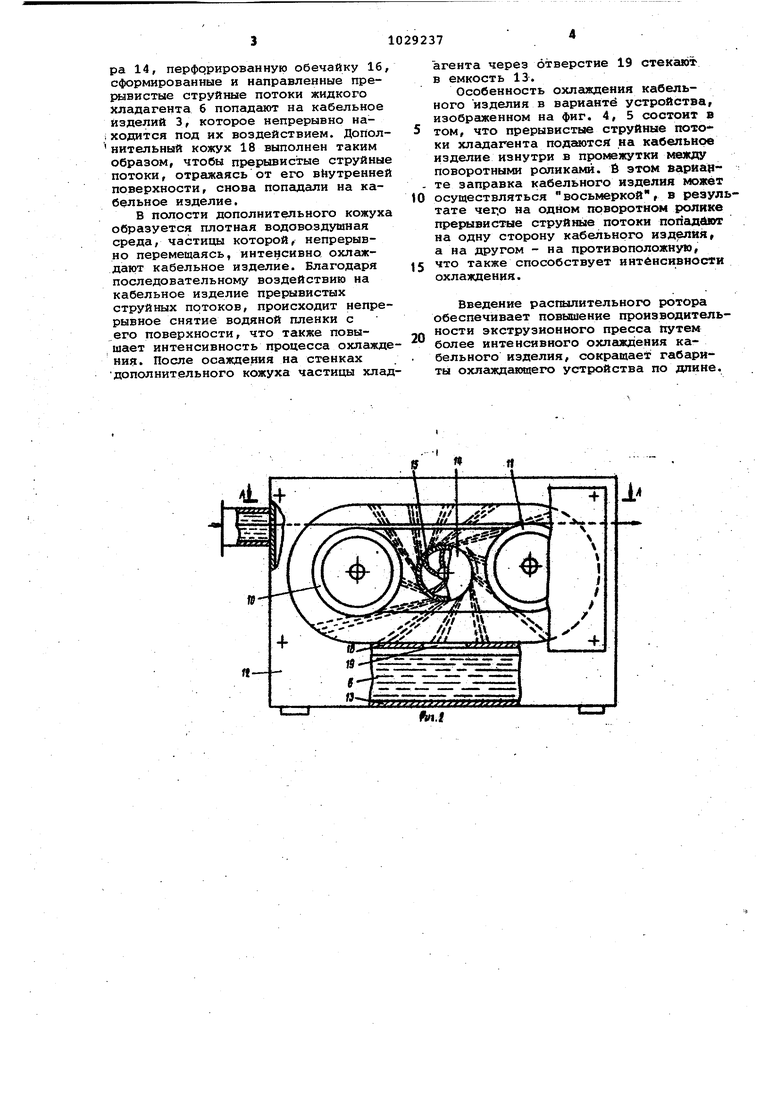
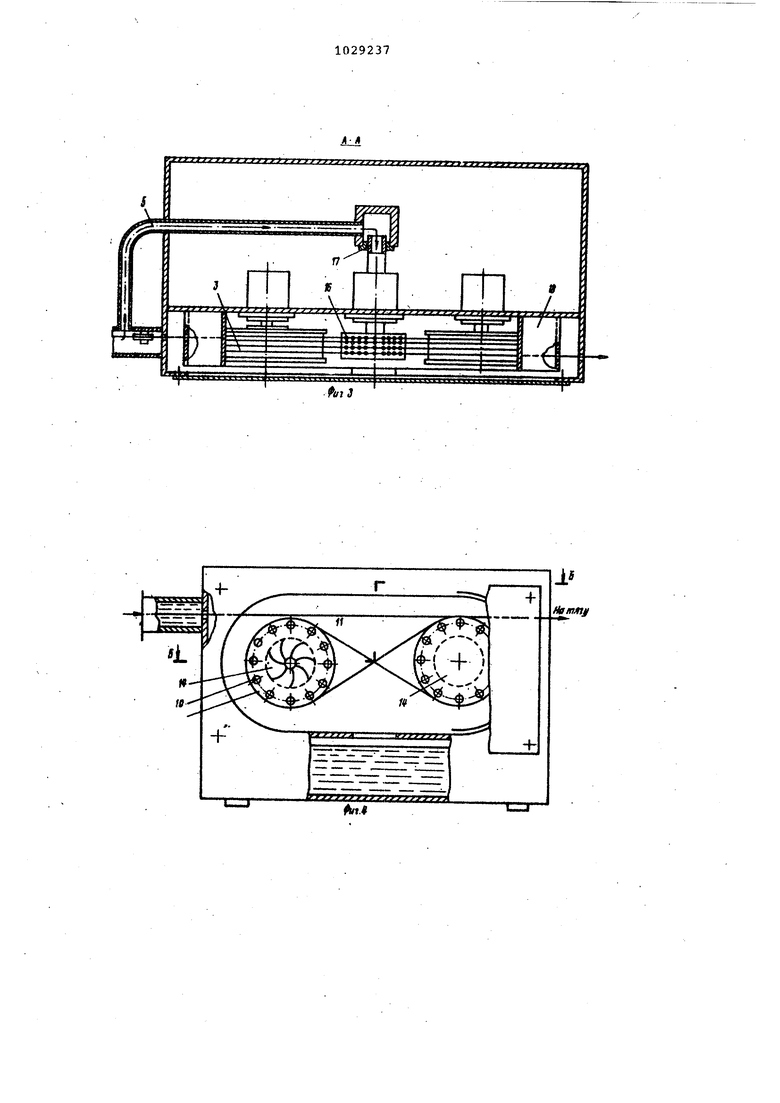
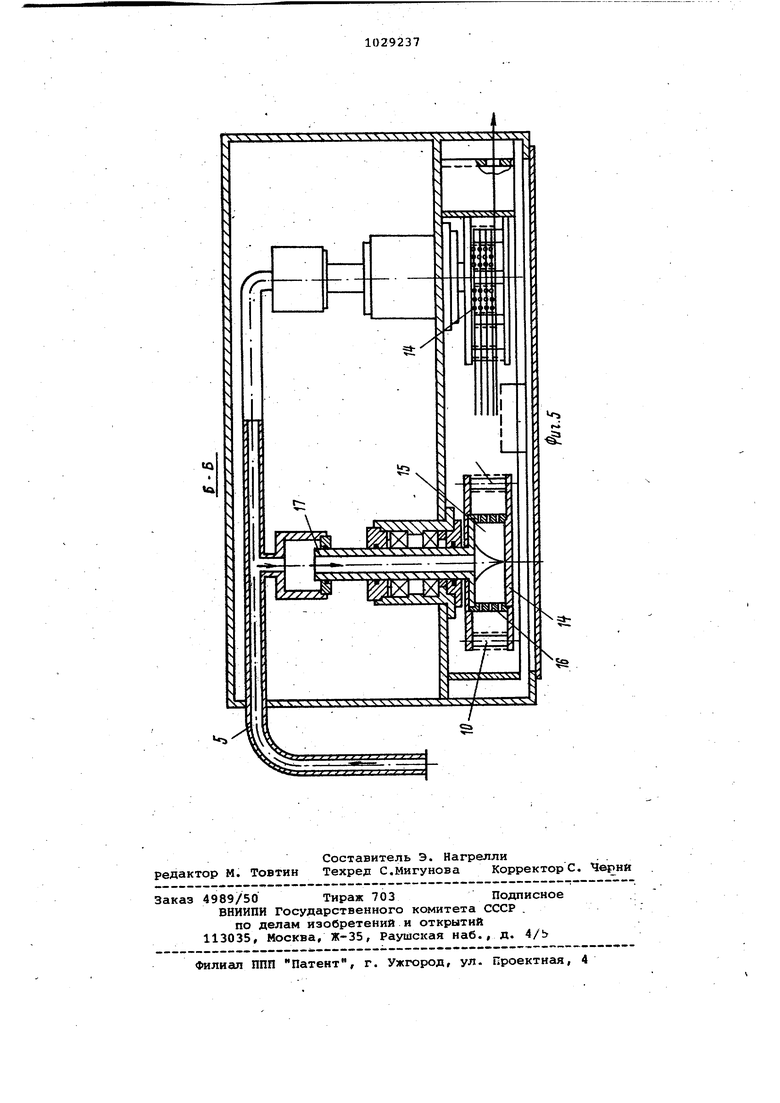
Изобретение относится к кабельНОй технике. С увеличением скорости наложения изоляционных покрытий на.кабельные изделия с помощью экструде возрастает протяженность охлаждаю(НИХ устройств, длина которых достигает нескольких десятков метр Известно охлажданвдее устройство при котором снижение общей длины охлаждающего устройства достигаетс установкой последовательно с ванно . предварительного охлаждения дополнительного узла охлаждения, выполненного в виде двух роликов многократно сгибаемых охлаждаемым изделием. По всей длине охлаждающей ванны, как на прямом, так и на обходном ее участках, установлены форсунки, распыляющие воду I. Недостатком такого устройства является относительная сложность и низкая надежность, т,ак как фор сунки часто выходят из строя, а при неисправности нескольких форсунок оператор вынужден работать на пониженных (против расчетных) скоростях экструзии. Кроме того, н личие большого количества обводных роликов увеличивает непроизводител ное время, затрачиваемое операторо на заправку изделия. Наиболее близким к изобретению является охлаждающее устройство к экструзионному прессу для изготовления кабельных изделий, содержащее последовательно: устайовленные ванну предварительного охлаждения и узел дополнительного охлаж дения, выполненный в виде двух многократно огибаемых изделием поворотных роликов, заключенных в кожух, а также систему подачи хладагента с емкостью. Охлсикдение. кабельного изделия при этом осуществляется подводом воды форсунки или отверстия в трубчатых элементах, установленных в общем кожухе с поворотными роликами С 21. Недостатком известного устройбт ва является то, что струи воды воздействуют на охлаждаемое изделие, локально, что снижает интенсив ность охлаждения. Цель изобретения - .повышение производительности экструзионного пресса путем повышения интенсивнос охлаждения и сокращения габарита охлаждающего устройства по длине. Цель достигается тем, что устро ство охлаждения к экструзионному прессу снабжено установленным на полой оси распылительным ротором с направляюсцими лопатками и перфорированной обечайкой, сообщающимся емкостью дополнительным кожухом, охватывающим ролики, причем ротор расположен между осями поворотных роликов и гидравлически связан чер полую ось с системой подачи хладаген, та. При этом поворотные ролики установлены на роторе на равных расстояния: от его оси. Йа фиг. 1 показано охлаждающее устройство, общий вид,- на фиг. 2 узел дополнительного охлажденияj на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - другой вариант узла дополнительного охлаждения; на фиг.5 разрез Б-Б на фиг. 4. Устройство содержит установленные за экструзионным прессом 1 узел 2 предварительного охлаждения кабельного изделия 3 и узел 4 дополнительного охлаждения. Узлы охлаждения гидравлически связаны с системой подачи 5 хладагента 6, которая содержит насос 7 среднего давления, всасывающий патрубок 8 и напорный трубопровод 9. Узел 4 дополнительного охлаждения выполнен в виде двух поворотных роликов 10 и 11, заключенных в общий кожух 12 с емкостью 13 в его донной части. Узел 4 дополнительного охлаждения содержит приспособление для направленной подачи