2. Установка по п. 1, о т л ичающаяся тем, что, с целью равномерного прилегания формообразую щей флюсомедной водоохлаждаемой подкладки к поверхности стыка обе- чайки с обратной стороны шва, подкладка выполнена из отдельных секций шарнирно соединенных между собой и подпружиненных в местах шарнирных соединений.
59749 ;/
3. Установка по п. 1, о т л и-, чающаяся тем, что, с целью повышения точности выравнивания стыкуемых кромок обечайки и исключения их деформации в процессе сварки в плоскости опор скоб по всей длине
, обечайки, клавишные прижимы объединены между собой группами с помощью прижимных планок, подпружиненных относительно прижимов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки внутренних продольных швов обечаек | 1980 |
|
SU893495A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек | 1985 |
|
SU1323310A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки,сварки и торцовки обечаек из сегментов | 1983 |
|
SU1131622A1 |
1. УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И СВАРКИ ОБЕЧАЕК, содержащая основание с двумя тумбамк, установленную с возможностью перемещения вдоль оси установки сварочную головку, две консольных скобы с замыкающими элементами, продольными клавишными прижимами и торцовыми выравнивателями, флюсомедную водоохлаждаемую подкладку на. подвижной каретке, отличающая/ся тем, что, с целью расширения технологических возможностей и повышения качества сборки, в том числе обечаек недовальцованных и перевальцованных внахлест, она снабжена боковыми опорами-ложементами, установленными на консольных скобах с возможностью перемещения в направлении, перпендикулярном продольной оси установки, и эксцентриковыми прижимами, установленными на боковых опорах-ложементах с возможностью перемещения в на(Л правлении, параллельном оси установки. СП 4а СО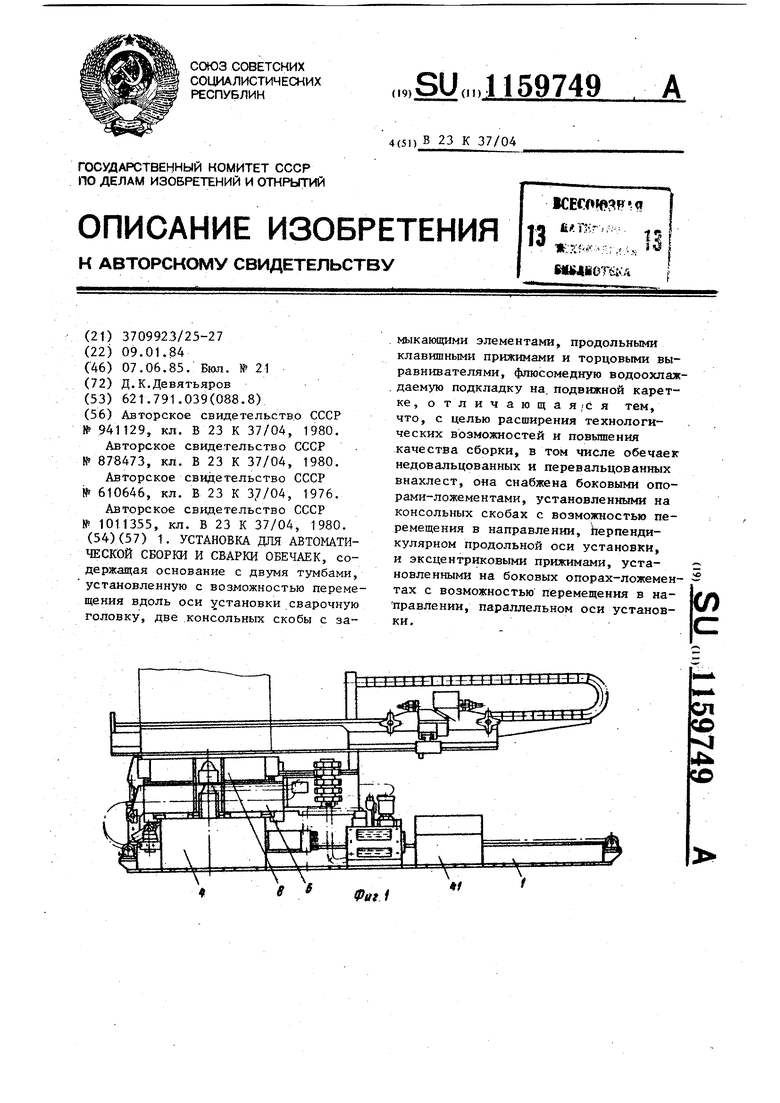
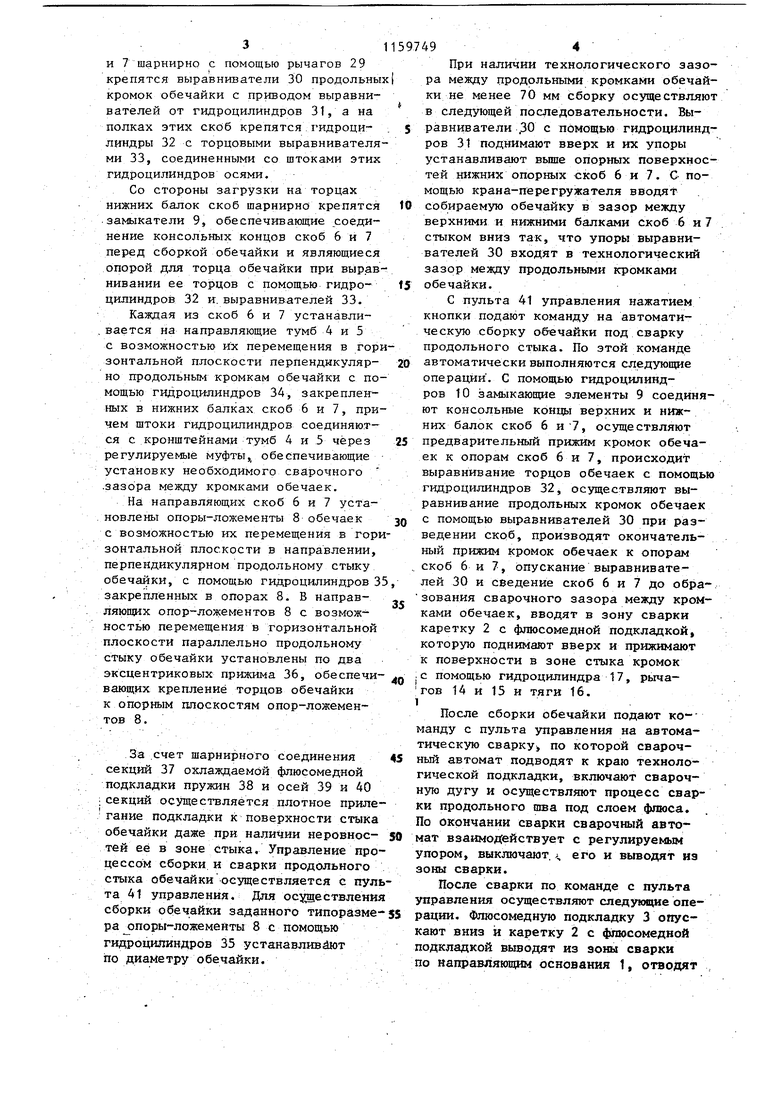
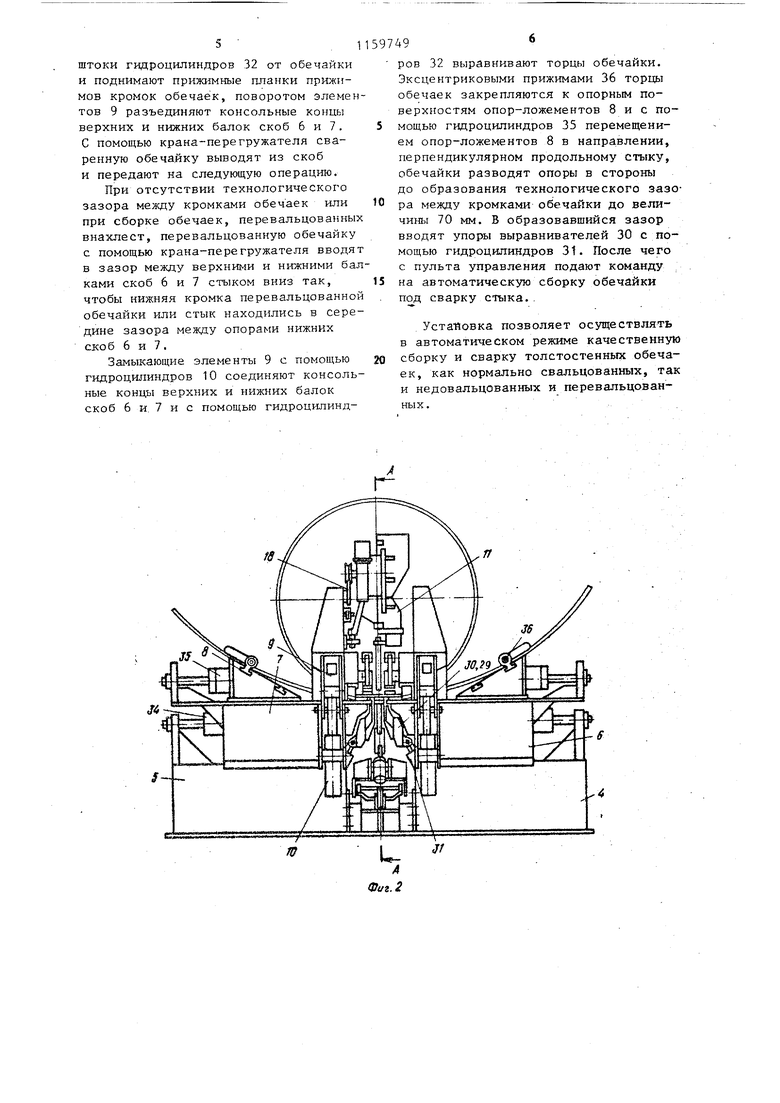
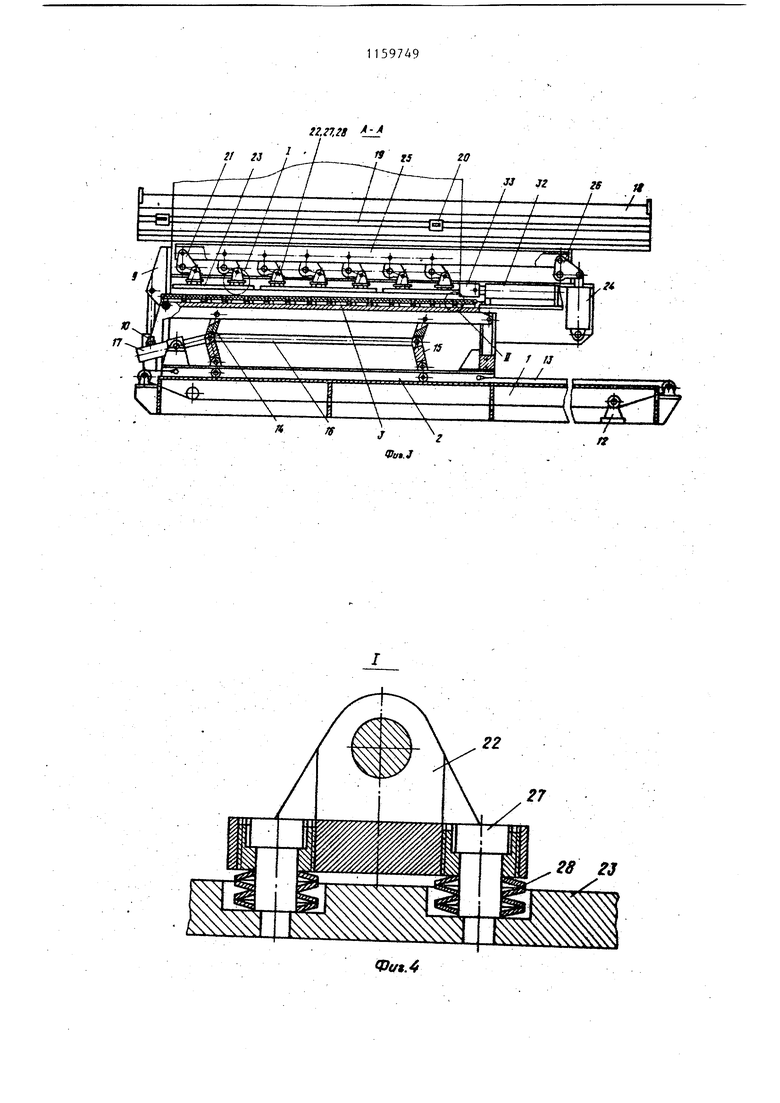
Изобретение относится к сборке и сварке цилиндрических изделий и может использоваться в химическом и нефтяном аппаратостроеНИИ и в других, отраслях промьшшенности. Цель изобретения - расширение технологических возможностей и повышение качества сборки, в том числе обечаек недовальцованных и переваль.цованных внахлест. Указанная цель достигается тем, что установка для автоматической сборки и сварки обечаек снабжена боковыми опорами-ложементами, установленными на консольных скобах с возможностью перемещения