СП
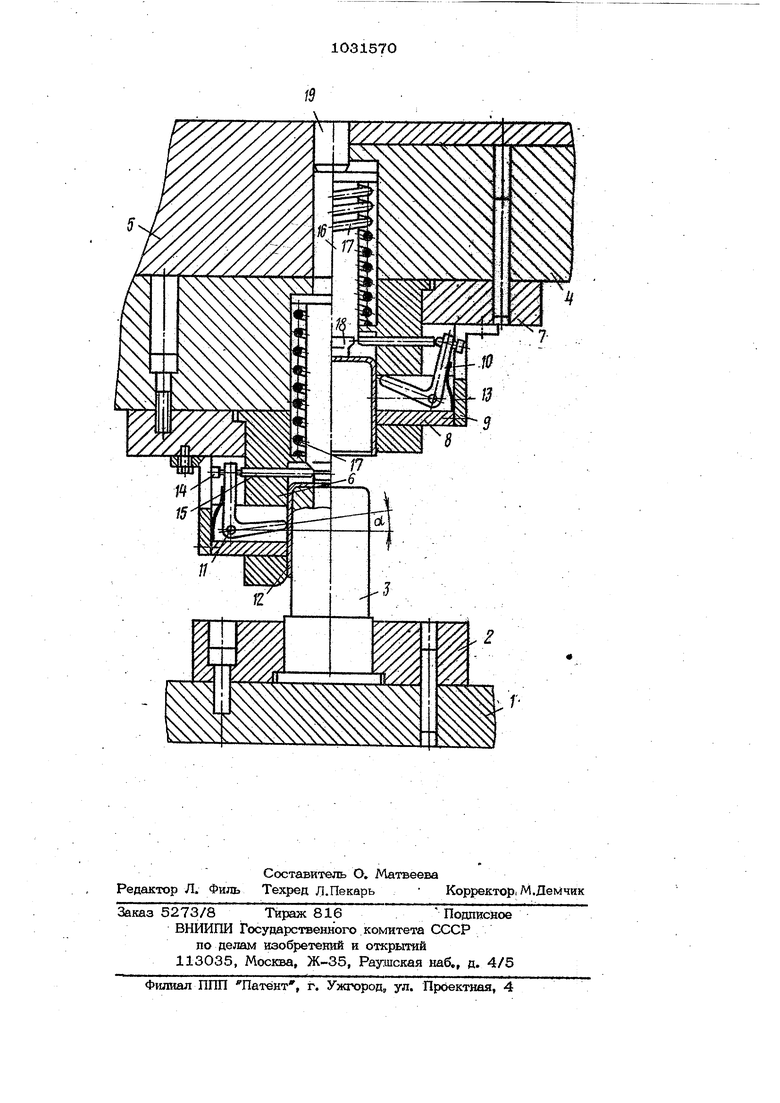
| Изобретение относится к обработке металлов давлением и может быть использовано при вытялосе деталей с вертикальными боковыми стенками и автхэмат1гзации процесса удаления их из штампа. Известен штамп для взытяиоки полых изделий, содержащий установленные на верхней плите матрицу и выталкиватель а также размещенный на нижней плите. пуансон tl3 . Недостатком известногчэ штампа $шляется невозможность подведения-под вытягиваемую деталь при ее выталкивании из матрицы и снятии с пуансона съемника элемента устройства для удаления ее.из штампа, а также неопределенность момента выташшвания: из гла рицы во время огсутствия кднтакга выталкивателя с элементами механизма для удаления из-за нестабильности сял трения детали о матрицу. Кроме того, гарантированное снятие детали с пуансона возможно только при наличии у де тали фланца или торца, контактирующего со, съемником. При невозможности установки съемника деталь может остаться на пуансоне. Цель изобретения - обеспече1дае возможности автоматизации удаления изделий из штампа путем выталкивания их в верхнем положении ползуна пресса. Для достижения поставленной цели в штампе для вытяжки полых изделий, содержащем установленные на верхней плите матрицу и выталкиватель, а также з размещенный на нижней плите пуансон, матрица выполнена с радиальными отверстиями. и окнами в боковой стенке, а штамп снабжен узлом торможения готового изделия, выполненным в виде шарнирно закрепленных на неподвижных осях в окнах матрицы двуплечих рычагов, установленных с возможностью контакта одним плечом с боковой стенкой готового изделия, а другим поджаты посредством пружины к. выталкивателю, при этом контакт межау- выталкивателем и рычагом осуществлен посредством штоков, установленных в радиальных отверстиях матрицы с возмож ностью осевого перемещения, а на выталкивателе со стороны рабочего торца выполнен конусный выступ. На чертеже изображен штамп для вытяжки в момент окончания вытяжки и удаления изделия, разрез. Штамп состоит из нижней плиты 1, на которой с помощью пуансонодержатепя 2 закреплен вытяжной пуансон 3, верхней плиты 4, связанной с ползуном 5 пресса, вытяжной матрицы 6,. уста- новленной на плите 4 и закрепленной с помощью матрицеде1якателя 7. В боковых стенках матрицы 6 симметрично ее оси вьшолнены сквозные радиальные отверстия и окна, в которых установлекы жестко связанные во время рабо-пы с матрицедержателем 7 кронштейнами 8 и опорами 9 двуплечие рычаги 10. Рычаги 1О шарнирно установлены в опорах 9 на осях 11 с возможностью поворота Б плоскостях, проходящих через ось матрицы 6. Оони плечи рычагов 10 упираютсяВ процессе вытяжки в стенки изготавливаемой детали 12. Их оси отклонены от плоскости, перпендикулярной оси матрицы 6, на угол cL, не превышающий угла трения рычага 10 о деталь 12. Другие гшечи рычагов подпйгжиаены к центру матрицы 6с псяиошью пружин 13 и через регулировочный винт 14 упираются в торцы jDUTOKOB 15, установленных в сквозных радиальных отверстиях матрицы 6. Вторые торцы штоков 15 контактируют с боковой поверхностью выталкивателя 16, размещенного в соосных отверстиях мач риды 6 и плиты 4 и подпружиненного к последней пружиной 17 сжатия. На выталкивателе 16 у его рабочегчз торца выполнен, клиновой выступ 18 с боковой конической поверхностью. В ползуне 5 размещен элемент 19 выталкивающего устройства, связанного поперечиной со станиной пресса (не показаны). В верхнем положении ползуна 5 пресса-элемент 19 выталкивающего устройства упирается в выталкиватель 16, который своей боковой цилиндрической поверхностью отжимает штоки 15 в направлении от оси штампа. Торцы штоков 15 через регулировочные винты 14 взаимодействуют с одними из плеч рычагов 10. Оси других плеч рычагов 10 в этом положении расположены по отношению к плоскости, перпендикулярной оси матрицы 6, под углом, превышающим угол трения их о деталь 12. Б начальный период хода ползуна вниз выталкиватеяь 16 неподвижен и поджат к элементу 19 выталкивающего устройства пружиной 17. Плита 4 перемещается вниз относительно него. В конце этого перемещения то{щы штоков 15 проходят клиновой выступ 18 на выталки-гвателё 16. При этом штоки 15 перемещаются к оси штампа, а рычаги 10 пор
действием пружин 13 поворачиваются огаоситёльно осей 11,-Плечи рычагов 1О, обращенные к оси матршы 6, устанавлЕваются к длоскости, перпендикуляр йой этой оси, под углом, не превышающим угол трения рычагов 10 о деталь 12.
В процессе вытяжки боковые стенки детали 12 расположены к осям рычагов 10 в направлении вытяжки под острым углом, благодаря чему последние не оказывают сопротивления относительному перемещению в матрице 6 вытягиваемой детали 12.
В начальный период хода ползуна 5 вверх вместе с матрицей 6, рычагами 1О перемещается выталкиватель 16. При этом рычаги 1О поджаты к стенкам детали 12. и силы трения, возникающие меад(у ними, препятствуют сдвигу детали 12 относительно матрицы 6. Так как оси плеч рычагов 10 направлены к плоскости, пертюндикуля рной оси матрицы 6, под углом, не превкййающим угол треНИН рычага 10 о деталь 12, происходит самоторможение и деталь 12 заклини.вается. При дальнейшем движении ползуна 5 после снятия детали 12 с пуансона 3 и обеспечения между торцами пуансона 3 и матрицы 6 расстояния, достаточного для размещения в пространстве между ними элемента сбрасьшателя (не доказбш), выталкиватель 16 упирается в элемент 19 выталкивающего устройства и останавливается.
Верхняя плита 4 и связанная с ней матрица 6 после остановки выталкивателя 16, перемещаясь, сжимают пружину
17,Конические поверхности выступов
18,п зоходя торцы ЩТОКОБ 15, отжимают последние в направлении от оси мат. рицы 6. Воздействуя на рычаги 10, штоки 15 поворачивают их относительно осей 11, вьтодя из контакта .с деталью 12. Торец выталюшателя 16, упираясь
в дно вытягиваемой детали, осуществляет выталкивание ее из матрицы 6.
Использование предлагаемого устройства позволяет :осуществить нааежное торможение вытягиваемых деталей в матрице и их выталкивание в определенном положении штампа, что облегчает автоматизацию их удаления из штампового пространства пресса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Устройство для выталкивания детали из штампа | 1981 |
|
SU996231A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
ШТАМП ДЛЯ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ, содержащий установленные на. верхней плите матрицу и выталкиватель, а также размещенный на плите пуансон, о т л и ч а ю щ и и с я тем, что, с целью обеспечения возможности автоматизации удаления изделий из штампа: путем выталкивания шс в верхнем положении ползуна пресса, матрица выполнена с радиальными отверстиями и окнами в боковой стенке, а штамп снабжен узлом торможения готового изделия, выполненным в виде шарнирно закрепленных на неподщ1жных. осях в окнах мат|жцы двуплечих гов, установленных с- возможностью контакта Ьдним- плечом с боковой стенкой готового изделия, а другим подзкат) посредством пружины к выталкивате;во, при этом контакт между выталкквате лем и рычагом осущестгелен посредством штоков, установленных в радиальных отверстиях матрицы с возможностью СО осевого перемещения, а на выталкивателе со стороны рабочего торца выполнен конускьШ выступ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Метдерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлае схем, М., Машиностроение , 1975, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