хладагента, выполненное в виде распылительного ротора 14 с направляющими лопатками 15 и перфорированной обечайкой 16, установленными на полой оси 17, кинематически связанной с приводом тягового устройства пресса (не показано ). Распылительный ротор 14 расположен между осями поворотных роликов 10 и 11, которые охвачены дополнительным кожухом 18, сообщающимся через отверстие 19 с емкостью 13, образуя тем самым замкнутую систему циркуляции хладагента. В варианте охлаждаквдего узла, изображенном на фиг. 4 и 5, ролики 10 и 11 установлены на роторе 14 на равных расст.ояниях от его оси. При этом отверстия в обечайке расположены в промежутках между роликами 10 и 11. Устройство работает следующим образом. Спрессованное кабельное изделие 3, проходя через ванну 2, охлаждает с:д до температуры, исключающей повреждение изоляции при огибании поворотного ролика 11, а окончательное охлаждение осуществляется в дополнительном охлаждающем узле 4. Включение в работу распылительного ротора 14 согласовано с приводом экструзионного пресса 1 и системой подачи жидкого хладагента 5, поэтому при пуске пресса включается насос 7 и хладагент 6 из емкости 13 через всасывающий патрубок 8 и напорный трубопровод 9 подается в ванну 2 со стороны, обращенной к прессу , а с ее противоположной стороны через систему подачи 5 жидкого хладагента, полую ось 17 ротоpa 14, перфорированную обечайку 16, сформированные и направленные прерывистые струйные потоки жидкого хладагента 6 попадают на кабельное изделий 3, которое непрерывно находится под их воздействием. Дополнительный кожух 18 выполнен таким образом, чтобы прерывистые струйные потоки, отражаясь от его внутренней поверхности, снова попадали на кабельное изделие.
В полости дополнительного кожуха образуется плотная водовоздушная среда, частицы которой, непрерывно перемещаясь, интенсивно охлаждают кабельное изделие. Благодаря последовательному воздействию на кабельное изделие прерывистых струйных потоков, происходит непрерывное снятие водяной пленки с его поверхности, что также повышает интенсивность процесса охлаждения. После осаждения на стенках дополнительного кожуха частицы хладагента через отверстие 19 стекают в емкость 13.
Особенность охлаждения кабельного изделия в варианте устройства, изображенном на фиг. 4, 5 состоит в том, что прерывистые струйные потоки хладагента подаются на кабельное изделие изнутри в пЕюмежутки 4eждy поворотными роликами. 6 этом &ариан те заправка кабельного изделия может осуществляться восьмеркой, в резуль0тате чег.о на одном поворотном ролике пресозсвистые струйные потоки попаддюг на одну сторону кабельного изделия, а на другом - на противоположную, что также способствует интенсивности
5 охлаждения.
Введение распылительного ротора обеспечивает повышение производительности экструзионного пресса путем
0 более интенсивного охлаждения кабельного изделия, сокращает габариты охлаждающего устройства по длине.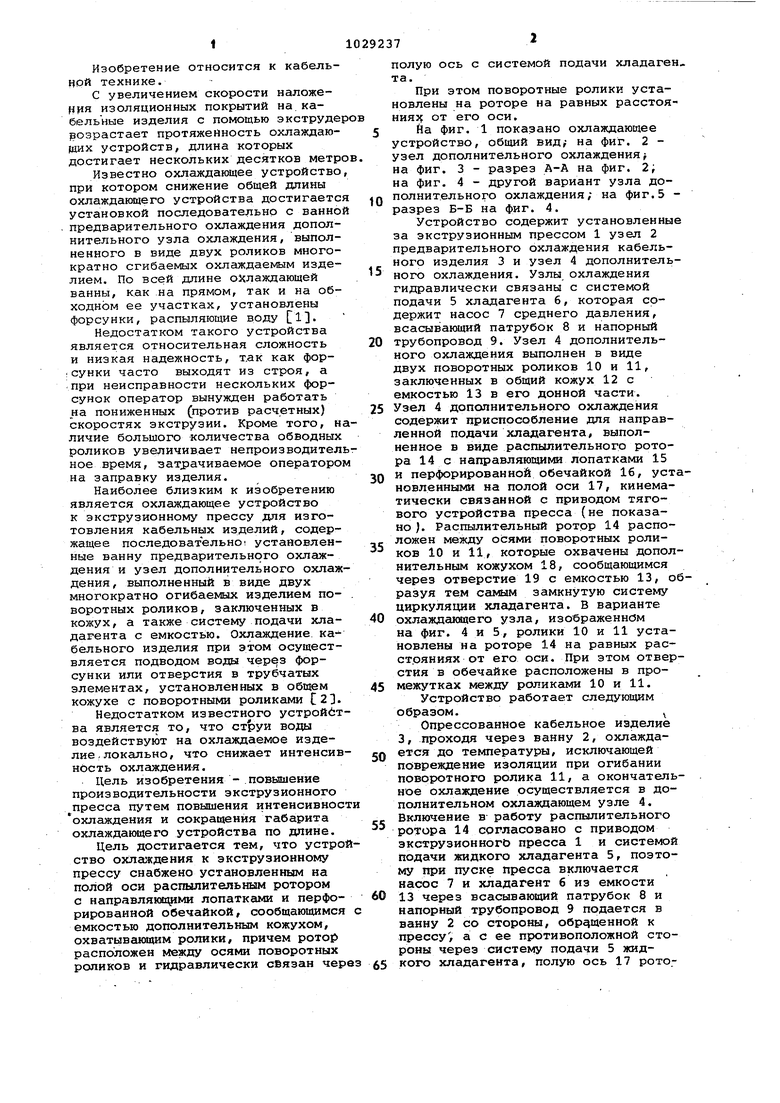
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения длинномерных изделий | 1990 |
|
SU1722852A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| ПОГРУЖНОЙ НАСОСНЫЙ АГРЕГАТ | 2010 |
|
RU2415303C1 |
| СИСТЕМА Ю.Н.КУНГУРЦЕВА И ТОВАРИЩЕЙ ДЛЯ ИЗВЛЕЧЕНИЯ СПЛОШНОЙ ТВЕРДОЙ МАССЫ ИЗ ЕМКОСТИ С УЗКОЙ ГОРЛОВИНОЙ | 1995 |
|
RU2067506C1 |
