f
Изобретение относится к области обработки металлов давлением и может быть использовано для глубокой вытяжки без утонения бесфланцевых тонкостенных коробчатых деталей с рельефной формовкой.
Известен штамп для вытяжки и формовки, содержащий пуансон-матрицу с осевым вентиляционным отверстием, на которой размещен кольцевой прижим-съемник, а также матрицу вытяжки, пуансон формовки и узел выталкивания готового изделия 1.
Недостатком известного штампа являе тся невозможность автоматическо-. го удаления готового изделия из зоны штампа, так как изделие выталкивается нижним выталкивателем, установленным в матрице ниже ее рабочей плоскости.
ЦЕЛЬЮ изобретения является облегчение удаления готового изделия из зоны штампа.
Для достижения цели узел выталкивания размещен в радиальном отверстии, выполненном в пуансон-матрице, и представляет собой втулку, в которой помещена подпружиненная ползушка, перемещается в радиальном направлении прижимом-съемником и несущая шарик, перекрывающий вентиляционное отверстие пуансон-матрицы.
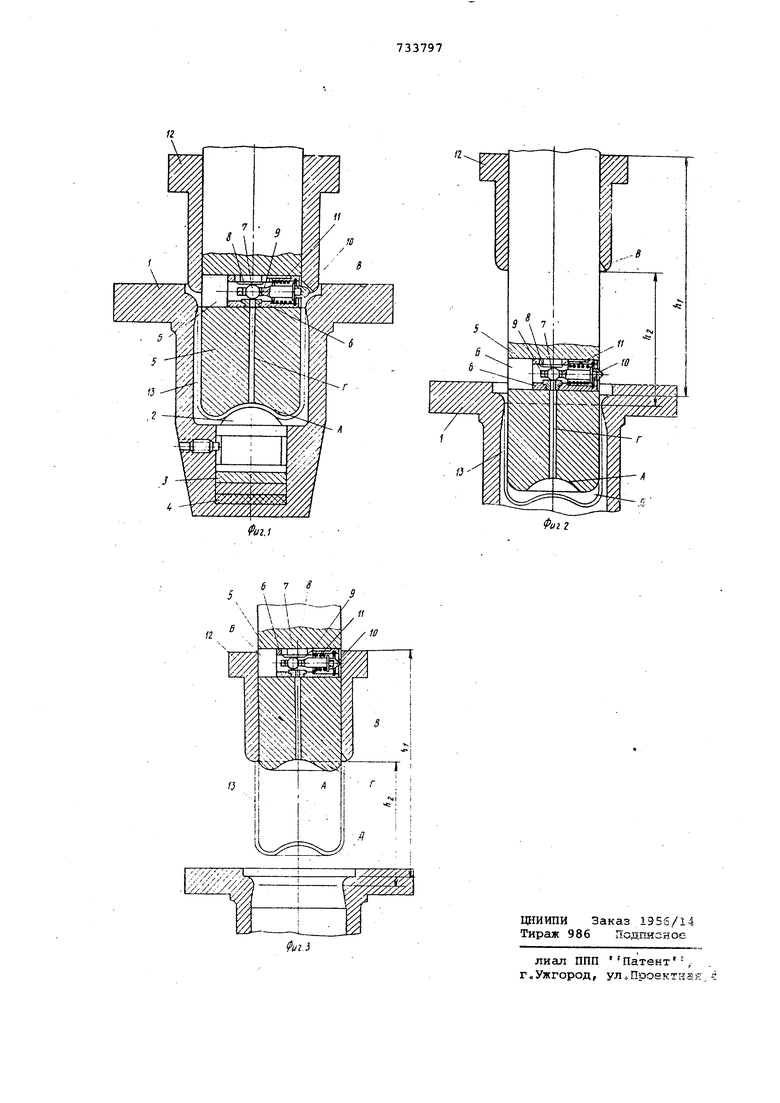
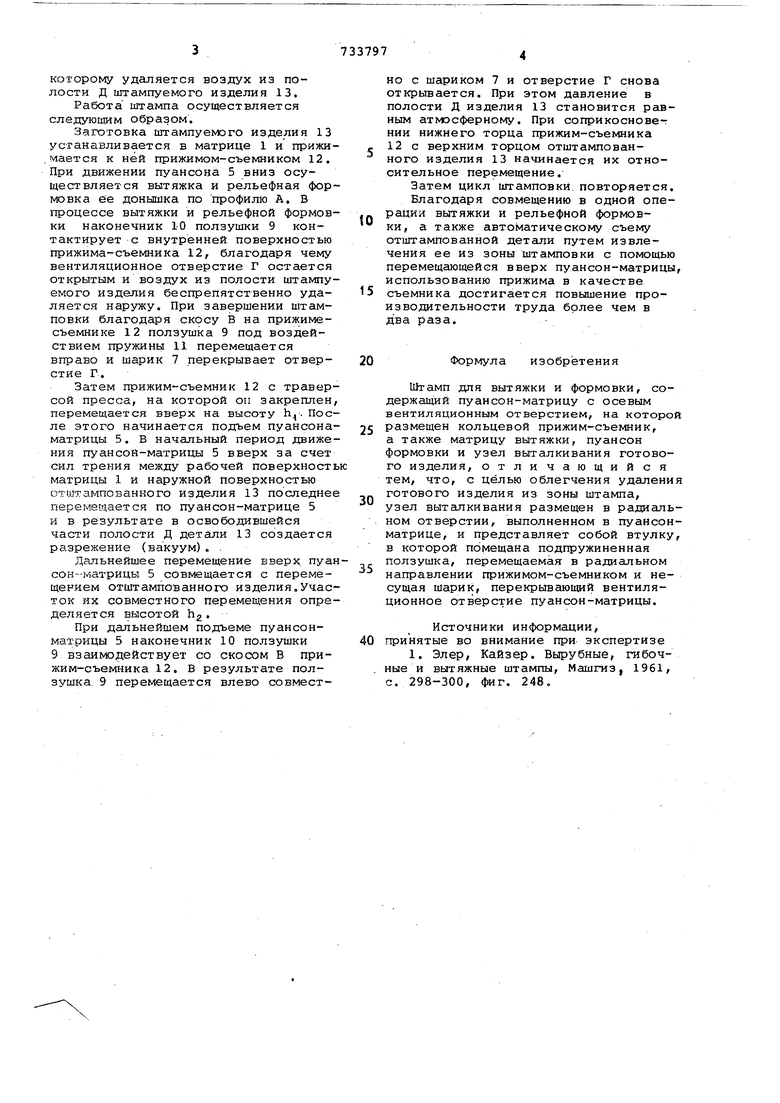
На фиг. 1 изображен штапм в рабочем положении; на фиг. 2 - то же,
5 в положении, соответствующем началу извлечения детали из зоны штампа; на фиг. 3 то же, в исходном положении .
Штамп состоит из матрицы 1 вытяжки, выполненной в виде стакана, где в расточке днища смонтирован пуансон 2 рельефной формовки и буферное устройство, состоящее из плит 3 и эластичной прокладки 4. Пуансон 5
