(5) ВИНТОВОЙ ПРЕСС ДЛЯ ШТАМПОВКИ С КРУЧЕНИЕМ


| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1058793A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1027059A1 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
| Винтовой пресс для штамповки с кручением | 1976 |
|
SU734007A1 |
| Штамп для объемной штамповки | 1979 |
|
SU871865A1 |
| Устройство для штамповки | 1982 |
|
SU1027058A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1074735A1 |
| ПРЕСС | 2001 |
|
RU2193969C2 |

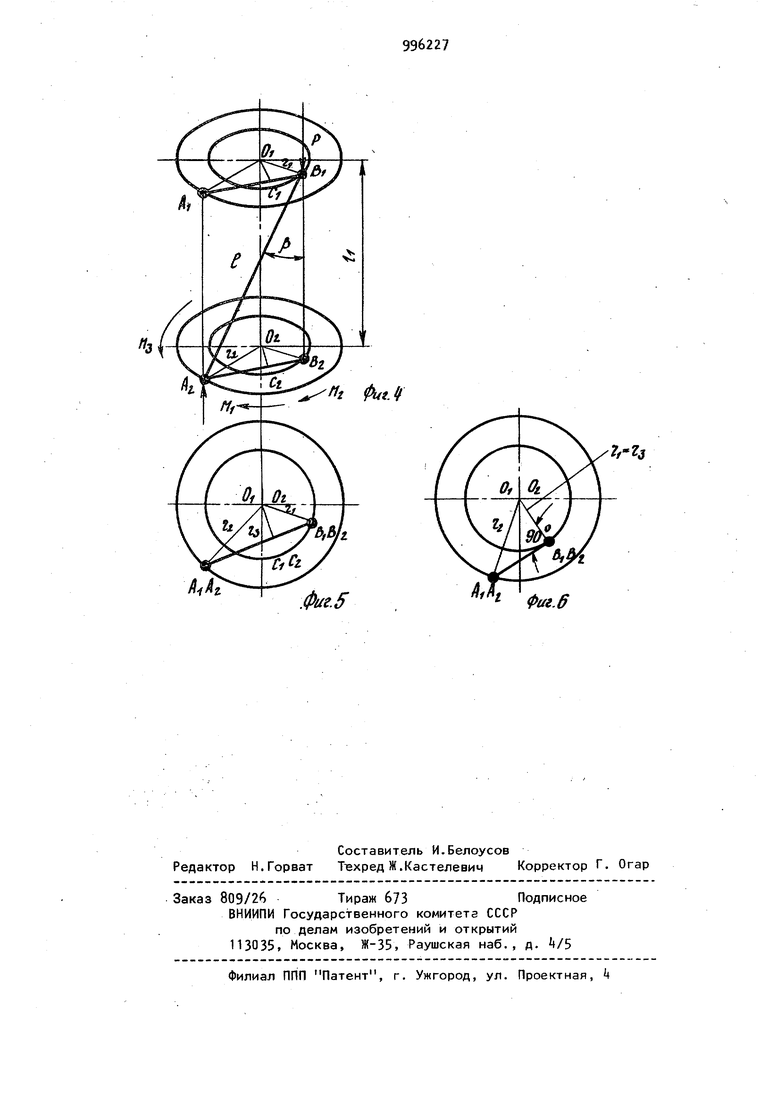
Изобретение относится к обработке металлов давлением, а конкретнее к конструкциям прессов для комбинированного нагружения. Известен винтовой пресс для штам повки с кручением, содержащий станину со смонтированным в ее направляющих с возможностью вращательного и поступательного движения ползуном винт, сочлененный нарезкой одним концом с гайкой, закрепленной в пол зуне, а другим - с дополнительной гайкой, установленной в верхней поперечине станины, а также привод. Дополнительная гайка выполнена с са мотормозящей резьбой противоположно относительно гайки ползуна направления, а на торце ходового винта установлена упорная шайба, в которую упирается упругий элемент, расположенный между шайбой и ползу- ном П . - Однако несамртормозящая резьба винта, свинчивающаяся с гайкой ползу на, может иметь только постоянное значение угла наклона. Это существенно сужает область технологического . использования пресса, так как при штамповке поковок с параметрами, оп -ределяющими соотношение между моментом М скручивания поковки и усилием Р ее деформирования, может наступить такое состояние в работе пресса, р будет когда отношение ше -. -iTjf называемого параметром. винта где п - ход резьбы винта, связанного с гайкой Ползуна). В этом случзе винт возвращается в гайку . ползуна до упора и не обеспечивает расклинивание пресса в конце хода деформирования, так «ак винт не имеет возможность перемещения относительно ползуна вниз. Таким образом, известная конструкция пресса может, применяться толь ко для штамповки поМ . п 23 ковок, имеющих соотношение (без учета трения в резьбе винта и гайки ползуна ). Кроме того, недостатком пресса является необходимость выполнения двух силовых винтовых механизмов пресса, что уоложняет ее изготовление, особенно сложно изготовление винта с двумя винтовыми нарезками разного направления и хода. Целью изобретения является расши рение технологических возможностей пресса за счет увеличения номенклатуры штампуемых поковок. Поставленная цель достигается те что винтовой пресс для штамповки с кручением, содержащий станину с пол зуном, во внутренней полости которого установлен с возможностью вращ тельного движения боек, винт, сочле ненный нарезкой с Закрепленной в ст Нине гайкой и соединенный одним кон цом с маховиком, а другим - с бойко снабжен механизмом разгрузки при за клинивании, выполнены в виде закреп ленной на торце винта опоры с упора ми на ее наружной поверхности, по крайней мере, трех стержней со сферическими пятами, сочлененными с оп рой и бойком и выступов на внутренней поверхности бойка, при этом стержни установлены наклонно к оси пресса. Кроме того, соотношения между размерами упомянутого механизма раз грузки и силовыми факторами определ ны зависимостью: i гГ-г момент разгрузки; усилие упругой деформации системы. наименьший радиус от оси ви та до центра сферической пяты; наибольший радиус от оси винта до центра сферической пяты; расстояние между центрами сферических пят, измеренное параллельно оси винта; а соотношение -1 равно 0,На фиг.1 изображена конструкция винтового пресса для штамповки с кручением, общий вид с разрезами; на фиг.2 - разрез А-А на фиг.1 на стержни; на фиг.З - разрез Б-Б на фиг,1 узла бойка и винта; на фиг.4, 5 и 6 - кинематическая схема узла разгрузки пресса. Винтовой пресс содержит станину 1, в верхней поперечине которой установлена гайка 2 с самотормозящейся резьбой, угол подъема d которой расчитан из условия обеспечен ия необходимого соотношения скоростей вращательного и поступательного движения инструмента. В направляющих станины 1 установлен ползун 3, во внутренней полости которого установлен боек , имеющий возможность вращательного движения относительно ползуна 3- Ходовой винт 5 сочленен с гайкой 2 и имеет на верхнем конце маховик 6. На нижнем торце винта 5 закреплена опора 7 с упорами 8, которые находятся в контакте с выступами 9, выполненными на внутренней поверхности бойка k ( см.фиг.1,3 ) Между опорой 7 и бойком k установлены наклонные стержни 10 с сферическими пятами 11 и. 12, связанными соответственно с опорой 7 и бойком и удерживаемые фланцами 13 и 14. На бойке k и станине 1 установлен рабочий инструмент 15 и 1б (см. фиг. 1-3 ). Пресс работает следующим образом. В начальный момент ползун 3 и боек 4 находятся в крайнем верхнем положении. Привод (не показан и может иметь любую известную конструкцию, обеспечивающую крутящий момент на маховике )отключен. При включении привода маховик 6 и связанный с ним винт 5 начинают ускоренно перемещаться вниз,совершая / винтовое движение. Перемещаются вниз и боек k, и ползун 3. Боек 4 совершает вращательное движение от момента, передаваемого винтом 5 через опору 7 и упоры 8 и поступательное движение от усилия, передаваемого от опоры 7 винта через пяты 11, стержни 10 и пяты 12. При соприкосновении бойка с заготовкой (не показана ) на бойке возникает усилие деформирования Р заготовки и момент Мз сопротивления заготовки на скручивание. Усилие Р обеспечивается усилием Р, развиваемым винтовым механизмом, при этом можно принять РЗ PJ а момент сопротивления заготовки равен Мз 2 где М - момент от деист М + 5 93 ВИЯ силы реакции механизма разгрузки при заклинивании, состоящего из сферической пяты 11, стержня 10, сферической пяты 12. Механизм разгрузки представлен на фиг. и 5 при этом сферические пять( обозначены точками В - пята 11, А2 - пята 12. Стержень 10 имеет длину и . Проекции на плоскости центров сферических пят соответственно обозначены точками Ах, и 82. Угол наклона стержня обозначен через (Ь . Момент H-j равен: г-т--- м,. К2Psinp . Таким образом, если M., то дополнительный момент М2 М о еспечивается передачей момента от винта 5 непосредственно на боек через упоры 8 и выступов 9. Если Mj М-,, то кручение поков ки ос5пцествляется только механизмо разгрузки, а если , то боек 4 может вращаться быстрее винта 5, упоры 8 поворачиваются против часо вой стрелки относительно бойка k (см.фиг.З) до выступов 9. При контакте упоров В с выступами 9 при их полном проворбте относительно бойка j против часовой стрелки в конце хода деформирования пресс ос ется в заклиненном положении. Следовательно перед работой механизм разгрузки при заклинивании надо настраивать таким оОразом, чтобы , т.е. устанавливать угол р например, регулированием положения упоров 8 и выступов 9: p circt(-p,l2) Y 2Е |Ь I При угле /3 , меньшем указанной величины (см.12)и (3))упоры 8 и выступы 9 находятся в контакте вес ход деформирования,в конце которого начнется разгрузка пресса от усилия деформирования. 7 Для обеспечения разгрузки необходимо, чтобы момент М был равный ,ЧР где Р -г усилие упругой деформации системы пресс-штамп был больше момента сопротивления от сил трения в винтовом механизме винт 5 гайг КЗ 2. Минимальные размеры механизма разгрузки определяются при значениях г: Гз (см.фиг.6). Соотношение между Е и определяются выражением r2-r2 (5) Момент М по выражению (k ) принимает вид .i;f 2-.1 Взяв производную выражения (6) и приравняв ее нулю, получаем отношение Y 0,707, при котором мо2мент разгрузки максимальный по сравнению с другими соотношениями -1. Таким образом, значение рт ifO.S, является оптимальным для данного механизма, которое обеспечивает максимальное значение момента разгрузки системы пресса в конце хода деформирования при одинаковых размерах механизма: максимальном радиусе г и высоте Е .Относительное значение момента М от силы Р определяется по выражению f-rfF, и 8 момент, когда усилие Р равно или близко к нулю, включается привод пресса на реверс, и подвижные части поднимаются в верхнее положение. Цикл закончен. Конструкция пресса позволяет существенно расширить область применения винтового пресса для штамповки
с кручением и сделать его более универсальным, пригодным для штамповки широкого круга поковок, что позволяет получить экономический эффект при ее внедрении.
Формула изобретения
v-2-r р е. 1 л
е Н - момент разгрузки;
Р - усилие упругой деформации
системы; г., - наименьший радиус, от оси
винта до центра сферической пяты;
- наибольший радиус от оси винта до центра сферической пяты;
расстояние между центрами сферических пят, измеренное параллельно оси винта, отношение -j- равно 0,7.
Источники информации, инятые во внимание при экспертизе
