Известен полуавтомат для сборки слюдяных пластин радиоламп с пистонами, в котором пистоиы вставляются в отверстия сборочных гнезд, а развальцовка производится жестко закрепленными пуансонами, перемещающимися при помощи оправки.
Предложенный автомат отличается тем, что в нем имеется механизм нереноса пистонов в виде ползуна, перемещающегося по направляющим и содержащего втулку с боковой радиальной канавкой, в которую входит плоская пружина для поддержания пистонов, находящихся во втулке, а пуансоны выполнены с проточкой, в которую входят запорные выступы стопора, перемещающегося в расточках корпуса узла сборки. Это позволяет автоматизировать весь процесс сборки слюдяпых пластин радиоламп с пистонами.
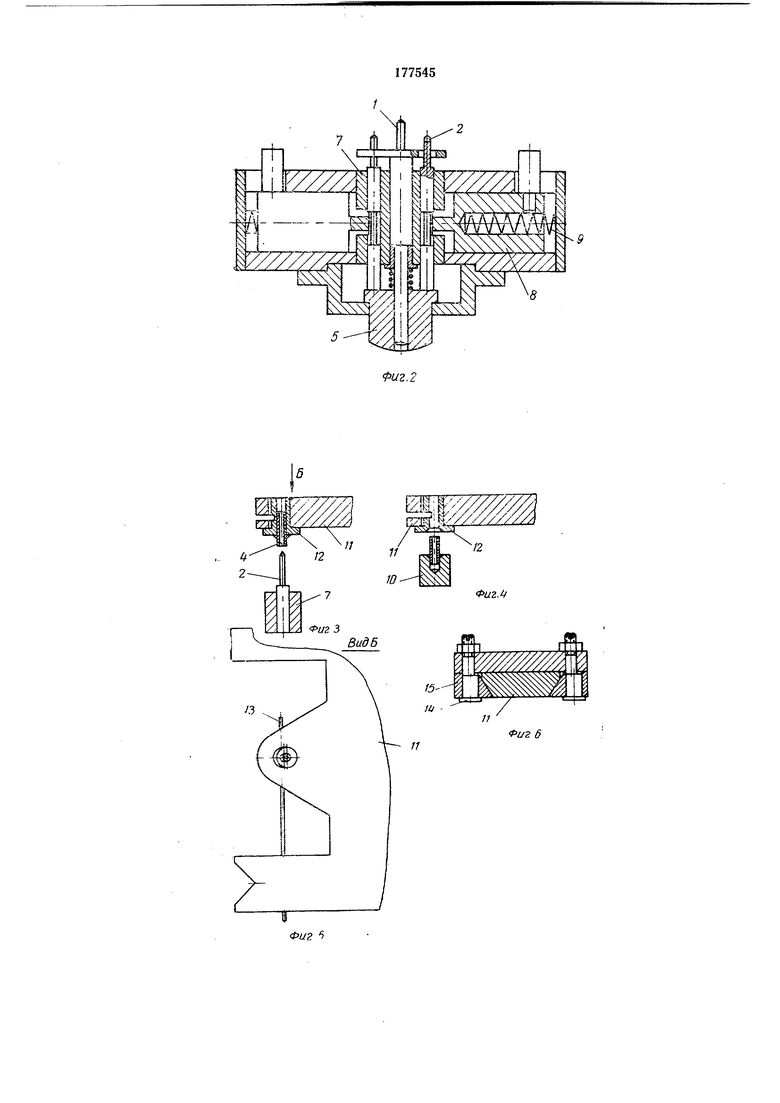
На фиг. 1 изображен узел сборки и развальцовки; на фиг. 2 - то же, в разрезе; на фиг. 3 - механизм переноса пистона, положение над пуансоном; на фиг. 4 - то же, положение над приемным гнездом механизма загрузки; на фиг. 5 - вид по стрелке Б на фиг. 3; на фиг. 6 - ползун механизма переноса пистона, поперечный разрез.
СКОЛЬКО пуансонов 2 (в зависимости от количества пистонов), которые закреплены на слюдяной пластине 3. Из отверстий пластины выходят концы пуансонов. На нуансоны последовательно по одному в каждой позиции надеваются нистоны 4, подачу которых осуществляют устройства, обеспечивающне перемещение пистона на величину, компенсирующую суммар ую погрешность относительной ориентации пистона и пуансона, имеющего конусный конец. При сопряженни конусный конец пуансона входит во внутреннее отверстие пистона н неремещает его в подающем устройстве до совмепдення их осей. Развальцовку осуществляет толкатель 5, перемещающий пуансоны. Прн этом пнсто1)ы буртиками упираются в края отверстий матрицы 6, в которые с гарантнрованным зазором входят 1П1СТОНОВ.
Чтобы обеспечить быструю смену пуансонов при их поломке или износе и сократить время простоя автомата, пуансоны выполнены с проточками, в которые входят запорные выступы стоноров 8. Пружины 9 прижимают стопоры к проточке в корпзсе 7 так, что пуансоны свободно перемещаются в отверстиях корпуса, но не могут выйти из них при съеме готового изделия. Специальными рукоятками разводят стопоры 8 и заменяют пуансоны.
Пистон 4 из накопителя загрузочного устройства попадает в приемное гнездо 10. Ползун //, в расточке которого установлена с зазором втулка 12, прижимаемая к одной стороне расточки пружиной 13, перемещается от гнезда 10 к узлу сборки с установленным в нем пуансоном. В обеих позициях ползун // устанавливают при помощи регулировочного винта, эксцентрика или иным способом.
В направлении, перпендикулярном перемещению ползуна, точность его положения определяют установкой направляющих, в которых он перемещается; например, в данном механизме эксцентрики 14 позволяют отрегулировать положение ползуна // в направлении, перпендикулярном его перемещению, н величину зазора между ним и направляющими 15.
При перемещении ползуна вниз, когда втулка 12 находится над приемным гнездом, пистон входит в отверстие этой втулки. Пружина 13 удерживает его от выпадания при перемещении ползуна к сборочному приспособ eнию. Пистон устанавливается так, что его ось несколько не доходит до оси пуансона, и при перемещении ползуна вниз пистон попадает на конус пуансона, смещается вместе со
втулкой 12, отжимая очень слабую пружину 13 до совмещения с осью пуансона. При дальнейщем движении ползуна вниз обеспечивается принудительное надевание пистона на пуансон.
Предмет изобретения
1.Автомат для сборки слюдяных пластин радиоламп с пистонами, включающий в себя
многопозиционную карусель, узел сборки и развальцовки, приемные гнезда для пистонов н направляющие, отличающийся тем, что, с целью автоматизации процесса переноса пистонов из приемного гнезда к пуансонам и надевания их на пуансоны, имеется механизм переноса пистонов выполненный в виде ползуна, который перемещается по направляющим и содержит втулку с боковой радиальной канавкой, в которую входит плоская пружина
для поддержания пистонов, находящихся во втулке.
2.Автомат по п. 1, отличающийся тем, что, с целью обеспечения быстрой замены пуансонов, они выполнены с проточкой, в которую
входят запорные выступы стопора, перемещающегося в расточках корпуса узла сборки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки блоков(пакетов)радиоламп | 1954 |
|
SU103133A1 |
| Пистон для крепления электродов электронной лампы к слюдяным держателям | 1945 |
|
SU66071A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ДЕТАЛЕЙ ТИПА ПИСТОНОВРАДИОЛАМП | 1967 |
|
SU205156A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ СБОРКИ БЛОКОВ АРМАТУРЫ ПРИ ЕМКО-УСИЛИТЕЛЬНЫХ ЛАМП | 1973 |
|
SU394870A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПАКЕТА ЭЛЕКТРОННОЙ ЛАМПБ1, НАПРИМЕР ПАЛЬЧИКОВОЙ, С БАЛЛОНОМ | 1973 |
|
SU397987A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |