Известно устройство для изготовления и загрузки сеток радиоламп, содержащее корпус с направляющими для сборочных гнезд, ползуны с направляющими для сетки и досылателя.
Цель изобретения - обеспечение точного положения и предотвращение дгформации траверс сеток при вставлении их в отверстия слюдяной пластины.
Для этого в предлагаемом устройстве на ползунах закреплены подпружиненные губки, образующие заходную часть, торцы которых снабжены выемками канала, служащими для размещения в канала траверс сеток, а торцовая поверхность досылателя имеет конусные выемки для захода верхних траверс сеток.
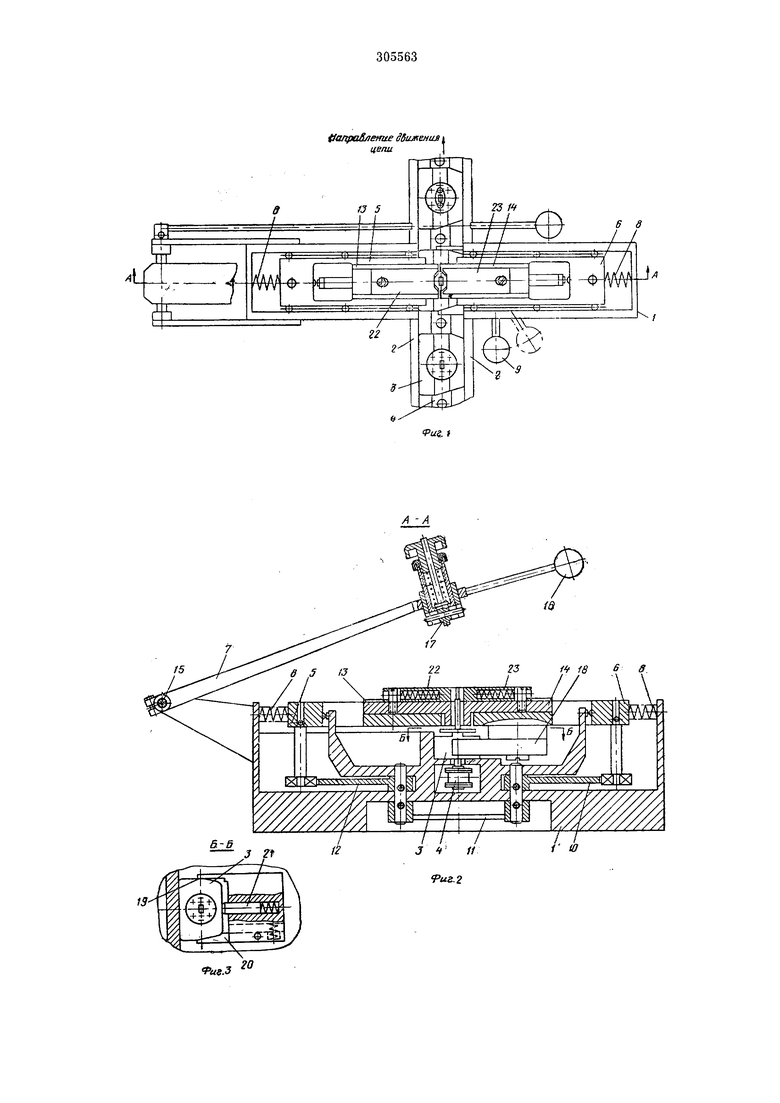
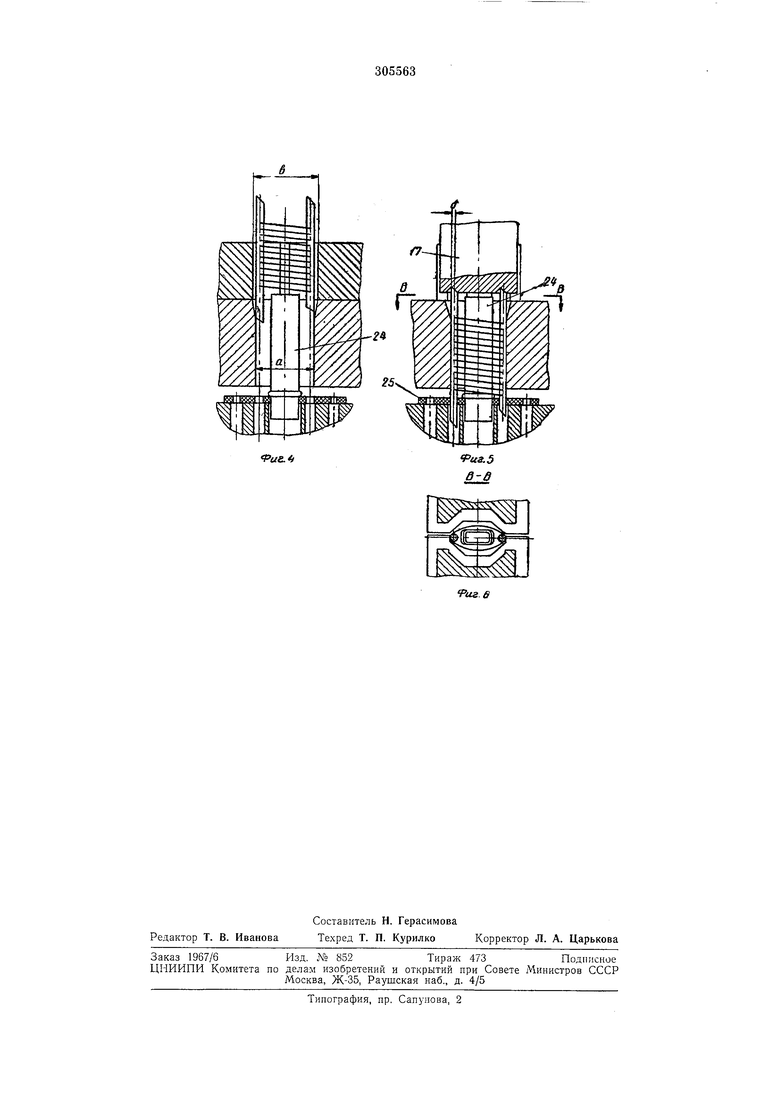
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - то же, разрез в плоскости, перпендикулярной к направлению движения цепи со сборочными гнездами; на фиг. 3 - то же, разрез по фиксатору; на фиг. 4 - расположение сетки в момент ее вставления в канал, образованный направляющими (разрез по плоскости траверс); на фиг. 5 -расположение сетки после установки траверс в отверстия слюдяной пластины (разрез по плоскости траверс); на фиг. 6 - то же, вид в плане.
тируемых с позиции на позицию цепью 4, два ползуна 5 и 6, перемещающиеся навстречу один другому в направлении, перпендикулярном к движению цепи и досылателя 7. Ползуны 5 и 6 сводятся пружиной 8, а разводятся рукояткой 9, поворачивающей кулак JO и связанный с
ним системой рычагов // кулак 12. На ползунах 5 и 6 имеются направляющие 13 и 14 для сеток, снабженные призматическими вертикальными пазами, образующими при сдвипутых ползунах канал для сеток. Досылатель 7 представляет собой рычаг, поворачиваемый вокруг оси 15 с помощью
рукоятки 16 и снабл енный ноднружиненным досылателем 17. Предлагаемое устройство снабжено фиксатором 18, л естко скрепленным с ползуном 6. Фиксатор имеет плоскую базовую поверхность 19, подпружиненный рычаг 20, прил имаощий сборочное гнездо базовой плоскостью к базовой плоскости фиксатора, и подпружиненный толкатель 21, прил имающий к стенке корпуса. Подпрулчиненные
губки 22 и 23 располол ены на направляющих 13 и 14 и снаблхсны призл атическими вертикальными пазами, образующими при сдвинутых ползунах канал для сеток. Причем раз.мер а в плоскости траверс сетки канала,
что даже сетка с минимальными размерами входит в этот канал с натягом. Дополнительный же канал для сеток, образованный губкам 22 и 23, имеет размер а в нлоскости траверс больи ий, чем размер сетки, вьшолненной но максимальному допуску. Это обесигчивает легкую загрузку сеток в приспособление и ограничивает иерекосы или смеш,ения сетки в момент ее вставления в капал, которые могут привести к задеванию нижними витками верхнего торца катода 24, ранее устанозлеиного вместе со слюдяной пластиной 25 в сборочном гнезде 3. На ниж}1ей нлоскости досылателя 17 имеются конусные внадины, которые предотвращают иоперечное смещение верхних концов траверс и тем самым исключают изгиб траверс при вставлении их в отверстия слюды. Если концы траверс срезаны под углом (см. фиг. 4 и 5), оси конусных впадин толкателя должны быть смещены относительно осей траверс на величину б, равную половине диаметра траверсы. Загрузка сеток производится после остановки сборочных гнезд на данной позиции. С помощью рукоятки 9 ползуны 5 и б с направляющими 13 и 14 для сеток и с дополнительными губками 22 и 23 сводятся, образуя заходную верхнюю часть канала с размером а и нижнюю часть канала с размером в. При сведении ползупов подпружиненный рычаг 20 прижимает сборочное гнездо 5 к базовой поверхности 19 фиксатора 18, а подпружинеппый толкатель 21 прижимает гнездо к стенке корпуса, выбирая все зазоры, в результате чего сборочное гнездо с установленными на нем предварительно слюдяной пластиной и катодом оказывается точно зафиксированным относительно загрузочного канала для сеток в нанравляющих 13 и 14 ползупов. Точность фиксации гнезда достигается благодаря замене конической базовой поверхности фиксатора и призматической гнезда на плоские и замене подви}кного фиксатора на неподвижно закрепленный па нолзуне 6, что исключает влияние погрещностей изготовления конических и призматических поверхностей и зазоров между фикеатором и ползуном