15 вытяжки закрепляемый на ползуне гидравлического пресса двойного действия, на своей торцовой рабочей поверхности имеет фигурную расточку А, являющуюся матрицей рельефной формовки. На его боковой поверхности выполнено отверстие Б, в которое запрессована втулка 6. В втулке смонтирован обратный клапан, состоящий из шарика 7, плоской пружины 8. Шарик связан с ползушкой 9, на которой закреплен наконечник 10. Под вбздействием пружины 11 ползушка 9 взаимодействует со скосом В прижима-съемника 12, управляя перекрытием вентиляционного отверстия Г, по
которому удаляется воздух из полости Д штампуемого изделия 13,
Работа штампа осуществляется следующим образом.
Заготовка штампуемого изделия 13 устанавливается в матрице 1 и прижи.мается к ней прижимом-съемником 12, При движении пуансона 5 вниз осуществляется вытяжка и рельефная формовка ее донышка по профилю А. В процессе вытяжки и рельефной формовки наконечник 10 ползушки 9 контактирует с внутренней поверхностью прижима-съемника 12, благодаря чему вентиляционное отверстие Г остается открытым и воздух из полости штампуемого изделия беспрепятственно удаляется наружу. При завершении штамповки благодаря скосу В на прижимесъемнике 12 ползушка 9 под воздействием пружины 11 перемещается вправо и шарик 7 перекрывает отверстие Г,
Затем прижим-съемник 12 с траверсой пресса, на которой он закреплен, перемещается вверх на высоту h. После этого начинается подъем пуансонаматрицы 5, В начальный период движения пуансон-матрицы 5 вверх за счет сил трения между рабочей поверхность матрицы 1 и наружной поверхностью отштампованного изделия 13 последнее перемещается по пуансон-матрице 5 и в результате в освободившейся части полости Д детали 13 создается разрежение (вакуум). .
