О)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2085322C1 |
СПОСОБ ИЗГаГОВЛЕНИЯ ВТУлек ХОЛОДНОЙ ОБЪЕМНОЙ ШТА1 ПСЖКОЙ, вкпючайишй операции отрезки иоходной заготовки, выдавливания полуфабриката и 1фошввки, от пичаюшийс я тем,.что, с целью снижения расхода металла и трудсеквкости, исходную заг товку выбирают с объемом, кратным нескольких втулок, полуфабрикат при изготовлении первой втулки получают в виде стержня с головкой, имеющей ш верхнем торце цилиндрическую полость и технологический фланец, а изгото лении последующих втулок - без технологического ф1анца, приче лнаружный диаме, головки равен наружному диаметру втушси,диаметры стержня полуфабриката и цилиндрической полости головки равны внутреннему диаметру втулки, а высрта гч) равна высоте втулки, а при прошшже производят разделб ше головки и стержня полуфабриката и обрезрют технологическвЛ фланвп.
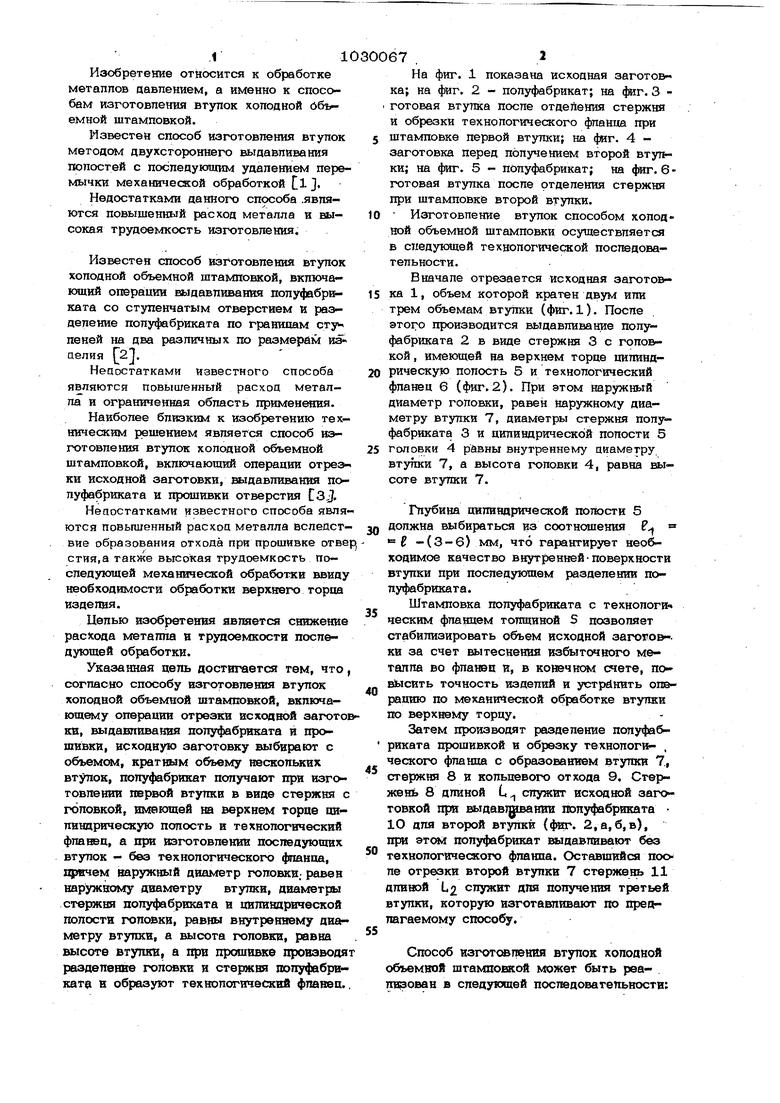
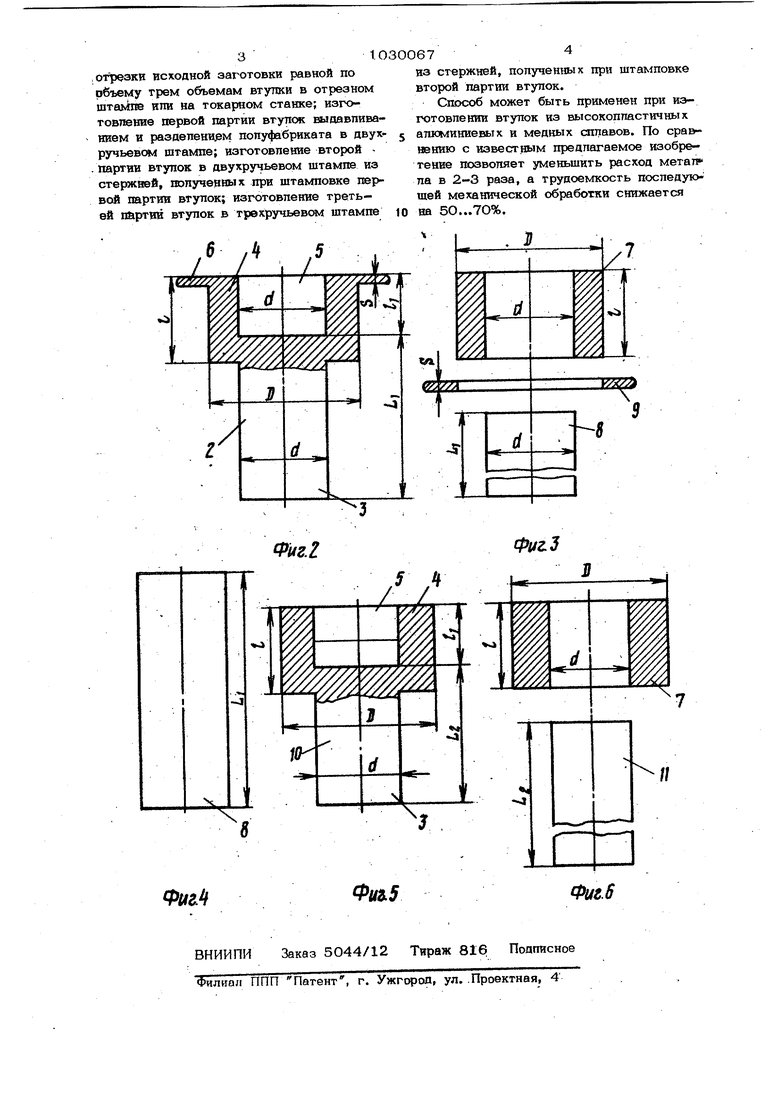
Фиг.1 Изобретение относится к обработке металлов аавпением, а именно к способам изготовления втулок холодной ббъемной штамповкой. йэвестей способ изготовления втулок методом двухстороннего выдавливания хюлостей с последующим удалением перемычки механичесясой обработкой l . Недостатками данного способа .являются повышенный расход металла и высокая трудоемкость изготовления. Известен способ изготовления втулок холодной объемной штамповкой, включающий операции выдавливания полуфабр ката со ступенчатым отверстием и разделение полуфабриката по границам стуь пеней на два различных гао размерам иай аелия 2. Неаостатками известного способа являются повышенный расход металла и ограниченная область применения. Наиболее близким к изобретению техническим решением является способ изготовления втулок холодной объемной штамповкой, включающий операции отреэки исходной заготовки, выдавтшвания полуфабриката и прошивки отверстия C3.J. Неаостатками известного способа являются повышенный расход металла вследствне образования отхода при прошивке отве стия.а также высокая трудоемкость последующей механической обработки ввиду необходимости обработки верхнего торца изделия. Цепью изобретения является снижение расхода металла и трудоемкости последующей обработки. Указанная цель достигается тем, что согласно способу изготовления втулок холодной объемной штамповкой, включающеглу операции отрезки исходной загото ки, выдавливания полуфабриката и прошивки, исходную заготовку выбирают с обьемсм, кратным объему тэюскольких втулок, полуфабрикат получают при изготовлении первой втулки в виде стержня с головкой, имеющей на верхнем торце цилиндрическую полость и технологический флавец, а при изготовлении последующих втулок - без