(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ
ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма | 1975 |
|
SU556948A1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1988 |
|
SU1613349A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
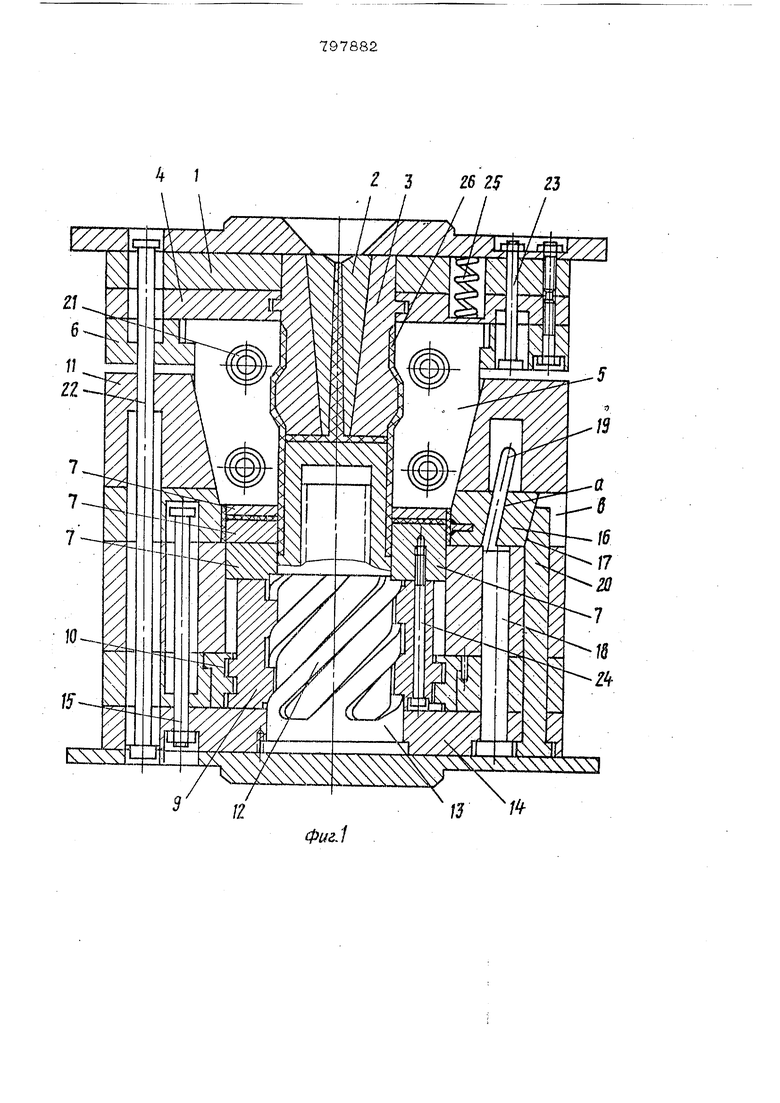
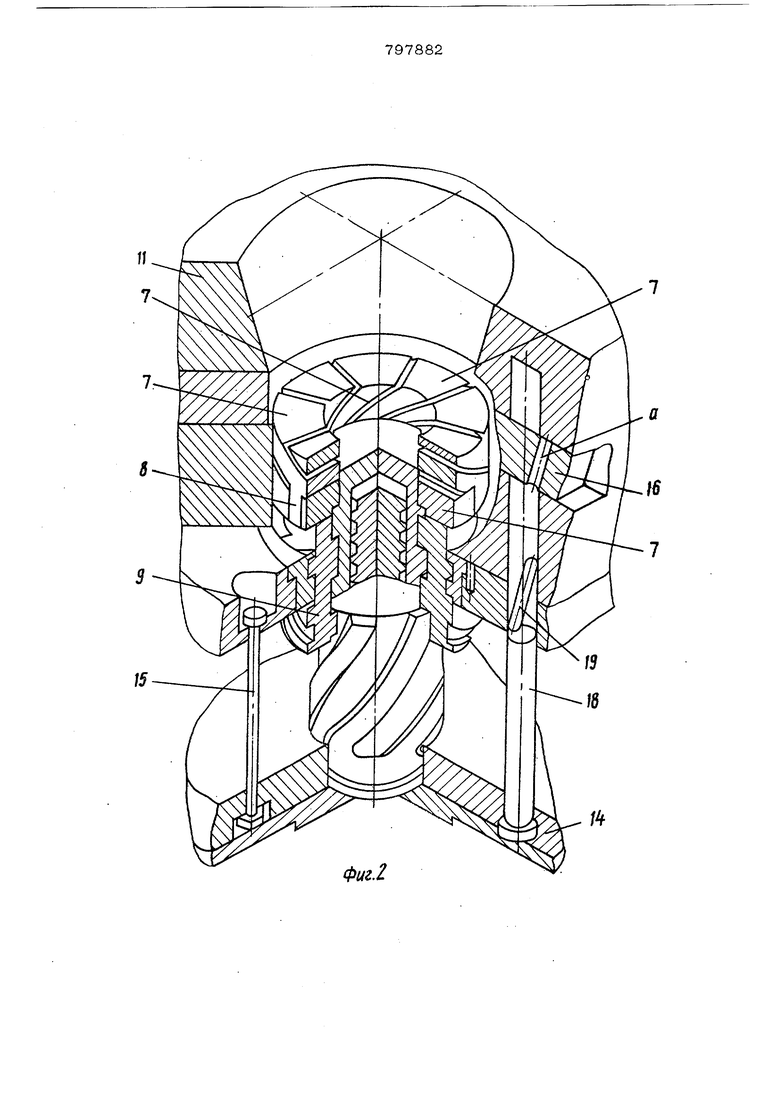
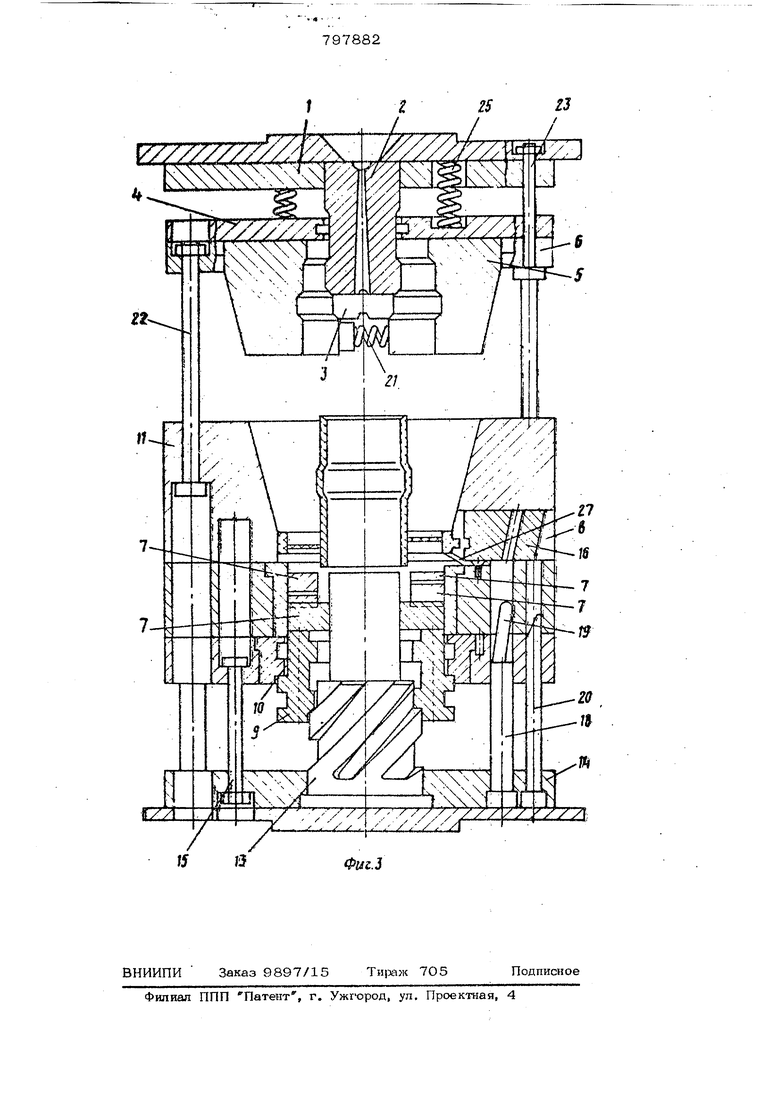
Изобретение относигся к устройствам для переработки пластмасс в изделия и может быть использовано при изготовлении изделий сложной конфигурации с поднутрениями, например завихрителей с перекрытыми лопастями или осевых венгиляторов с перекрытыми лопастями. Известна литьевая форма для получения изделий с поднутрениями, расположен иыми в одной зоне, например внутри патрубка и снаружи его, содержащая непод вижную плиту с разжимающим элементом знак, включа:ющий разжимные сегменты, сжимающий элемент, установленный на неподвижной плите с возможностью осевого перемещения, матрицу, включающую полуматрицы с наклонными поверхностями и вкладыши, один из которых выполнен разъемным по вертикальной оси со скошенными поверхностями, взаимодействующими с наклонными поверхностями полуматриц, а второй вкладыш выполнен в виде кольца . Известная литьева форма на обеспечивает технической возможности для изготовления изделий типа завихрителей с перекрытыми лопастями, осевых, вентиляторов также с перекрывающими одна другую лопастями, так как для этого нужно . сообщить формующим элементам формы при ее раскрытии сложное движение. Наиболее близким техническим решением к предлагаемому является литьевая форма для изготовления полимерных изделий с поднутрениями, содержащая неподвижную плиту с разжимающим элементом, знак, включающий разжимные сег- менты, сжимающий элемент, установленный на неподвижной плите с возможностью осевого перемещения, разъемную по высоте изделия матрицу, состоящую из разъемных; вкладышей и кольца, опорную плиту с пуансоном и обойму Г27. Однако известная литьевая форма конструктивно сложна, имеет множество смыкающихся и трущихся между собой поверхностей, трудоемка в изготовлении. ак как плоскости смыкания наклонных (ыступов полуколец и кольца требуют (нцивкдуальной пригонки. Такая литьевая Ьорма имеет большие габариты, так как юе подвижные и поворотные части расюложены внутри сжимающей обоймы, а ыталкивающая система вынесена за )порную плиту, из-за большого количестsa трущихся поверхностей, такая литьевая форма недостаточно надежна в работе. Цель изобретения - уменьшение габаэитов формы и повышения надежности ее заботы. Поставленная цель достигается тем, что в литьевой форме для изготовления полимернык изделий с поднутрениями, содержащей неподвижную плиту с разжимаю щим элементом, знак, включающий разжим ные сегменты, сжимающий элемент, уста новленный на неподвижной плите с возмож ностью осевого перемещения, разъемную по высоте изделия матрицу, состоящую из разъемных вкладышей и кольца, опорную плиту с пуансоном и обойму, пуансон выполнен с многозаходным резьбовым участ ком и снабжен размещенной на нем гайкой с наружной резьбой, и обойма вы полнена с резьбой под наружную резьбу гайки, а кольцо выполнено из отдельных закрепленных на гайке секторных элементах, формующие- поверхности которь1х, обращенные друг к другу, вьЕполнены по вин товой линии с углом подъема, соответствующим углу подъема наружной резьбы гайки. Литьевая форма снабжена ползунами, размещенными в пазах обоймы, выполнен ными каждый со скосом на боковой пове ности, и закрегшенными в опорной плите клиньями, взаимодействующими со скосами вкладышей, и колонками с наклонным пальцами, взаимодействующими с ползуна ми. На фиг. 1 изображена литьевая форма продольный разрез; на фиг, 2 - форма в раскрытом полЪжении (в изометрии); на фиг. 3 - то же, продольный разрез. Литьевая форма содержит неподвижную плиту 1 с разжимающим элементом 2, являющимся литниковой втулкой, знак, включающий разжимные сегменты 3, ежи мающий элемент 4, установленный на неподвижной плите 1 с возможностью ос вого перемещения, матрицу, включающую два разъёмных вкладыша 5, установленн в направляющих 6 сжимающего элемента 4, и ка1ьцо, выполненное из отдельных секторных элементов 7, формующие пове ости которых, обращенные друг к другу, ыполнены по винтовой линии. Каждый элемент 7 выполнен с выступом 8 и закеплен на торце гайки 9, выполненной с аружной резьбой, связанной с резьбой 10 обоймы 11, а внутренней резьбой - с многозаходным резьбовым участком 12 пуанона 13, закрепленного на опорной плите 14. Угол подъема наружной резьбы гайки 9 соответствует углу подъема винтовой линии формующих поверхностей секторных элементов 7. Составная обойма 11 установлена на опорной плите 14 и связана с ней тягами 15. Для, оформления в изделии выступов в пазу обоймы размещены ползуны 16, выполненные со скосами 17 на боковой поверхности, и с отверстиями Для ф иксации ползунов 16 в опорной плите закреплены колонки 18 с наклонными пальцами 19, входящими вотверстия d ползунов, и клинья 20, взаимодействующие со скосами 17 ползунов. Разъемные вкладыши 5 под действием установленных в разъеме пружин. 21 перемещаются от центра формы по направляющим 6 сжимающего элемента 4, который связан с обоймой тягами 22, а с неподвижной плитой - тягами 23. Винтами 24 каждый секторный элемент 7 закреплен на торце гайки 9. Работает литьевая форма следующим образом. После инжекции в полость формы расплава и охлаждения изделия, производят разъем формы. Подвижная часть формы ог-ходит от неподвижной, при этом разжимающий элемент 2 выходит из знака, который сжимается и освобождает поднут- рение в изделии, а сжимающий элемент 4 под действием пружины . 25 перемещается до упора в буртик тяги 23. Вместе с сжимающим элементом останавливаются разъемные вкладыши 5. При перемещении подвижной части формы разъемные вкладыши выходят из обоймы 11 и под действием установленных в разъеме пружин 21 перемещаются от центра формы по направляющим 6 сжимающего элемента 4, освобождая часть изделия, оформляемую этими В1сладыщами. Изделие увлекается подвижной частью, так как оно захвачено пуансоном, кольцом И ползунами. По мере перемещения опорной плиты и обоймы, тяги 22 верхним буртом упираются в сжимаюи ий элемент 4, а нижним буртом - в обойму 11, она останавливается, а опорная плита 14 вместе с пуансоном 13 продолжает перемещение. Гайка 9, установленная в обойме, по мере перемещения пуансона в направлении от обоймы, начинает вращаться, а вместе с ней вращается кольцо, закрепленное на гайке винтами 24. При вращении кольцо выходит из изделия 26 и выталкивает его синкронно вывинчиванию кольца. При дальнейшем перемещении опорной плиты пуансон выходит из изделия, а пой зуны 16, взаимодействующие с наклонными пальцами, перемещаются радиальио от центра формы в направляющих обоймы и освобождают изделие. В этот же период срабатывает пластин чатая пружина 27, находящаяся под форм .ющими ползунами, и выталкивает изделие в результате чего оно падает в разъем между полуформами. В сомкнутом состоянии ползун прижимает пружину 27 к пазу обоймы. Тяги 15 буртом упираются в обойму . и опорная плита с пуансоном останавливается. Смыкание литьевой формы осуществляется в обратном порядке. Работоспособность данной формы обеспечивается при любых скоростях перемете ния пуансона, так как угол подъема наружной резьбы обоймы и гайки соответствует углу подъема винтовых линий формую щих поверхностей секторных элементов; Формула изобретения 1. Литьевая форма для изготовления полимерных изделий с поднутрениями, содержащая неподвижную плиту с разжимающим элементом, знак, включающий разжимные сегменты, сжимающий элемент, установленный на неподвижной плите с возможностью осевого перемещения, разъемную по высоте изделия матрицу, . состоящую из разъемных вкладышей и кольца, опорную плиту с пуансоном и обойму, отличающаяся тем, что, с целью уменьшения габаритов формы и повышения надежности ее работы, пуансон выполнен с многозаходным резьбовым участком и снабжен размещенной на нем гайкой с наружной резьбой, и обойма выполнена с резьбой под наружную резьбу гайки, а кольцо выполнено из отдельных закрепленных на гайке секторных элементов, формующие поверхности которых, обращенные друг к другу, выполнены по винтовой-линии с углом аодъема, соответс :- вующим углу подъема наружной резьбы гайки. 2. Литьевая форма по п. 1, отличающаяся тем, что она снабжена ползунами, размещенными в пазах обоймы, выполненными каждый со скосом на боковой поверхности и закрепленными в опорной плите клиньями, взаимодействующими со скосами вкладышей, и колонками с наклонными пальцами, взаимодействующими с ползунами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 657995, кл. В 29 С 1/14, 1979. 2.Авторское свидетельство СССР о заявке Мг 2532829/23-О5, л. В 29 С 5/ОО, 1978 (прототип).
фиг.
гб 25
Фиг.2
13
Фт.З
