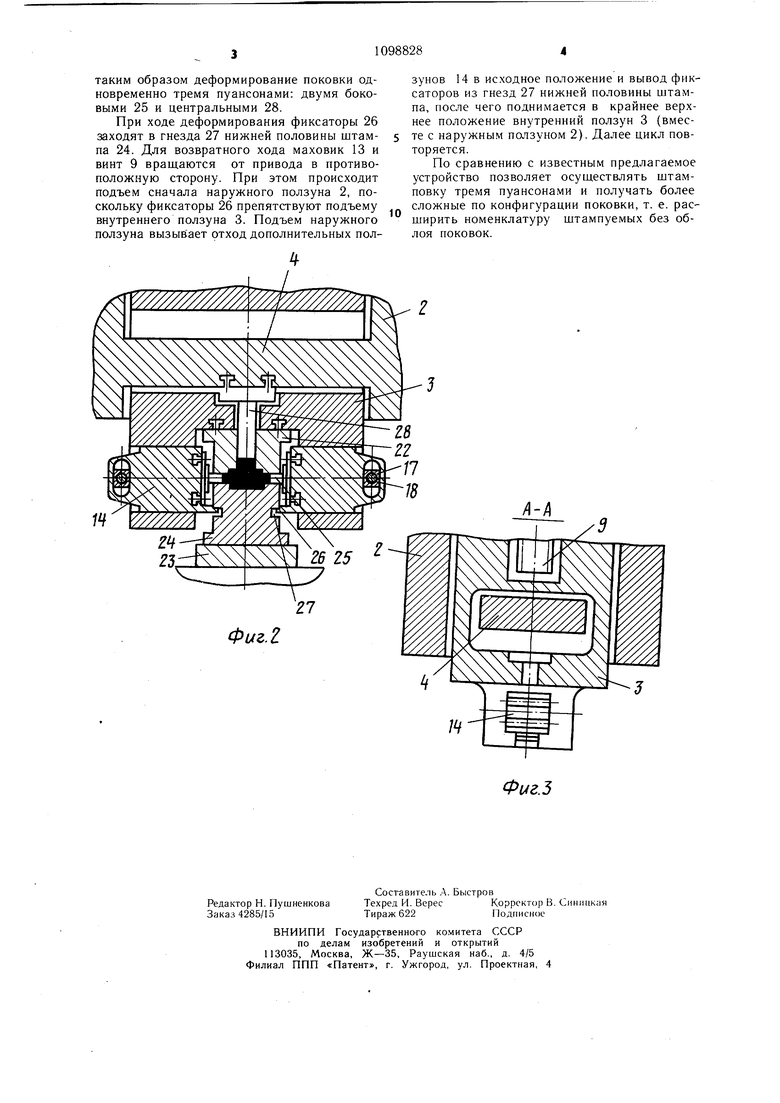
Изобретение относится к машиностроению, а именно к конструкциям устройств для безоблойной обработки металлов давлением. По основному авт. св. № 1027058 известно устройство для штамповки, используемое для получения поковок с плоскостью разъ ема, перпендикулярной оси пресса (и параллельно направлению деформирования). Это устройство содержит винтовой пресс в виде станины со стойками и поперечинами, смонтированного в направляюших станины наружного ползуна, во внутренней полости которого в направляюш.их смонтирован внутренний ползун, установленного с возможностью враш,ения в опорах поперечины приводного винта, сочлененного с ним внутренней нарезкой и с закрепленной в наружном ползуне гайкой наружной нарезкой полого винта, закрепленного во внутреннем ползуне подпятника полого винта, а также штамп, подвижная часть которого закреплена на внутреннем ползуне, а неподвижная - на поперечине станины. Устройство снабжено дополнительными ползунами, рычагами, серьгами, ползушками и фиксаторами, во внутреннем ползуне перпендикулярно оси пресса выполнены полости, Б которых смонтированы дополнительные ползуны, в последних выполнены пазы, а в неподвижной части штампа - гнезда для сочленения с фиксаторами, при этом фиксаторы закреплены на дополнительных ползунах, одно из плеч каждого рычага шарнирно соединено с наружным ползуном, а другое - с одним из дополнительных ползунов через ползушку, последняя установлена в пазу дополнительного ползуна, причем каждая серьга шарнирно закреплена на внутреннем ползуне и шарнирно связана с одним из рычагов 1. Недостатком известного устройства является невозможность получения на нем за один переход сложных по конфигурации поковок (типа тройников, угольников, крестовин и т. п.), когда по технологии требуется штамповка тремя деформирующими пуансонами. Это ограничивает технологические возможности устройства. Целью изобретения является расширение технологических возможностей путем обеспечения трехстороннего деформирования по ковок. Цель достигается тем, что в устройстве для штамповки наружный ползун снабжен жестко связанной с ним поперечиной с участками под крепление к ней дополнительного штампового инструмента, а во внутреннем ползуне выполнены окно под поперечину, высота которого превышает высоту поперечины, а также проточка под дополнитель ный штамповый инструмент. На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - схема расположения штамповой оснастки (в момент окончания штамповки); нафиг. 3 - разрез А-А на фиг. 1. Устройство содержит станину пресса 1, в направляюш,их которой расположен наружный ползун 2. В направляющих наружного ползуна 2 расположен внутренний ползун 3, кроме того, на ползуне 2 жестко закреплена поперечина 4, расположенная в окне внутреннего ползуна, высота которого превышает высоту поперечины 4. Ползун 3 связан с помош.ью подпятника 5 и подшипника 6 с полым винтом 7, который через гайку 8 связан с приводным винтом 9, а через гайку 10 с наружным ползуном 2. Приводной винт 9 установлен с помош.ью подпятника 11 и подшипника 12 в верхней поперечине станицы пресса и жестко соединен с маховиком 13. В боковых полостях внутреннего ползуна 3 установлены два дополнительных ползуна 14, связанных с наружным ползуном 2 двуплечими рычагами 15 посредством осей 16 и 17 и ползущек 18. Рычаги 15 щарнирно соединены при помощи осей 19 с серьгами 20, которые установлены на осях 21 в опорных гнездах внутреннего ползуна 3. К внутреннему ползуну 3 закреплена верхняя половина штампа 22. На подштамповой плите 23 установлена нижняя полови-, на штампа 24. Боковые пуансоны 25 закреплены на дополнительных ползунах 14, которые выполнены с фиксаторами 26, а в нижней половине штампа 24 предусмотрены гнезда 27 для этих фиксаторов. На поперечине 4 наружного ползуна 2 укрепляется пуансон 28, под которым во внутреннем ползуне выполнена проточка. Устройство работает следующим образом. В исходном положении ползуны 2 и 3 находятся в крайнем верхнем положении. На нижнюю половину штампа 24 укладывается заготовка (не показано). При включении привода любой известной конструкции приводится во вращение маховик 13 и винт 9. В результате свинчивания с винта 9 гайки 8 происходит опускание вниз обоих ползунов 2 и 3. Совместное движение этих ползунов происходит до момента смыкания половин штампа 22 и 24 (фиг. 2). При с.мыкании штампа внутренний ползун 3 останавливается, одновременно прекращается поступательное движение винта 7 и гайки 8, но под действием приводного крутящегося момента гайка 8 и винт 7 начинают вращаться. Вращение винта 7 вызывает перемещение наружного ползуна 2 с закрепленным на неподвижной поперечине 4 пуансоном 28 относительно ползуна 3. Кроме того, при движении ползуна 2 вниз он воёдействует через оси 16 на рычаги 15, которые, поворачиваясь на осях 16 и опираясь на серьги 20, воздействуют на ползущки 18 и перемещают ползуны 14 с установленны.ми на них пуансонами 25. Происходит
таким образом деформирование поковки одновременно тремя пуансонами: двумя боковыми 25 и центральными 28.
При ходе деформирования фиксаторы 26 заходят в гнезда 27 нижней половины штампа 24. Для возвратного хода маховик 13 и винт 9 вращаются от привода в противоположную сторону. При этом происходит подъем сначала наружного ползуна 2, поскольку фиксаторы 26 препятствуют подъему внутреннего ползуна 3. Подъем наружного ползуна вызывает отход дополнительных полf У//// Л Фиг.г
зунов 14 в исходное положение и вывод фиксаторов из гнезд 27 нижней половины штампа, после чего поднимается в крайнее верхнее положение внутренний ползун 3 (вместе с наружным ползуном 2). Далее цикл повторяется.
По сравнению с известным предлагаемое устройство позволяет осуществлять штамповку тремя пуансонами и получать более сложные по конфигурации поковки, т. е. расширить номенклатуру штампуемых без облоя поковок.
Фиг.5 Z6 25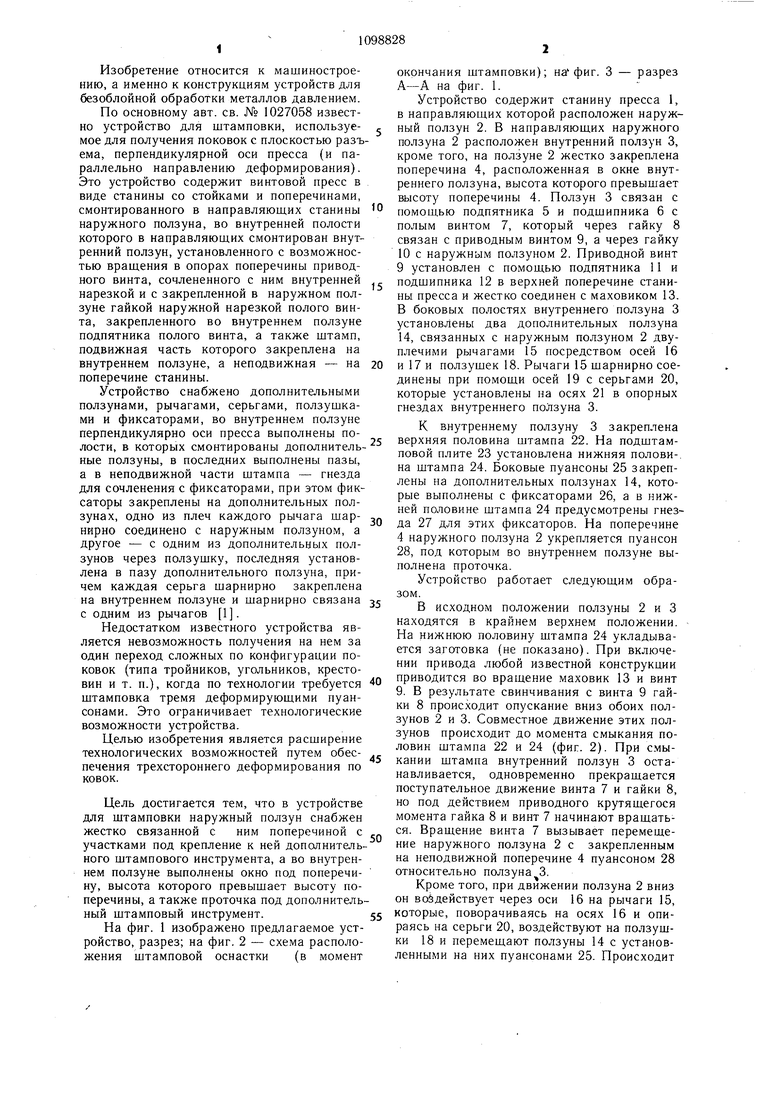
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки | 1982 |
|
SU1027058A1 |
| Винтовой пресс | 1980 |
|
SU944949A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Винтовой пресс | 1980 |
|
SU956299A1 |
| Винтовой пресс | 1980 |
|
SU897585A1 |
| Винтовой пресс | 1980 |
|
SU927555A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Винтовой пресс двойного действия | 1977 |
|
SU658005A1 |
| Винтовой пресс | 1984 |
|
SU1183394A1 |
| Винтовой пресс двойного действия | 1981 |
|
SU1027056A1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ по авт. св. № 1027058, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения трехстороннего деформирования, наружный ползун снабжен жестко связанной с ним поперечиной с участками под крепление к ней дополнительного штампового инструмента, а во внутреннем ползуне выполнены окно под поперечину, высота которого превышает высоту поперечины, а также проточка под дополнительный штамповый инструмент.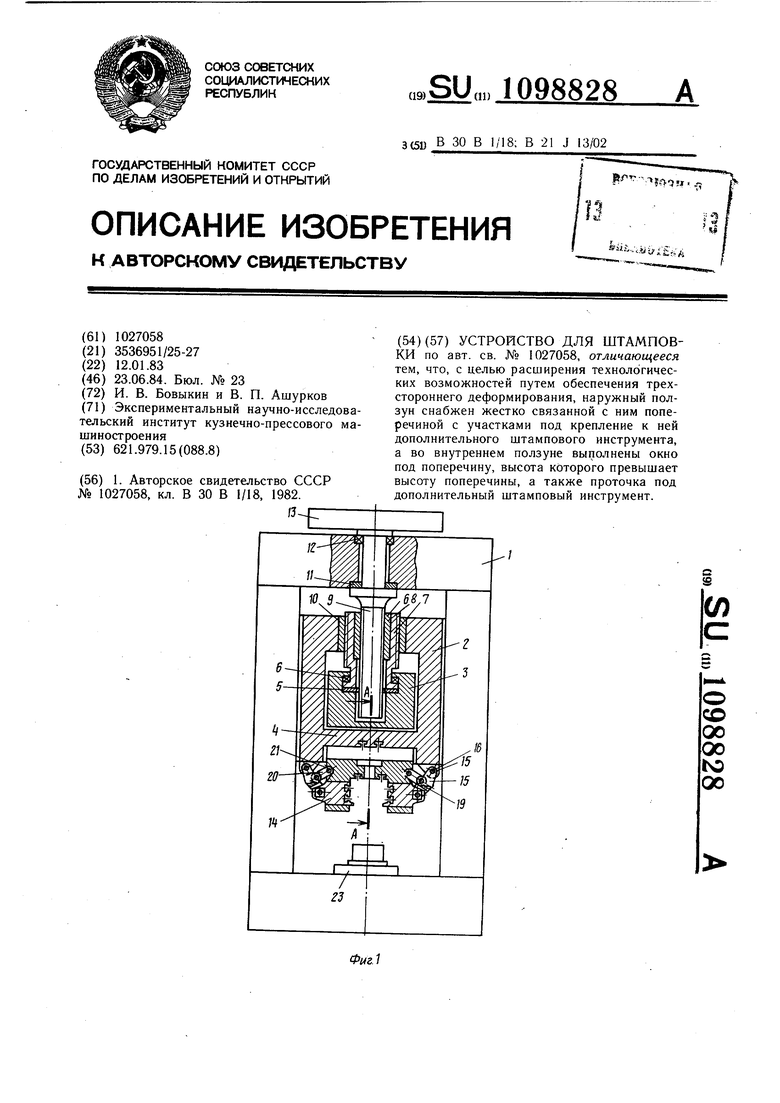
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для штамповки | 1982 |
|
SU1027058A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| -f- (Л со ос 00 ьо 00 (54) | |||
