1
ИзскТретение относится к полимерному машиностроению и может быть использовано для охлаждения тонкостенных пластмассовых изделий, например кcтpyдиpye ьпк труб, шлангов, профильных изделий, а также пористых noKpbiTt ii из пластмасс, нанесенных н поверхности изделий и охлаждаемых воздухом.
Цель изобретения - повьшение производительности за счет интенсификации процесса теплообмена.
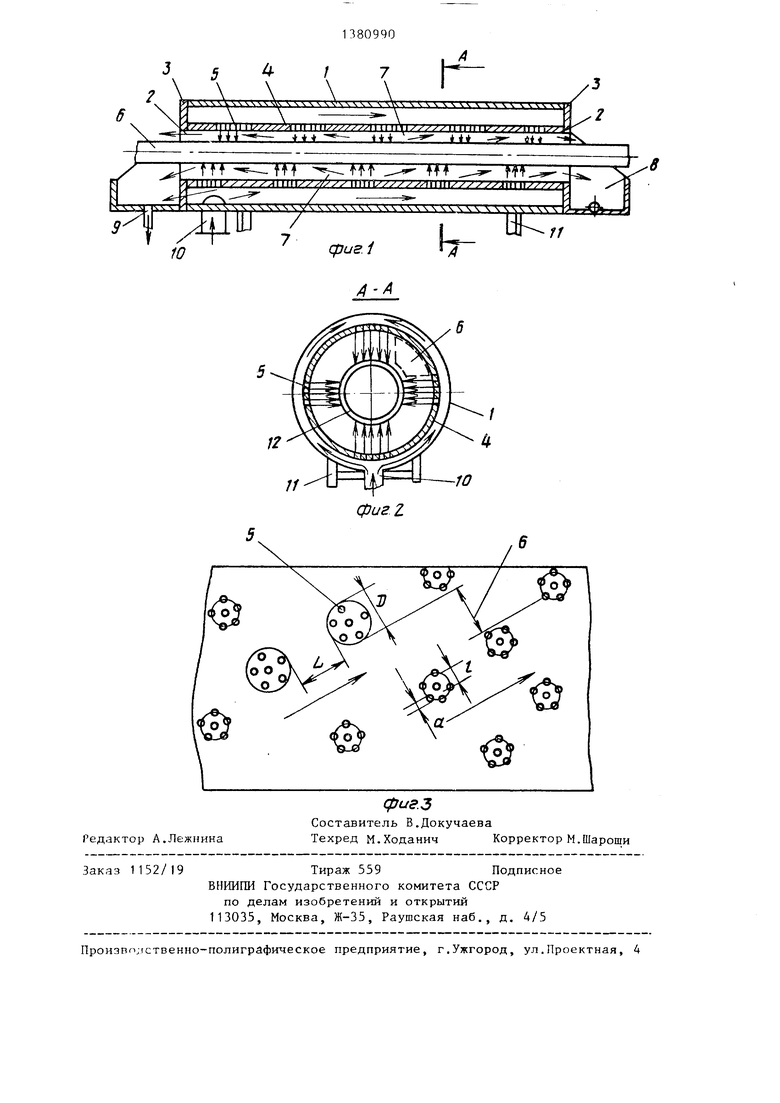
На фиг. 1 изображена ванна для охлаждения пластмассовых изделий, общий вид; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - развертка цилиндрической г ильзы, перфорированно на отдельных участках сквозными отверстиями.
Ванна для охлаждения пластмассовых изде:и1Й содержит цилиндрический корпус 1 с отверстиями 2 на его торцовых поверхностях 3 и устройство для подачи хладагента, выполненное в виде коаксиально смонтированной в цилиндрическом корпусе 1 цилиндрической гильгп. 4, перфорированной на отделт.ных участках 5 диаметром I) сквозными отверстиями диаметром d с образованием между этими участками рабочих кольцевых 6 и продольных 7 кана. юв. Сквозные отверстия на каждом уь-астке 5 расположены в его ценре и на концентрической относительно этого центра окружности. Расстояние 1 между сквозными отверстиями на каждом участке 5 по меньшей мере равно их диаметру D. Расстояние L между отдельными участками 3 равно пс5 меньшей мере ширине рабочего колцевого канала 6, по меньшей мере равной л,иаметру D отдельного участка 5. На торцовьк поверхностях 3 ус танот ле1 ы емкости 8 со сливными патрубками 9 для отвода хладагента.Корпус 1 снабжен патрубком 10 для нагнтания в корпус 1 посредством насоса или ветилятора (не показаны) хладагента. Корпус 1 смонтирован на станине 1 1 . Рабочие кольцевые каналы 6 для отиода хладагента расположены между ци.чиндрической гильзой 4, отдельными участками 5 и изделием.
