Изобретение огносигся к металлообработке, в частности к устройствам для за репления осевого инструменга при обработке точных отверстий. Известно устройство для закрепления осевого инструмента, содержащее шарнир но связанные с тягой держатель инструмента и хвостовик, а также механизм предварительного центрирования С 3 Однако известное устройство отличает ся недостаточным диапазоном регулирова ния усилия предварительного центрирован что снижает точность обработки. В известном устройстве держатель инструмен та, шарнирно связанный с хвостовиком, центрируется в корпусе посредством упру гой среды, которая препятствует самоуст новке держателя с инструментом по оси обрабатываемого отверстия с усилием, зависящим от мехаш ческшс свойств данной среды. Регулировка величи15ы этого усилия может производиться только в ст рону увеличения. Это не может обеспечить возможность-повышения точности офабогки самоустанавливающимся инстру ментом, так как для этого требуется уменьшать усилие, с вдторым инструмент взаимодействует с поверхностью отверстия вследствие, преодоления сил, обеспечивающих его предварительное центриро1 ние. Цель : изобретения - повышение точно сти обработки за счет расширения диапазона регулирования усилия предварительного центрирования. Указанная цель деютигается тем, что в устройстве для закрепления осевого ииетрумбнта, содержащем шарнирно связанны с тягой Держатель инструмента и хвостовик, а также механизм предбарительногр центфирования, последний вьшол нен в виде двух установленных на тяге с возможностью осевого перемещения втулок и гаек, связанных посредством штифтов с установленными внутри тяги двумя подпружиненными толкателями, при этом на втулках перпендикулярно сюи вы полиены плоские торцовые поверхности, предназначенные для взаимодействия с ответными : поверхностями,, .вылолненн ми соответственно на держателе йнструмента и хвостовике. На фиг. 1 показано устройство, продол ный разрез; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство состоит из держателя 1 инструмента и хвостовика 2 с шарнирами в виде сферических наконечников и штифтов 3 и 4, связывающих наконечники с тягой 5. На наружной поверхности тяги установлены с возможностью осевого перем&- шения две втулки 6 с наружной резьбой и плоскими торцовьтми поверхностями В и Г, перпендикулярными оСи. На реаьбе втулок 6 установлены гайки 7 с BHyiv ренней кольцевой выточкой. Внутри тяги 5 установлены толкатели 8, связанные посредством штифтов 9, установленных в кольцевых выточках, с гайками 7 и втулками 6. Для прохода штифтов 9 в тяге 5 и втулках 6 выполнены сквозные продолговатые пазы 10. Между толкателями 8 установлена пружина 11, усилие которой обеспечивает возможность прижима поверхностей В и Г втулок .6 к аналогич яым поверхностям, вьшолненным на держателе инструмента и хвостовике. Устройство работает следующим образом.. Втулки 6, контактируя с держателем 1 инструмента и хвостовиком 2, под действием пружины 11 устанавливают их в соосное положение. Это исключает биение инструмента до начала обработки и, след( йательно, возможность его повреждениями поломки в момент первоначального контак та с обрабатьгоаемой поверхностью. Величина бокового усилия которым нагружается инструмент при его самоустановке, в процессе обработки вследствие взаимодействия втулок 6с держателем 1 и хвостовиком 2 может регулироваться гайквч ми 7 вплоть ц о нулевого значения при уп,ор«г штифта 9 в конец паза 1О в тяге 5. При дальнейшем перемешешга гаек в сторону держателя 1 и хвостовика 2 в местах В и Г образуются зазоры и эффект предварительного центр фования снижаегся. Таким образом, в патроне обеспече.на возможное Пэ регулирования усилия самоусгановки в значительно более широких пределах и, практически, от нулевого знен чения, чем и обеспечивается повышение точности обработки. Нулевое значение усилия само установки может быть получено в процессе регулировки посредством образования зазора в местах В и Г между плоскими торцовыми поверхностями втулок 6 и аналогичными поверкносгями, выполненными на держателе инсгруменга в хвостовике. В этом случае исключается прижим упомянутых вгупок к поверхностйм держателя и хвостовика, и самоустановка инструмента по оси обрабатываемого огвер гия происходит без преодоления сил, обесечивакшгах его предвари гельное 1юнтриро.вание. Точность предварительного ценгрирования прв этом обуславливается величиной упомянутого зазора.
Повышение точности обработки при ис-. попьэованнн предлагаемого тройства
обеспечивается за счет расширения диа пазона регулировки величины усилия, с которым инструмент действует на поверх;ность обрабатываемого отверстия при само установке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный патрон | 1980 |
|
SU931315A1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Инструментальный патрон | 1984 |
|
SU1180167A1 |
| Устройство для крепления держателя осевого инструмента к шпинделю станка | 1988 |
|
SU1713422A3 |
| Самоустанавливающийся патрон | 1984 |
|
SU1255293A1 |
| СВЕРЛИЛЬНЫЙ БЕСКЛЮЧЕВОЙ ПАТРОН | 1990 |
|
RU2009779C1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2220027C1 |
| УСТРОЙСТВО ДЛЯ СТРЯХИВАНИЯ ПЛОДОВ | 1991 |
|
RU2012188C1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| Устройство для крепления концевого инструмента | 1985 |
|
SU1323247A1 |
УСТРОЙСТВО ДЛЯ ЗАКРЕП ЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА, содержашее шарнирно связанные с тягой держатель инструмента и хвостовнк, а так,же механна« предварительного центрирования, отличающееся тем, iMTo с целью повышения точности обработ(кй за счет расширения диетазона регулирования усилия предварительного центрирования, механшвм предварительного центрирования выполнен в виде двух установленных на тяге с возможностью осевого перемещения втулок и гаек, связанных посредством штифтов с эстановленными внутри тяги двумя подпружиненными толкателями, при этом на втулках перпендикулярно оси выполнены плоские торцовые поверхности, предназначенные для взаимодействия с ответными поверхностями, выполненными соответственно на держателе инструмента и хвостовике.Р (Л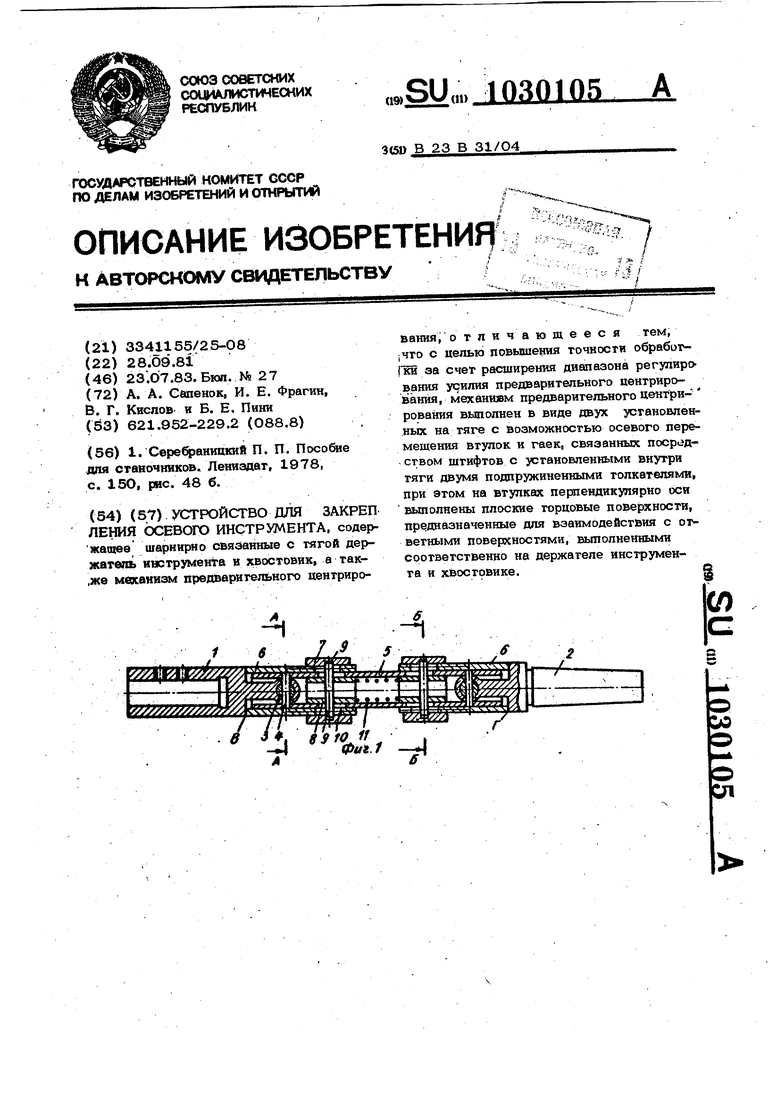
Фиг. 2
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Серебраницкий П | |||
| П | |||
| Пособие .дпя станочников | |||
| Лениадат, 1978, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