на взаимное положение гнезда и сеточного канала.
После сведения ползупов забрасывают подлежащую загрузке сетку в заходиую часть канала, образованную губками 22 и 23. Затем новорачивают рукоятку 16 досылателя 7. При ЭТОЛ1 досылатель 17 досылает сетку в основной сеточный канал, образован} ый направляющими 13 и 14, а из иего - в отверстия слюдяной иластины 25. Поднружиненные губки 22 и 23 отводятся специальным скосом на досылателе.
Предмет изобретения
Устройство для загрузки сеток к механизированной линии сборки радиоламп, содержащее корпус с направляющими для сборочных гнезд, ползуны с направляющими для сетки и досылателя, отличающееся тем, что, с целью обеспечения точного положения и предотвращения деформации траверс сеток при вставлении их в отверстия слюдяной пластины, на ползунах закреплены подпружиненные губки, торцы которых снабжены выемками, образующие заходпую часть канала, служащими для размещения в нем траверс сеток, а торцовая поверхность досылателя снабжена конусными выемками, служащими для захода верхних траверс сеток.
ttOfiflaS/ieme дбшкеиия i чепиI
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ РАДИОЛАМП | 1973 |
|
SU369645A1 |
| Механизм монтажа сеток блоков электронных ламп | 1971 |
|
SU488266A1 |
| Устройство для сборки блоков(пакетов)радиоламп | 1954 |
|
SU103133A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ СБОРКИ БЛОКОВ АРМАТУРЫ ПРИ ЕМКО-УСИЛИТЕЛЬНЫХ ЛАМП | 1973 |
|
SU394870A1 |
| АВТОМАТ ДЛЯ СБОРКИ СЛЮДЯНЫХ ПЛАСТИН РАДИОЛАМП | 1966 |
|
SU177545A1 |
| Способ высадки упоров на траверсах сеток радиоламп и полуавтоматическое устройство для его осуществления | 1958 |
|
SU125839A1 |
| Устройство для обработки витых траверсных сеток радиоламп | 1968 |
|
SU293516A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU262274A1 |
| Устройство для сварки арматурных сеток | 1980 |
|
SU882713A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |