(54) ВИНТОВОЙ ПРЕСС ДЛЯ ШТАМПОВКИ
1
Изобретение относится к обработке металлов давлением, а конкретно к конструкциям прессов, предназначенных для штамповки с кручением.
Известен винтовой пресс для штамповки с кручением, содержащий станину, в направляющих которой установлен ползун, во вйутреййей полости которого установлен с возможностью вращения боек, связанный с приводом пресса, и гайка, сочлененная нарезкой с винтом, установленным подвижно в подпятниках верхней поперечины станины, а также расположенный в верхней части винта маховик с приводом; привод бойка осуществляется от дополнительного маховика, причем основной и дополнительные маховики связаны между собой механической передачей 1.
Недостатком известной конструкции пресса является сложность привода бойка через специально предусмотренный вал, встроенный в винт. Необходимость делает винт полым, увеличивает его размеры, что приводит к увеличению размеров всего пресса. Другими недостатками в конструкции пресса являются: возможность его С КРУЧЕНИЕМ
заклинивания в конце рабочего хода от момента, действующего от заготовки на боек, значительные потери энергии на работу трения в подшипниках, в которых установлен боек, и нерациональное исполь5 зование, винтового механизма только для создания вертикальной деформирующей силы. Крутящий момент, возникающий в винтовом механизме, бесполезно тратится на работу трения и снижает КПД пресса.
10 Цель изобретения - снижение энергозатрат и упрощение обслуживания.
Поставленная цель достигается тем, что винтовой пресс для штамповки с кручением, содержащий станину в виде поперечин и стоек с упорами, ползун, в полости которого
15 установлен с возможностью вращения боек и размещена втулка с гайкой, сочлененной нарезкой с установленным с возможностью вращения в поперечине винтом, а также закрепленный на винте приводной маховик,
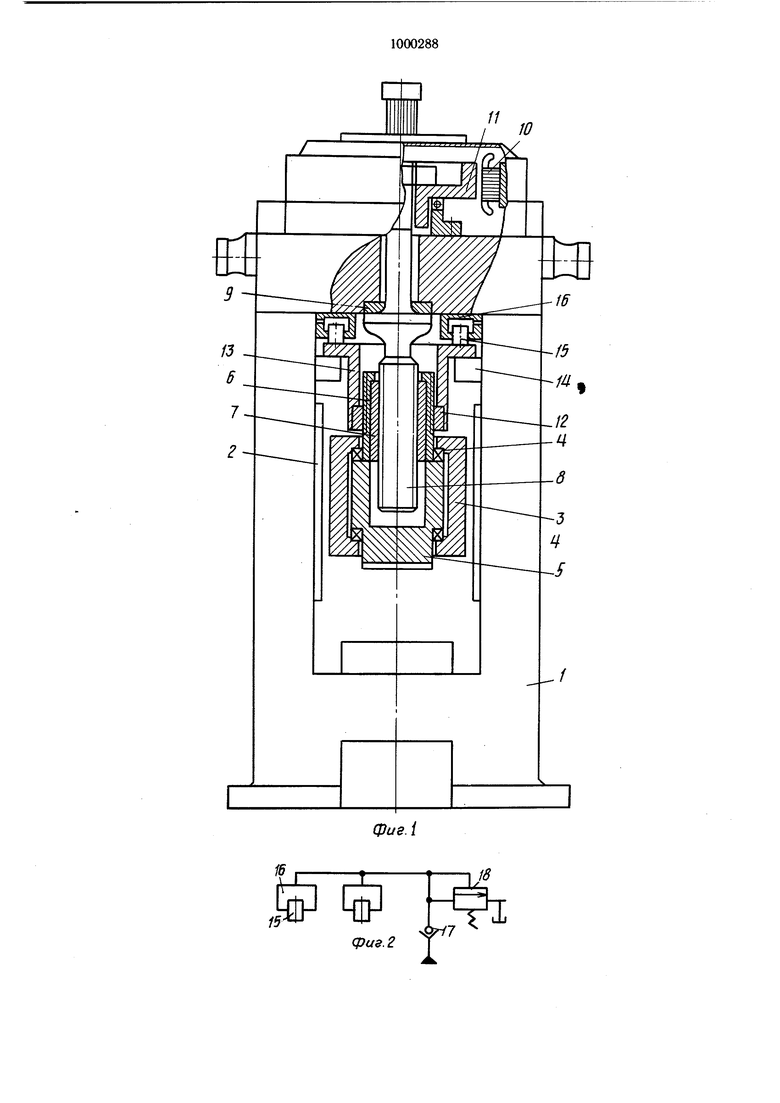
20 снабжен корпусом с наружным фланцем и с закрепленной в полости корпуса дополнительной гайкой, а также механизмом разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом на наружной поверхности втулки выполнена самотормозящая йарезка, сочлененная с нарезкой дополнительной гайки, втулка закреплена на бойке, а нарезка винта выполнена несамотормозящей и направлена противоположно нарезке втулки. Упомянутый механизм разгрузки может быть выполнен в виде гидроцилиндров с закрепленными на поперечине корпусами и соединенными с корпусом дополнительной гайки, а фланец последнего размещен между плунжерами и упорами стоек. Кроме того, механизм разгрузки может быть выполнен в виде двух опор, закрепленных соответственно на поперечине и на корпусе дополнительной гайки и, по крайней мере, трех установленных между опорами стержней со сферическими пятами на концах, при этом стержни установлены наклонно к оси пресса. При этом винтовой пресс может быть снабжен корпусом с наружным фланцем, закрепленной на втулке дополнительной втулкой с нарезкой на ее наружной поверхности, а также механизмом разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом в полости корпуса выполнена самотормозящая нарезка, дополнительная втулка сочленена с этой нарезкой и закреплена на бойке, а Нарезка винта выполнена несамотормозящей и направлена противоположно нарезке корпуса. Как вариант пресс может быть снабжен корпусом с наружным фланцем и закрепленной в полости корпуса дополнительной гайкой, а также механизмом разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом на наружной поверхности бойка выполнена самотормозящая нарезка, сочлененная с нарезкой дополнительной гайки, втулка закреплена на бойке, а нарезка винта выполнена несамотормозящей и Направлена противоположно нарезке бойка. На фиг. 1 изображен пресс, общий вид; разрез с механизмом разгрузки в виде гидроцилиндров; на фиг. 2 - гидросхема пресса; на фиг. 3 - вариант механизма разгрузки; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5-7 - варианты винтового соединения корпуса гайки с корпусом дополнительной гайки. Винтовой пресс содержит станину 1, в направляющих 2 которой установлен ползун 3, во внутренней полости которого в подшипниках 4 установлен боек 5, связанный с втулкой 6. Во втулке 6 установлена гайка 7, сочлененная с винтом 8, установленным в подпятнике 9 верхней поперечины станины 1. В верхней части винта закреплен маховик 10 с приводом от дугостаторов 11. На втулке 6 выполнена винтовая нарезка, с помощью которой она сочленена с дополнительной гайкой 12, установленной в корпусе 13. Корпус 13 в нижней части опирается на упоры 14 станины, которые ограничивают перемещение корпуса 13 внив и от его вращательного перемещения. Верхней плоскостью корпус 13 соединен с плунжерами 15 гидроцилиндров 16. Гидросистема имеет насос (не показан), связанный с гидроцилийдрами 16 через обратный клапан 17. Привод Насоса осуществляется от электродвигателя (не показан), а разгрузка гидросистемы осуществляется через разгрузочно-предохранительный клапан 18. Винтовые нарезки винта 8 - гайки 7 и втулки 6 - дополнительной гайки 12 выполнены разного направления. Винтовая нарезка винта 8 - гайки 7 выполнена несамотормозящейся, а винтовая Нарезка втулки 6 - дополнительной гайки 12 - самотормозящейся. Пресс работает следующим образом. Перед включением привода пресса подвижные части находятся в крайнем верхнем положении. Гидроцилиндры 16 находятся под давлением, достаточным для поджима плунжеров 15 к корпусу 13. Включаются дугостаторы 11. Под действием магНитного поля дугостаторов маховик 10 и связанный с ним винт 8 начинают ускоренно вращаться и перемещать гайку 7 и втулку 6 вниз. Так как резьбовое соединение втулки 6 и гайки 12 выполнено самотормозящимся, то перемещение вниз гайки 7 и втулки 6 может быть осуществлено только при их вращении в ту же сторону, что и винта 8. Таким образом, скорость поступательного перемещения гайки 7, корпуса 6 и связанного с ним бойка 5 может быть определена:) fl) где h, - ход резьбы винт 8 - гайка 7; hj - ход резьбы корпус 6 - дополнительная гайка 12; 1 - угловая скорость вращения винта 8; 0/2 - угловая скорость вращения гайки 7 и корпуса 6. Соотнощение между угловыми скоростями Wi и W2 определяется t Tt--W К моменту подхода гайки 5 к заготовке (не показана) подвижные части накапливают кинетическую энергию поступательного и вращательного движения, значение которой может быть получено значительно большим, чем у универсальных прессов, так как при одинаковых значениях скоростей поступательного перемещения рабочих частей значение Wi значительно больше, чем у универсальных прессов. При ходе деформирования на заготовку действует усилие 1 деформирования и момент Мд деформирования, который скручивает заготовку. Кручение заготовки снижает усилие деформирования заготовки. Снижение усилия деформирования может достигать 3-5 и более раз. При деформировании заготовки в резьбовом соединении винт 8 - гайка 7 возникает вертикальная сила Р) и момент М, от реакции в резьбе, связанные между собой зависимостью МгР.-гг 2i При ходе деформирования P P и если М| Мд, имеет место идеальный случай, когда момент Мд и сила 1 замыкаются в основном винтовом механизме винт 8 - гайка 8.. В этом случае резьбовое соединение корпус 6 - дополнительная гайка 12 не воспринимает нагрузки и в работе пресса не участвует. В действительности всегда будет такое состояние в работе пресса, что момент М, будет больше или меньше момента сопротивления поковки. В этом случае силовую нагрузку и крутящий момент воспринимает винтовое соединение втулка 6 - дополнительная гайка 12, в котором возникает крутящий момент м -р . Лг 2К Происходит автоматическая настройка при работе пресса, так как осуществляется автоматическая связь между моментами и усилиями: Мд М, ±М2(6) , ±Р2(Г) Если , то от момента М2 М1-Мд возникает вертикальная сила Р в резьбе втулка 6 - дополнительная гайка 12, которая разгружает основную винтовую резьбу винт 8 - гайка 7. При Mj М2 от силы Рг Рд -PI в резьбе втулка 6 - дополнительная гайка 12 возникает дополнительный крутящий момент Мл, который компенсирует разность Мд-М, M. Ход h( резьбы винт 8 - гайка 7 выбирается таким образом, чтобы Mj было всегда больше Мд, тогда дополнительное винтовое соединение воспринимает часть усилия деформирования. Облегчая работу основного винтового механизма винт 8 - гайка 7. После окончания хода деформирования давление из гидроцилиндров 16 сбрасывается и привод ,реверсируется. Подвижные части возвращаются в исходное положение. Цикл заканчивается. Особенностью работы пресса во время хода деформирования является то, что можно регулировать угол закручивания заготовки путем сброса части жидкости из гидроцилиндров, что обеспечивает допонительный проворот гайки 7 и втулки 6 относительно дополнительной гайки 12 без увеличения поступательного перемещения бойка 5. Согласно варианту механизма разгрузки пресса после хода деформирования (фиг. 3) механизм разгрузки выполнен в виде опор 19 и 20 на станине 1 и корпусе 13 и наклонных стержней 21 со сферическими пятами 22. На опоре 20 выполнены упоры 23, которые взаимодействуют с упорами 14 на станине пресса. Угол Л наклона стержней 21 имеет одно и то же направление с углом наклона резьбы винта 8. Работа механизма разгрузки осуществляется следующим образом (фиг. 3 и 4 - исходное положение рабочих частей механизма разгрузки). При включении привода пресса маховик 10 и связанный с ним винт 8 начинают ускоренно вращаться, перемешая гайку 7 и втулку б вниз до соприкосновения бойка 5 с заготовкой (не показана), после чего начинается ход деформирования. Упоры 14 и 23 будут находиться в контакте весь ход деформирования, в конце которого начнется разгрузка пресса от усилия деформирования под действием момента Мз от действия силы реакции механизма разгрузки. При этом корпус 13 дополнительной гайки 12 повернется по часовой стрелке, подняв вверх гайку 7 вместе с бойком 5. Согласно варианту винтового соединения втулки 6 гайки 7 с дополнительным кор иусом 13 (фиг. 5) втулка 6 гайки 7 жестко связана с дополнительной гайкой 12, которая резьбой связана с дополнительным корпусом 13. Другой вариант винтового соединения втулки 6 гайки 7 с корпусом 13 дополнительной гайки 12 (фиг. 6) предусматривает выполнение на втулке бив дополнительной гайке 12 винтовых канавок, которые служат дорожками качения для шариков 24. Основными достоинствами этой передачи являются высокий КПД (п 0,9), высокая равномерность движения, малое трение покоя, возможность полного устранения зазора в резьбе и создание натяга, обеспечивающего высокую осевую жесткость. Согласно варианту винтового соединения втулки б гайки 7 с корпусом 13 дополнительной гайки 12 (фиг. 7), на бойке 5, жестко связанном с втулкой б гайки 7, выполнена винтовая нарезка, с помощью которой он сочленяется с дополнительной гайкой 12, установленной в корпусе 13, расположенном в ползуне 3. Предлагаемая конструкция обеспечивает большую компактность исполнительного механизма пресса. Экономический эффект от внедрения изобретения обеспечивается за счет улучшения эксплуатационных