологические возможности устройства. . Применение изобретения обеспечивает получение также таких, известных для процесса безоблойной штамповки преимуществ, как экономия металла, повыыение производительности, снижение объема последуквдей механической обработки поковок.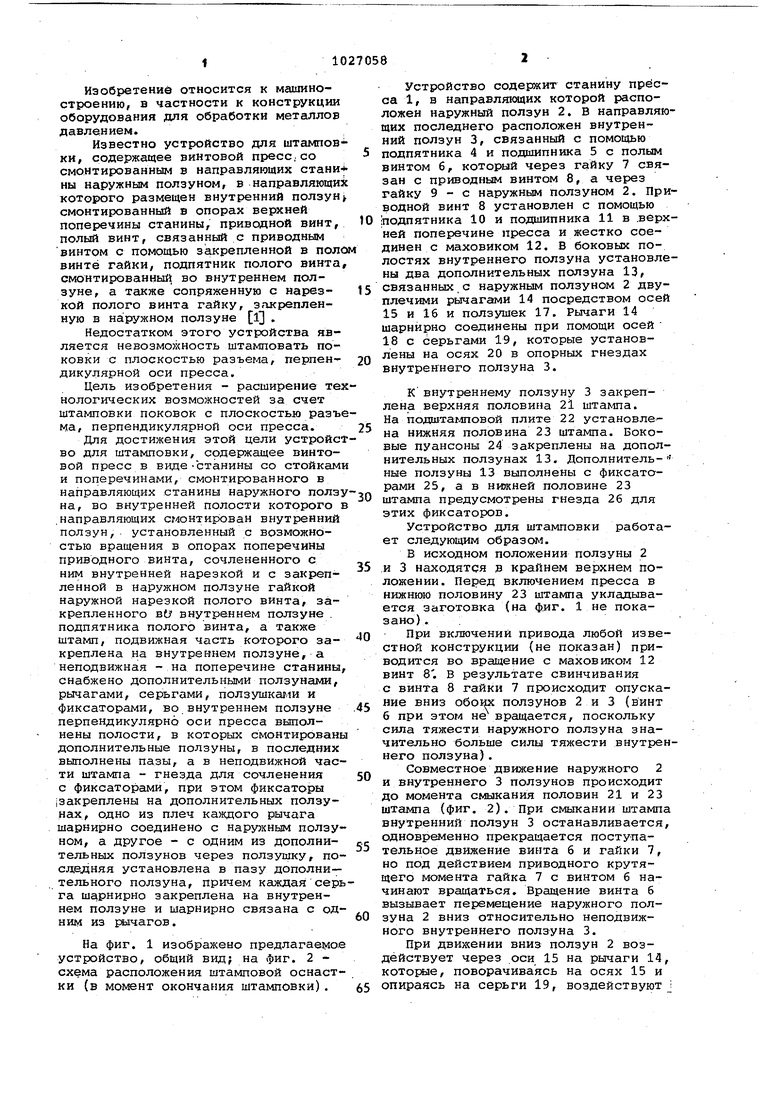
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки | 1983 |
|
SU1098828A2 |
| Винтовой пресс | 1980 |
|
SU956299A1 |
| Винтовой пресс двойного действия | 1981 |
|
SU1027056A1 |
| Винтовой пресс | 1980 |
|
SU944949A1 |
| Винтовой пресс | 1980 |
|
SU927555A1 |
| Винтовой пресс двойного действия | 1977 |
|
SU658005A1 |
| Винтовой пресс | 1980 |
|
SU897585A1 |
| Винтовой пресс двойного действия | 1981 |
|
SU946974A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
УСТЮЙСТВО ДЛЯ ШТАМПОВКИ, содержащее винтовой пресс в станины со стОйками и поперечинами, :смонтирО5анного в направляющих станины наружного ползуна, во внутренней полости которого в направляющих смонтировав внутренний ползун, установленшлй с воэмсжностыо гранения в :опорах поперечиш npfводного винта, сочлененного с ним внутренней нарезкой и с закрепленной в наружном ползуне гайкой наружной нарезкой: поло J- I -- . го винта, закрепленного во внутреннем ползуне подпятника полого винта| а также штамп, подвижная часть.кото рого закреплена на внутрен1 ем пол- J зуне, а неподвижная - на поперечине станины, отличающееся i у&л, что, с целью pacauiipeHH технолб гических возможностей устройства за счет штамповки поковок с плоскостью раэъеита, перпендикулярной оси пресса, оно снабжено дополнительными ползунами, рычагами, серьгами, поп-; зушками и фиксаторами, во внутреннем ползуне перпендикулярно оси пресса : В1з1ПОЛНеНЫ полости, Б СМОНТИ рованы дополнительные ползуны, в последних выполнегая пазы, а в неподвижной части штампа - гнезда для (Л сочлененшг с фиксаторами, при этом фиксатора закреплены на дополнитель- ных ползунах, одно из плеч каждого рычага шарнщ но соединено с наружным ползуном, а другое - с одним из дополнительных ползунов через ползушку, последняя установленав пазу дополнительного ползуна, причем дая серьга шарнирно закреплена на внутреннем ползуне и шарнирно свя зана с однюл из рЁ1чагов. о сд 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