в направлении, перпендикулярном продольной оси установки, и эксцентриковыми прижимами, установленными на боковых опорах-ложементах с возможностью перемещения в направлендаг, параллель ном оси установки. Кроме того, с целью равномерного прилегания формообразующей флюсомедной водоохлазкдаемой подкладки к поверкности стыка обечайки с обра ной стороны шва подкладка выполнена из отдельнь1х секций, шарнирно соеди ненных между собой и подпружиненных в местах шарнирных соединений. При этом, с целью повьпнения точности выравнивания стыкуемьгх кромок обечайки и исключения их деформации в процессе сварки в плоскости опор скоб по всей длине обечайки клавишные прижимы объединены меящу собой группами с помощью прижимных планок подпружиненных относительно прижимо На фиг. 1 изображена установка, общий вид; на фиг. то же, вид со стороны загрузки обечайки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - узел 1 на фиг. 3; на фиг. 5 - узел II на фиг. 3. Установка содержит основание 1 ; с направляющими для каретки 2 с флюсомедной подкладкой 3, две тумбы 4 и 5, с направляющими для скоб, правую 6 и левую 7 скобы, состоящих из жестко скрепленных между собой верхней и нижней балок с направляющими для опор ложементов 8 обечаек, два замыкающих элемента 9 консольных концов балок скоб, .