| Ванна для охлаждения пластмассовых изделий | 1986 |
|
SU1380990A1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИВНОЙ ТРУБКИ ДЛЯ КАПЕЛЬНОГО ОРОШЕНИЯ | 2005 |
|
RU2282534C1 |
| Установка для получения чешуйки (гранул) из взрывчатого вещества | 1967 |
|
SU1841173A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Устройство для охлаждения жидкости в резервуаре | 1991 |
|
SU1784810A1 |
1.. ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО К ЭКСТРУЗИОННОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ, содержащее последовательно установленные узел предварительного охлаждения и узел дополнительного охлажде ния, выполненный в виде по крайней мере двух многократно огибаекых изделием поворотных роликов, заключенных в кожух, а также систему подачи хладагента с емкостью, отличающееся тем, что, с целью повышения производительности путем интенсивного охлаждения и сокращения габарита по длине, оно снабжено установленным на полой оси расщллительным ротором с направлякяцими лопатками и перфорированной обечайкой , сообщающимися с емкостью дополнительным кожухом, охватываюпшм ролики, причем ротор расположен между осями поворотных роликов и гидравлически связан через полую ось с системой подачи хладагента. (/) 2. Устройство по п.,1, о т л ичающееся тем, что поворотные ролики установлены на роторе на равных расстояниях от его оси.
Яi
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ВИНТОВ, ШУРУПОВ И Т.П. В КАМНЕ, СТЕКЛЕ И Т.П. МАТЕРИАЛАХ | 1924 |
|
SU1058A1 |
| Хельсинки, 1973 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 4090896, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