технологического , щжчем варужный диаметр головки,- равен наружному диаметру втулки, диаметры стержня полуфабриката и цилиндрической полости головки, равны внутреннему диаметру втулки, а высота головки, равна высоте втугага, а при прошивке производя раздепевве головки и стержня попуфабрвЕката и образуют технологический фпавец. На фиг. 1 показана исходная загото&« ка; на фиг. 2 - полуфабрикат; на фиг. 3 готовая втулка после отделения стержня и обрезки технологического фланца при штамповке первой втулки; на фиг. 4 заготовка перед получением второй на фиг. 5 - полуфабрикат; на (Цдаг. 6готовая вт5глка после отделения стержня при штамповке второй втулки. Изготовление втулок способом холодной объемной штамповки осуществляется в следующей технологической последовательности. Вначале отрезается исходная заготовка 1, объем которой кратен двум или трем объемам втулки (фиг. 1). После этого производится выдавтгавание полуфабриката 2 в виде стержня 3 с головкой, имеющей на верхнем торце цилиндрическую полость 5 и технологический фланец 6 (фиг. 2). При этом наружный диаметр головки, равен Наружному диаметру втулки 7, диаметры стержня полуфабриката 3 и цилиндрической полости 5 головки 4 равны внутреннему циамегру втулки 7, а высота головки 4, равна высоте втулки 7. Глубина цилиндрической потюсти 5 должна выбираться из соотнслпения Р « g -(3-6) мм, что гарантирует необходимое качество внутренней-поверхности втулки при последующем разделении полуфабриката. Штамповка полуфабриката с технологи ческим фларием толщиной S позволяет стабилизировать объем исходной загогов-. ки за счет вытеснения избыточного металла во флаша и, в конечном сяете, пойысить точность изделий и устранить операцию по механической обработке втулки 1Ю верхдаму торцу. Затем производят разделение полуфабриката прошивкой и обрезку технологи- , ческого фланца с образованием втулки 7, стержня 8 и кольцевого отхода 9. Стержень 8 длиной L служит исход кой заготовкой при выдав рании полуфабриката 10 для второй втулки (фиг. 2,а,б,в), при этом полуфабрикат выдавливают без технологического фланца. Оставшийся после отрегзки второй втулки 7 стержень 11 длиной L2 служит дпя получения третьей втулки, которую изготавливают по предлагаемому способу. Способ изготовления втулок холодной обьемвой штамповкой может быть реаЛ1в ован в следующей последовательиоств:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хотюпная объемная штамповка | |||
| Справочйик под ред | |||
| Г.А.Навроцкого, М., Машиностроенне, 1973, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Технология холодной штам шжки выдавшванием | |||
| М., Машинбстроенив, 197О, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
