(54) УНИВЕРСАЛЬНЫЙ БЛОК ЛИТЬЕВОГО
ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок литьевого прессования изделий из реактопластов | 1978 |
|
SU725889A1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1982 |
|
SU1054067A1 |
| Прессформа для изготовления кольцевых изделий из реактопластов | 1983 |
|
SU1113260A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1274939A2 |
| Универсальный блок для прессования | 1986 |
|
SU1419904A1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Пресс-форма для литьевого прессования изделий из реактопластов | 1987 |
|
SU1620316A1 |
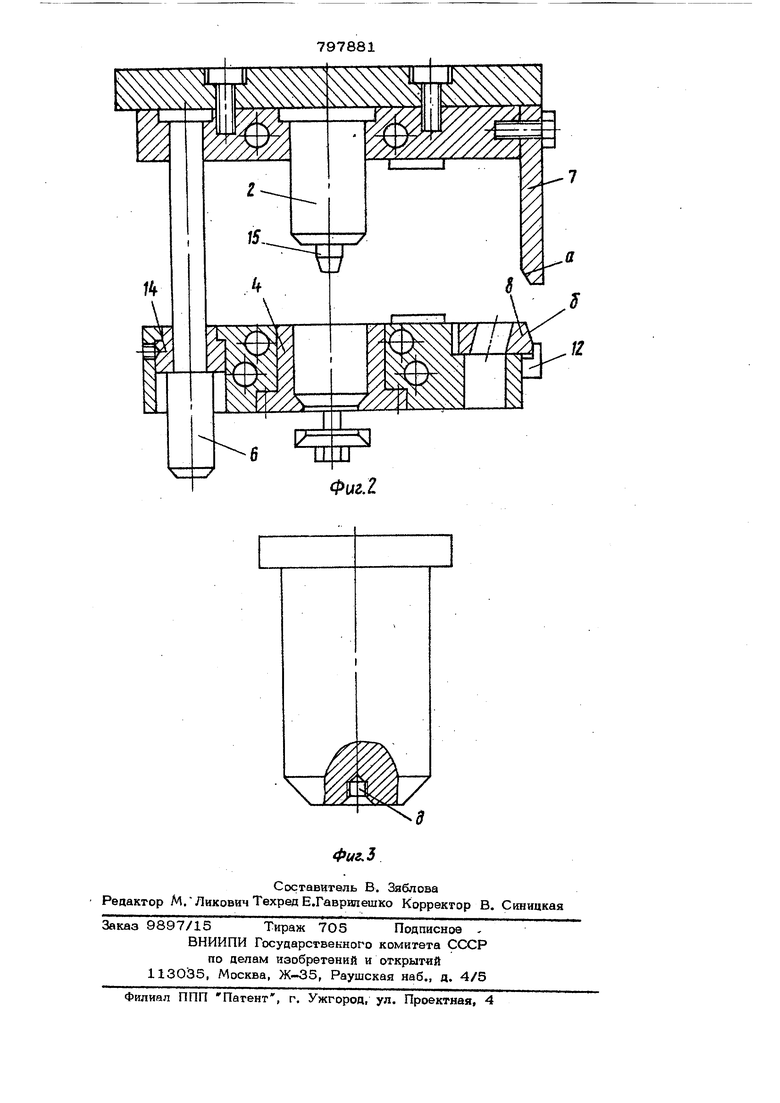
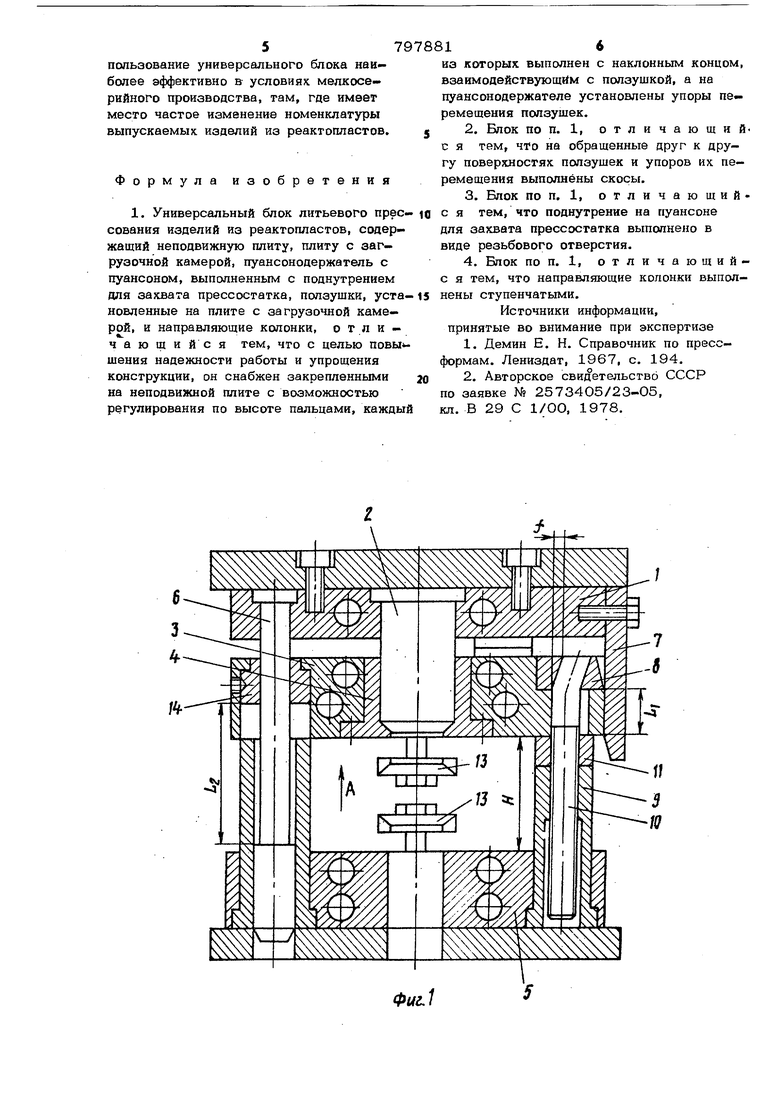
Изобретение относится к литьевому прессованию термореактивных пластмасс Известен универсальный блок литье ,вого прессования из реактопластов, содержащий неподвижную плиту, плиту обогрева, пуансонодержатель с пуансоном, загрузочную камеру, размещенную в плите обогрева, тяги, закрепленные в пуансонодержателе, и направляющие колонки, установленные в неподвижной плите. В известном блоке прессостаток не отделяется механически и при разъеме блока он остается в загрузочной камере Y Наиболее близким техническим решением к предлагаемому является универсальный блок для литьевого прессования изделий из реактопластов, содержащий неподвижную плиту, плиту с загрузочной камерой, пуансонодержатель с пуансоном, выполненным с поднутрением для захвата прессостатка, ползушки, установленные на плите с загрузочной камерой, и направляющие колонки. Устройство для отделения прессостатка содержит толкатель, кронштейн и запорное устройство, выполненное в виде ползушек со сквозным na3Oht и парой защелок, шарнирно закрепленных в плитах обогрева Пз. Недостаток устройства - сложность конструкции блока. Кроме того, ползушки в известном блоке возвращаются в исходное положение под действием пружин. При работе блока пружины нагреваются и вследствие этого теряют свою упругость и не обеспечивают возврат ползушек в исходное положение. Целью изобретения является повышение надежности работы и упрощение конструкции. Поставленная цель достигается тем, что универсальный блок литьевого прессования изделий из реактопластов содер жащий неподвижную плиту, плиту с загрузочной камерой, пуансонодержатель с пуансоном, выполненным с поднутрением для захвата прессостатка, ползушки, установленные на плите с загрузочной каме рой, и направл5пощие колонки, снабжен закрепленными на неподвижной плите с возможностью регулирования по высоте пальцами, каждый из которык выполнен с наклонным концом, взаимодействующим с ползушкой, а на пуансонодержателе установлены упоры перемещения ползушек. Поднутрение на пуансоне .для захвата прессостатка выполнено в виде резьбового отверстия. На обращенных друг к другу поверхностях ползушек и упоров их перемещения выполнены скосы. Направляющие колонки выполнены ступенчатыми. На фи1-. 1 изображен универсальный блок, продольный разрез; на фиг. 2 блок в раскрытом положении без нижней плиты, на фиг. 3 - пуансон. Универсальный блок содержит пуансонодержатель 1 с пуансоном 2, плиту 3 с загрузочной камерой 4, неподвижную плиту 5, направляющую колонку б, выполнен ную ступенчатой и закрепленную в пуан- сонодержателе, на котором закреплен упор 7 перемещения ползущки 8, установ ленной на плите с загрузочной камерой. В неподвижной плите во втулке 9 на рез бе установлен палец 10с наклонным кон цом, взаимодействующим с ползушкой 8. Для фиксации пальца 10 на втулке установлена гайка 11. На обращенных друг к другу поверхностях ползушки и упора выполнены скосы. Для ограничения хода ползушки плита 3 снабжена упором 12. На пуансоне 2выполнено резьбовое отверстие для . удержания прессостатка. На плитах 3 и 5 размещены прихваты 13 для крепления пакетов пресс-формы. Универсальный, блок работает следующим образом. Верхняя плита устанавливается в верх нее положение поднятием траверсы гидра лического пресса. При этом необходимо, чтобы пуансон 2 был вьгаут из загрузочной камеры 4. Полуформы пакета крепятся на плитах 3и 5 блока при помощи прихватов 13 и фиксируются штифтами (на чертеже не показано).. Затем опускают плиту 3 до смыкания г эл у форм пакета. В этом положении устанавливается палец 1О таким образом, чтобы торец наклонного конца его был заподлицо с плоскостью ползуш- ки 8, и фиксируется гайкой 11. При вынутом пуансоне загружают загрузочную камеру пресс-материалом. Включаются верхний гидроцилинцр пресса и обогррв ЛИТ блока, в результате чего пресс-маериал становится жидкотэкучим и заполяет оформляющую полость сменной прессормы. После соответствующей выдержки однимается вверх траверса пресса. При том в начальный момент плита 3 неподижна, так как.ее перемещениюпрепятстует упор 7, а пуансон 2 выходит из загузочной камеры 4, причем пресс-остаок удерживается на пуансоне при помощи езьбы. Ползушка остается неподвижной, пока упор 7 переместится на величину cfj , равную расстоянию между скосами 01 и S в закрытом блоке. При дальнейшем ходе траверсы пресса на расстояние с л уступ направляющей колонки 3 доходит до втулки 14 и поднимает плиту 3 с загрузочной камерой и с верхней полуформой сменного пакета, т. е. происходит по плоскости разъема пресс-ч})ормы. При этом ползушка 8 выходит из зацепления с пальцем 10, одновременно перемещаясь горизонтально на величину Z . Крайнее положение ползушки фиксируется упором 12. (фиг. 2) -Прессостаток 15 снимается вручную с пуансона 2. Для загрузки самой сменной пресс-формы включается нижний гидро- цилиндр пресса, в результате чего про- ; водятся в движение плиты выталкивателей сменной пресс-формы, освобождая отпрессованные изделия из оформляющих полостей пресс-формы. При опускании после загрузки загрузочной камеры траверсы палец 10 входит в отверстие ползушки 8. Этому способствуют также скосы а и S . При дальнейшем опускании траверсы упор 7 запирает ползушку 8, пуансон 2 входит в загрузочную камеру 4, происходит прессование. Точность взаимного положения плит блока обеспечивается направляющей колонкой 6. При установке блока на гидравлический пресс с номинальным усилием 1ОО ТС наибольшая высота сменной пресс-формы может составить 250 мм. Универсальный блок в сочетании с различными типами сменных пресс-форм по степени механизации процесса прессования, по эксплуатационному ресурсу не уступает стационарным пресс-формам. Вместе с тем, его применение позволит значительно сократить сроки и стоимость проектирования и изготовление оснастки для изготовления изделий из реактопластов литьевым прессованием. Ис- пользование универсального блока наиболее эффективно в условиях мелкосерийного производства, там, где имеет место частое изменение номенклатуры выпускаемых изделий из реактопластов. Формула изобретения 1. Универсальный блок литьевого прес сования изделий из реактопластов, содержащий неподвижную плиту, плиту с загрузочной камерой, пуансонодержатель с пуансоном, выполненным с поднутрением для захвата прессостатка, ползушки, уста новленные на плите с загрузочной камерой, и направляющие колонки, отличающийся тем, что с целью повы шения надежности работы и упрощения конструкции, он снабжен закрепленными на неподвижной плите с возможностью регулирования по высоте пальцами, кажды из которых выполнен с наклонным концом, взаимодействующим с ползушкой, а на пуансонодержателе установлены упоры перемещения попзушек. 2. Блок по п. 1, отличающийс я тем, что на обращенные друг к другу поверхностях попзушек и упоров их перемещения выполнены скосы, 3. Блок по п. 1, отличающийс я тем, что поднутрение на пуансоне для захвата прессостатка выпопнено в виде резьбового отверстия, 4. Блок по п. 1, отличающийс я тем, что направляющие колонки выполнены ступенчатыми, Источники информации, принятые во внимание при экспертизе 1.Демин Е. Н. Справочник по прессформам. Лениздат, 1967, с. 194. 2.Авторское свидетельсгво СССР по заявке № 2573405/23-05, кл. В 29 С 1/00, 1978.
Фиг,1