Дальнейшее перемещение вверх, пуансон-матрицы 5 совмещается с перемещением отштампованного изделия,Участок нх совместного перемещения определяется высотой hg,
При дальнейшем подъеме пуансонматрицы 5 наконечник 10 ползушки 9 взаимодействует со скосом В прижим-съемника 12. в результате ползушка. 9 перемещается влево совместно с шариком 7 и отверстие Г снова открывается. При этом давление в полости Д изделия 13 становится равным атмосферному. При соприкосновении нижнего торца прижим-съемника 12 с верхним торцом отштампованного изделия 13 начинается их относительное перемещение.
Затем цикл штамповки, повторяется. Благодаря совмещению в одной операции вытяжки и рельефной формовки, а также автоматическому съему отштампованной детали путем извлечения ее из зоны штамповки с помощью перемещающейся вверх пуансон-матрицы использованию прижима в качестве съемника достигается повышение производительности труда более чем в два раза.
Формула изобретения
Штамп для вытяжки и формовки, содержащий пуансон-матрицу с осевым вентиляционным отверстием, на которой размещен кольцевой прижим-съемник, а также матрицу вытяжки, пуансон формовки и узел выталкивания готового изделия, отличающийся тем, что, с целью облегчения удаления готового изделия из зоны штампа, узел выталкивания размещен в радиальном отверстии, выполненном в пуансонматрице, и представляет собой втулку, в которой помещана подпружиненная ползушка, перемещаемая в радиальном направлении прижимом-съемником и несущая шарик, перекрывающий вентиляционное отверстие пуансон-матрицы.
Источники информации, принятые во внимание при экспертизе
1. Элер, Кайзер, Вырубные, гибочные и вытяжные штампы, Машгиз, 1961, с. 298-300, фиг, 248,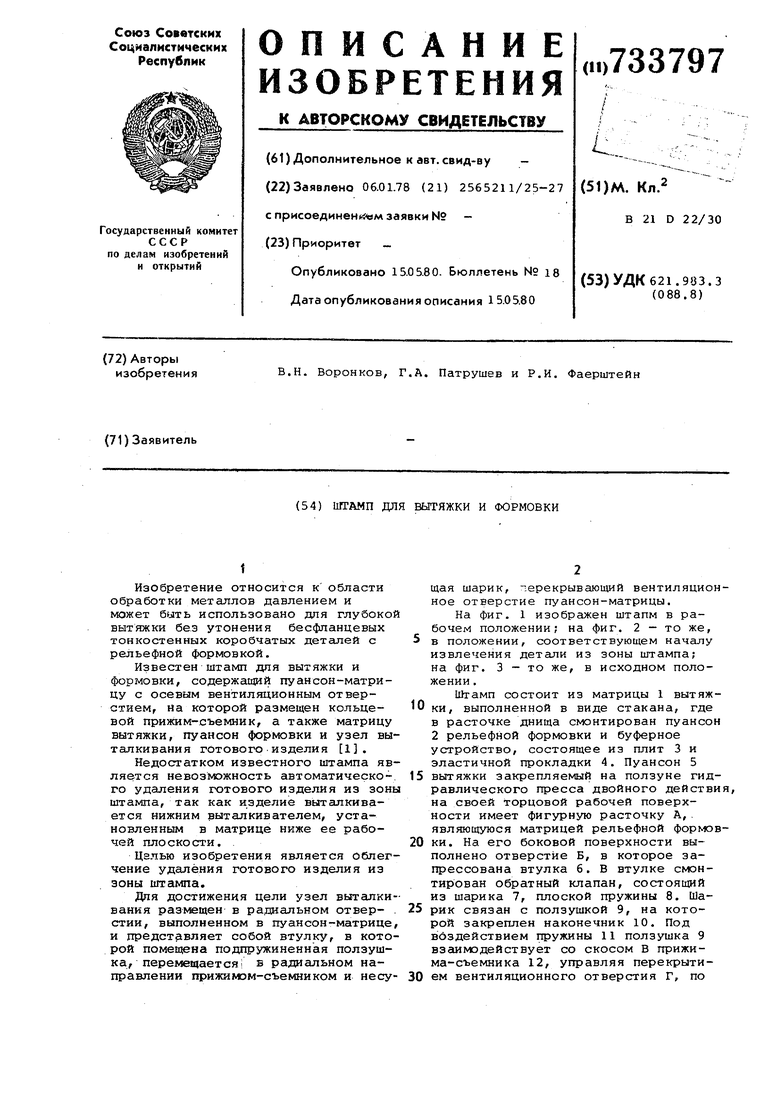
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |