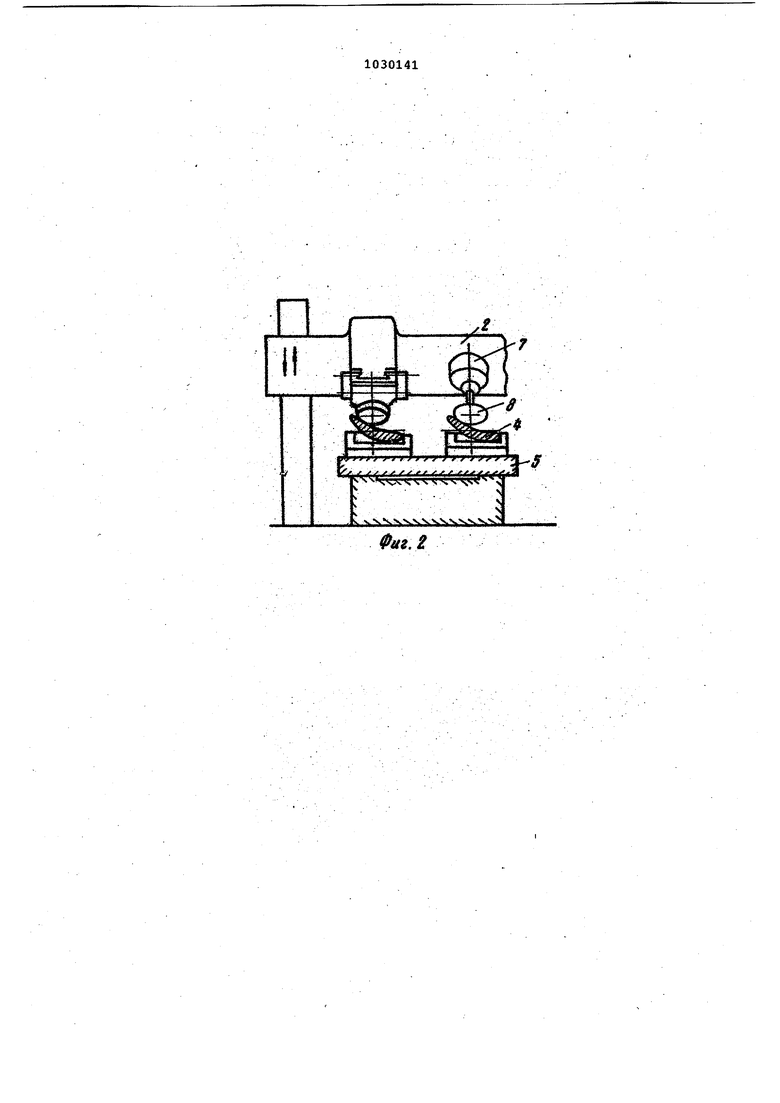
Изобретение относится к абразивной обработке, преимущественно криволинейных поверхностей деталей сло ного профиля, и может быть использовано в энергетическом и транспорт ном турбомашиностроении для обработ ки профилей поверхностей лопаток. По основному авт.св. №878510 известно устройство для обработки .абразивным инструментом криволинейных поверхностей, содержащее инстру ментальный шпиндель, смонтированный в промежуточной втулке, на которой выполнена сферическая поверхность ш ровой опоры,и механизм прижима инст румента, выполненный в.виде стакана, поджимаемого пружиной к плоскому торцу промежуточной втулки, расположенному в плоскости, перпенд кулярной оси промежуточной втулки и пересекающей сферическую поверхность опоры I J. Недостаток известного устройства заключается в том, что при повышенных по сравнению с указанными режимами обработки, связанными с больши ми усилиями резания вследствие точеч ного контакта торцовых поверхностей промежуточной втулки и стакана ме. ханизма прижима нарушается равновес ное состояние инструментального шпин деля, что снижает производительность устройства. Цель изобретения - повышение производительности обработки. Указанная цель достигается тем, что устройство снабжено упругим в осевом направлении элементом, расположенным между промежуточной втулкой и.стаканом. На фиг.1 и 2 представлена схема установки предлагаемого устройства -н копировально-фрезерномстанке; на фиг.З - предлагаемое устройство для обработки абразивньп инструментом. Предлагаемое устройство I закрепля ется на поперечной траверсе 2 копировально-фрезерного станка взамен . фрезерной головки, Обрабатываемая деталь 3 и копир 4 устанавливаются на столе 5 станка и получают согласо ванное вращательное движение от закрепленного на столе привода б, Копирное устройство 7 с роликом 8 закреплено также на траверсе 2. В корпусе 9 устройства смонтирован инструментальный шпиндель 10, несущий абразивный инструмент 11 в виде шлифовального круга. Свободный конец инструментального шпинделя 10 соединен при помощи гибкого вала12 со шпинделем 13 привода 14 вращения копировального станка. Корпус 9 связан шарнирными подвесками 15 с основ нием 16, закрепленным на траверсе 2, .и кинематически связан с мехаш«эис « его возвратно-поступательного перемещения, выполненным в виде торцового кулачка 17, установленного на шпинделе 13, ролика 18 и демпфирующей тяги 19. Инструментальный шпиндель 10 установлен на шарикоподшипниках 20 в отверстии промежуточной втулки 21,, имеющей сферическую поверхность. Промежуточная втулка 21 закреплена в опорном гнезде 22 корпуса 9 и за- фиксирована механизмом прижима в виде стакана 231, пружины 24 и гайки 25. Между втулкой 21 и стаканом 23 установлен кольцевой упругий в осевом направлении элемент 26. С целью обеспечения достаточной упругости в осевом направлении элемент 26 выполнен в виде резинового кольца или различных кольцевых элементов с торцовыми упругими лепестками. .Обработка с помощью предлагаемого изобретения осуществляется следующим образом. Инструмент 11 подводится и упруго поджимается к обрабатываемой поверхности , -производится настройка механизма прижима инструмента на определенное усилив резания путем сжатия пружины 24 с помощью гайки 25. Обрабатываемой детали 3 и копиру 4 меха низмами копировального станка придается вращательное движение и поступатель нов движейив подачи. Через гибкий вал 12 от Игаинделя 13 станка сообщается вращательное движение абразивному инструменту 11, который, будучи смонтирован в корпусе 5, получает вместе с корпусом возвратнопоступательное движение, осуществляемое торцовым кулачком 17 и демп. фирующей тягой- 19. При вращении копира 4 копировальный ролик 8 совершает возвратно-поступательные движения, которыми задается поступательное перемещение траверсе 2 станка. Одновременно с траверсой 2 согласно с профилем копира 4 перемещается устройство1. В результате абразивный инструмент 11 совершает сложное рабочее движение относительно обрабатываетюй поверхности детали 3, соответствуюгщее геометрии построения проФиня последнего. Упругий элемент 26, передающий усилие прижима от стакана 23 втулке 21, способствует увеличению площади контакта между торцовьоми по-э верхностями этих деталей, чем обеспечивается стабильное равновесное состояние инструментального шпинделя 10 в плоскости, проходящей через вектор возвратно-поступательного движеци инструмента и касательную в точке контакта инструмента с обрабатываемой поверхностью.
zl
7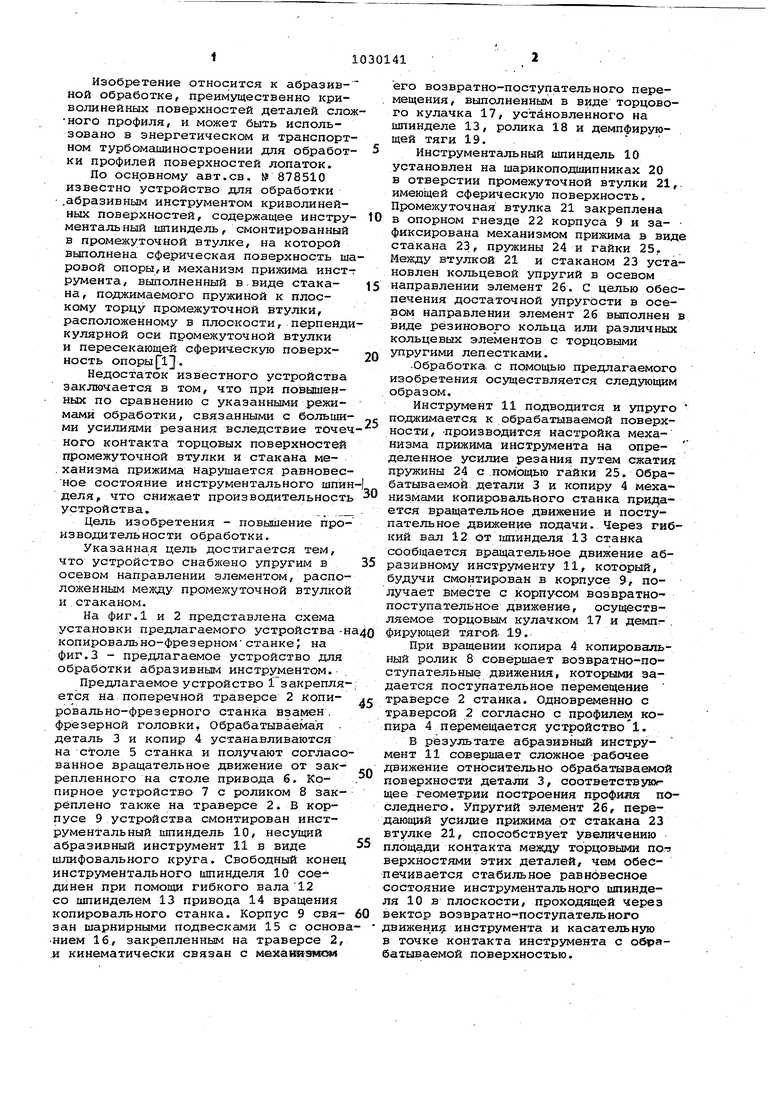
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки абразивным инструментом | 1976 |
|
SU878510A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Устройство для обработки абразивным инструментом | 1982 |
|
SU1085777A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU432986A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| Устройство для изготовления криволинейных пазов | 1986 |
|
SU1336368A2 |
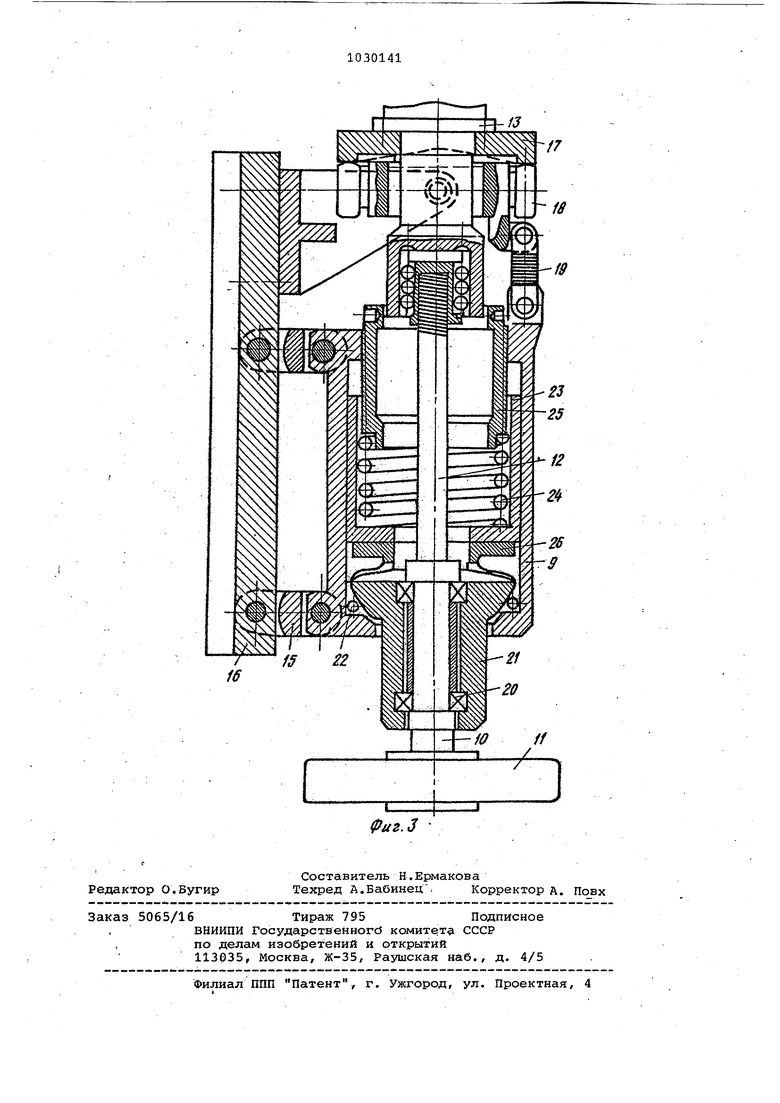
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ АБРАЗИВШЖ ИНСТРУШ:НТ Ж по авт.се. t 878510, отличающееся тем, что, с целью повышения производительности обработки, оно снабжено упругим в осевсш направлении элементом, расположенным между промежуточной втулкой и стаканом. С о 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки абразивным инструментом | 1976 |
|
SU878510A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
| .I S | |||