показателей пресса, повышения КПД, упрощения его конструкции, снижения трудоемкости изготовления и эксплуатации. Формула изобретения 1. Винтовой пресс для щтамповки с кручением, содержащий станину в виде поперечин и отстоек с упорами, ползун, в полости которого установлен с возможностью вращения боек и размещена втулка с гайкой, сочлененной с установленным с возможностью вращения в поперечине винтом, а также закрепленный на винте приводной маховик, отличйющийся тем, что, с целью снижения энергозатрат и упрощения обслуживания, он снабжен корпусом с наружным фланцем и с закрепленной в полости корпуса дополнительной гайкой, а также механизмом разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом на наружной поверхности втулки выполнена самотормозящая нарезка, сочлененная .с нарезкой дополнительной гайки, втулка закреплена на бойке, а нарезка винта выполнена несамотормозящей и направлена противоположно Нарезке втулки. 2. Винтовой пресс по п. 1, отличающийся тем, что упомянутый механизм разгрузки выполнен в виде гидроцилиндров с закрепленными На поперечине корпусами и плунжерами, соединенными с корпусом допол нительной гайки, а фланец последнего размещен между плунжерами и упорами стоек. 3. Винтовой пресс по п. 1, отличающийся тем, что механизм разгрузки выполнен в виде двух опор, закрепленных соответственно на поперечине и на корпусе дополнительной гайки, и, по крайней мере, трех установленных между опорами стержней со сферическими пятнами на концах, при этом стержни установлены наклонно к оси пресса. 4. Винтовой пресс по п. 1, содержащий станину в виде поперечин и стоек с упорами, ползун, в полости которого установлен с возможностью вращения боек и размещена втулка с гайкой, сочлененной с установленным с возможностью вращения в поперечине винтом, а также закрепленный на винте приводной маховик, отличающийся тем. что, он снабжен корпусом с наружным фланцем, закрепленной На втулке дополнительной втулкой с нарезкой на ее наружной поверхности, а также механизмом разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом в полости корпуса выполнена самотормозящая нарезка, дополнительная втулка сочленена с этой нарезкой и закреплена на бойке, а нарезка винта выполнена несамотормозящей и Направена противоположно нарез корпуса. 5. Винтовой пресс по п. 1, содержащий станину в виде поперечин и стоек с упорами, ползун, в полости которого установлен с возможностью вращения боек и размещена втулка с гайкой, сочлененной с установленным с возможностью вращения в поперечине винтом, а также закрепленный на винте приводной маховик, отличающийся тем, что, он снабжен корпусом с наружным фланцем и закрепленной в полости корпуса дополнительной гайкой, а также механизMOM разгрузки, связывающим корпус с поперечиной станины и упорами стоек, при этом на наружной поверхности бойка BbinOviнена самотормозящая нарезка, сочлененная с нарезкой дополнительной гайки, втул закреплена на бойке, а нарезка винта выполнена несамотормозящей и направлена противоположно нарезке бойка. Источники информации, принятые во внимание при экспертизе 1. Автооское свидетельство СССР № 734007, кл.В 30 В 1/18, 25.11.76 (прототип).



| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1058793A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| Винтовой пресс для штамповки с кручением | 1987 |
|
SU1473972A1 |
| Винтовой пресс | 1980 |
|
SU956299A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1027059A1 |
| Винтовой пресс | 1984 |
|
SU1183394A1 |
| Винтовой пресс двойного действия | 1983 |
|
SU1147593A1 |
| Винтовой пресс двойного действия | 1990 |
|
SU1731648A1 |
| Винтовой пресс | 1982 |
|
SU1097507A1 |

16
18
РЛ-rVI
7