Отдельные участки 5 со сквозными отверсти - П: могут быть расположены
по .1:.1 линии.
Ваннл ( гя охлаждения работает
слодук1:ц;| -1 бравом.
10
5
0
5
0
5
0
5
0
5
Экструдируемое изделие 12 поступает через отверстие 2 на торцовой поверхности 3 в цилиндрический корпус 1 ванны. При движении изделия 12 через корпус 1 оно- проходит через цилиндрическую гильзу 4, перфорированную на отдельных участках 5, расположенных по винтовой линии.
Толстостенное изделие, например трубы или профили, охлаждается жидким хладагентом, который нагнетается в цилиндрический корпус 1 насосом через патрубок 10. Цилиндрический корпус 1 полностью заполняется хладагентом. При работе насоса в нем появляется избыточное давление, в результате чего происходит истечение хладагента через отверстия отдельных участков 5 струйными пучками на поверхность изделия 12. Растекание струйного пучка хладагента при соударении с поверхностью изделия 12 происходит от его центра на периферию окружности отдельного участка 5, при этом сохраняется высокая скорость и тур- булизация потока хладагента. С поверхности движущегося изде;п1я 12, нахо- дяш,ейся под воздействием струйных пучков хладагента, интенсивно отводится тепло, изделие 12 охлаждается значительно быстрее, чем при разбрызгивании хладагента в ванне.
При расстоянии 1 между сквозными отверстиями, меньшем их диаметра d, в результате биения встречных потоков хладагента при растекании струй происходит резкое снижение их скорости. При этом увеличивается толщина потока растекания, хладагент заполняет пространство между струями по высоте пучка, гасит скорость истечения хладагента и силу удара о поверхность изделия 12. Эффективность теплоотдачи резко снижается.
Для устранения нежелательного эффекта снижения скорости растекания струй хладагента, а также для уменьшения толщины потока хладагента на поверхности изделия 12 расстояние 1 между сквозными отперст-иями на каждом отдельном участке 5 цилиндрической гильзы 4 по меньшей мере равно их диаметру d, причем на каждом участке 5 выполнено отверстие в центре, вокруг которого по концентрической окружности выполнены остальные отверстия. Струя в центре струйного пучка не допускает образования застойной
зоны и направляет потоки хладагента при соударении с поверхностью изделия 12 от центра струйного пучка на периферию. При этом скорость растекания струй в потоках сохраняется высокой, а турбулизация в потоках усиливается, что интенсифицирует теплообмен между хладагентом и издели- ем 12.
Потоки хладагента распространяются по поверхности изделия 12 от струйных пучков в свободное от струй пространство рабочих кольцевых кана- пов 6, расположенных между отдельны- ми участками 5, поверхностью гильзы 4 и изделием 12, Эти каналы 6 ограничены сбоку струйными пучками и представляют собой спиральный коридор для выхода отработавшего хладагента к торцовым поверхностям 3 цилиндрического корпуса 1, Ширина канала 6 выполнена по меньшей мере равной диаметру D отдельного участка 5 что снижает гидравлическое сопротивление движущемуся потоку хладагента сохраняет его высокую скорость у поверхности изделия 12, Поток хладагента по всему пути следования в спиральном коридоре подвергается тур булизации со стороны растекающихся струйных пучков, что интенсифицирует теплоотдачу от изделия 12 к хладагенту,
Вся наружная поверхность проходящего через корпус 1 изделия 12 интенсивно охлаждается пучками струй хладагента, направленными под прямым углом к поверхности, потоками хладагента, образованными при растекании струй по поверхности, движущимися с высокой турбулентностью и скоростью, близкой к скорости исте- чения, а также потоками хладагента, движущимися в спиральном коридоре.
Отработавший хладагент выходит через отверстия 2 на торцовых поверхностях 3 цилиндрического корпуса 1 в емкости 8 и через патрубок 9 вьшо- дится.
При охлаждении пористых или тонкостенных изделий (толщина 1-2 мм) в качестве хладагента используется воздух, В цилиндрический корпус 1 воздух нагнетается вентилятором через патрубок 10 и через сквозные отверстия гильзы А направляется на
0
0
5
0
5
0
5
0
5
охлаждаемую поверхность изделия 12. При этом потоки воздуха оГтртуштся пучками отдельных струй и оО.гадпют высокой турбулентностью и скоростью. Направленные нормально к понерхнос- ти изделия 12 при соударении и растекании по ней они интенсивно охлаждают изделие 12. Высокая скорость при выводе отработавшего воздуха через рабочие кольцевые каналы 6 вдоль гильзы 4 способствует интенсивной теплоотдаче изделия 12 поз- духу. Воздух выводится из корпуса 1 через отверстия 2 на его торцовых поверхностях 3,
Предлагаемая конструкция ванны для охлаждения пластмассовых изделий позволяет применять для охлаждения воду или воздух, при этом требуется замена насоса на вентилятор (компрессор) , Ванна обеспечивает высокие коэффициенты теплоотдачи и, слело- вательно, высокую производительность.
Формула изобретения 1 , Ванна для охлаждения пластмассовых издел1ш, содержащая цилиндрический корпус с отверстиями на его торцовых поверхностях и устройство для подачи хладагента, выполненное в виде коакс 1ально смонтированной в цилиндрическом корпусе цилиндрической гильзы, перфорированно на отдельных участках сквозными отверстиями с образованием между этими участками рабочих кольцевых и продольных каналов, отличающаяся тем, что, с целью повышения производительности за счет интенсификации процесса теплообмена, сквозные отверстия на каждом отдельном участке расположены в его центре и на концентрической относительно него окружности, расстояние между сквозными отверстиями на каждом отдельном участке по меньшей мере рапно их диаметру, а расстояние между отдельными участками по меньшей мере равно ширине кольцевого рабочего канала, равной по меньшей мере диаметру отдельного участка,
2, Ванна по п, 1, о т л и ч а ю- щ а я с я тем, что отдельные участки со сквозными отверстиями расположены по винтовой линии.
//
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для охлаждения пластмассовых труб | 1986 |
|
SU1386482A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ ИЗ ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2164043C1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2010 |
|
RU2516116C2 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ПРОТИВОПОЛОЖНЫМ РАСПОЛОЖЕНИЕМ ПОРШНЕЙ | 2005 |
|
RU2375594C2 |
| СПОСОБ ПОДВОДНОГО МАССАЖА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КАВИТАТОР ДЛЯ ПОДВОДНОГО МАССАЖА | 2017 |
|
RU2647329C1 |
| Охлаждающее устройство к экструзионному прессу для изготовления кабельных изделий | 1982 |
|
SU1029237A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ (ВАРИАНТЫ), СПОСОБ ОХЛАЖДЕНИЯ И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОКОВКИ | 2004 |
|
RU2304173C2 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ АЭРОЗОЛЬНОЙ СМЕСИ | 2023 |
|
RU2806961C1 |
| ИНГАЛЯТОР СО СТРУЙНЫМ КОНТРОЛЕМ НА ОСНОВЕ СКОРОСТИ ВХОДА И ОТНОСЯЩИЕСЯ К НЕМУ СПОСОБЫ ПРИМЕНЕНИЯ | 2007 |
|
RU2432190C2 |
Изобретение относится к полимерному машиностроению и может быть использова}10 для охлаждения тонкостенных пластмассовых изделий. Цель изобретения - повышение производительности за счет интенсификации процесса теплообмена. Для этого ванна содержит цилиндрический корпус и устройство для подачи хладагента.Оно выполнено в виде коаксиально смонтированной в корпусе цилиндрической гильзы. Последняя перфорирована на отдельных участках сквозными отверстиями с образованием между ними рабочих кольцевых и продольных каналов. Сквозные отверстия на каждом участке расположены в его центре и на концентрической относительно него окружности. Расстояние между сквозными отверстиями на каждом участке по меньшей мере равно их диаметру. Расстояние между отдельными участками по меньшей мере равно ширине рабочего кольцевого канала, равной по меньшей мере диаметру отдельного участка. Изделие поступает в цилиндрический корпус. При своем движении оно проходит через цилиндрическ то гильзу. На поверхность изделия через сквозные отверстия отдельных участков поступает хладагент. Растекание хладагента при соударении с поверхностью изделия происходит от его центра на периферию окружности отдельного участка, при этом сохраняется высокая скорость и турбулизация потока хладагента. 1 з.п. ф-лы, 3 ил. tC (Л оо 00 о CD CD О
фиг I
| Патент США № 3854527, кл | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1970 |
|
SU309588A1 |
| Солесос | 1922 |
|
SU29A1 |