с приводом от гидроцилиндров 10, сварочный автог т 11. Основание 1 жестко связано с тумбами 4 и 5 и с приводной лебедкой 12, обеспечивающей перемещение каретки 2 по направляющим основания с помощью троса 13 и роликов. Флюсомедная подкладка 3 с помощью рычагов 14 и 15, тяги 16 и гидро цилиндра 17 поднимается относительно каретки 2, поджимаясь к поверхности стыка обечайки снизу. На верхней балке левой скобы 7 крепится направляищая 18 для сварочного автомата |И направляющая 19 регулируемого упора 20. На верхних балках скоб 6 и 7 с помощью осей крепятся рычаги 21 с прижимами 22 и -планками 23 с приводом рычагов 21 от гидроцилиндров 24 через тяги 25 и рычаги 26. Причем прижимы 22 с планками 23 соединяются с помощью винтов 27 че- рез пружинные компенсато из тарельчатых пружин 28, которые обеспечивают равномерность прижима кромокобечаек к опррам скоб 6 и 7 по is се и длине обечайки. На нижних балках скоб 6
7 шарнирно с помощью рычагов 29 репятся выравниватели 30 продольных кромок обечайки с приводом выравниателей от гидроцилиндров 31, а на полках этих скоб крепятся гидроци- . s индры 32 с торцовыми выравнивателяи 33, соединенными со штоками этих гидроцилиндров осями.
Со стороны загрузки на торцах нижних балок скоб шарнирно крепятся 10 за1уыкатели 9, обеспечивающие соединение консольных концов скоб 6 и 7 перед сборкой обечайки и являющиеся опорой для торца обечайки при выравнивании ее торцов с помощью гидро- f5 цилиндров 32 и. выравнивателей 33.
Каждая из скоб 6 и 7 устанавливается на направляющие тумб 4 и 5 с возможностью их перемещения в горизонтальной плоскости перпендикуляр- 20 но продольным кромкам обечайки с помощью гидроцилиндров 34, закреплен ных в нижних балках скоб 6 и 7, причем штоки гидроцилиндров соединяются с .кронштейнами тумб 4 и 5 через 25 регулируемые муфты, обеспечивающие установку необходимого сварочного зазора между кромками обечаек.
На направляющих скоб 6 и 7 установлены опоры-ложементы 8 обечаек JQ с возможностью их перемещения в горИ зонтальной плоскости в направлении, перпендикулярном продольному стыку обечайки, с помощью гидроцилиндров 35, закрепленных в опорах 8. В направляющих опор-ложементов 8 с возможностью перемещения в горизонтальной плоскости параллельно продольному стыку обечайки установлены по два эксцентриковых прижима 36, обеспечи- д вающих крепление торцов обечайки к опорным плоскостям опор-ложементов 8.
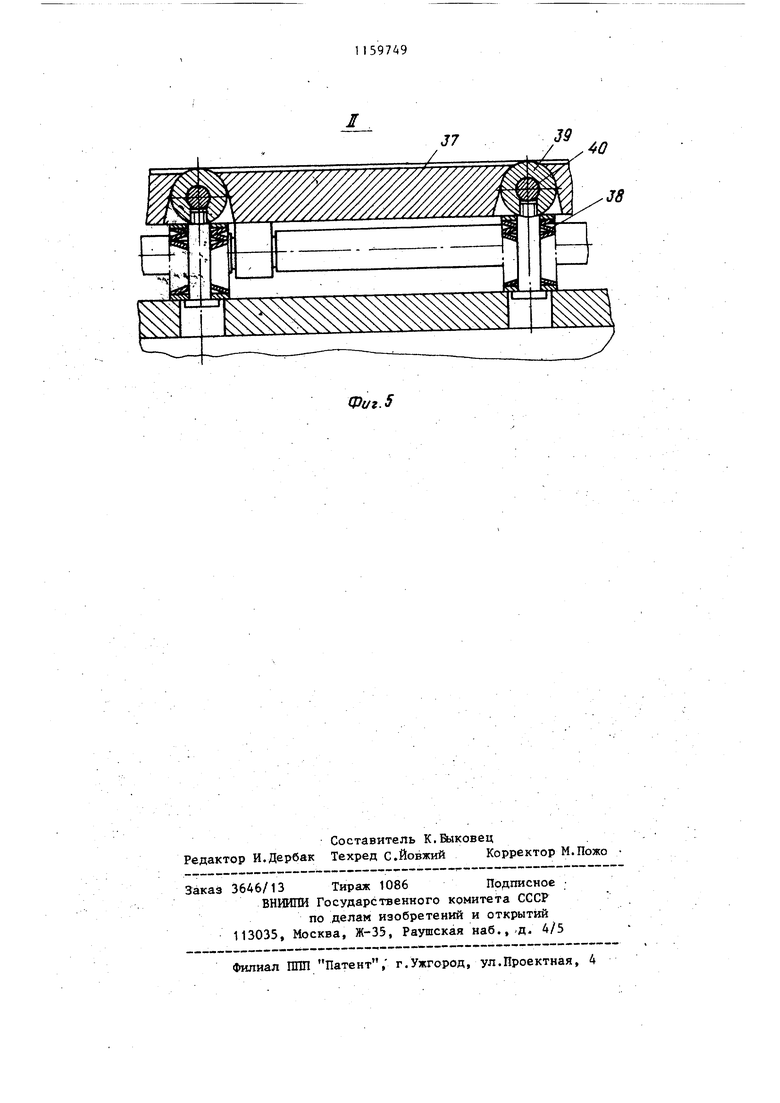
За .счет шарнирного соединения 45 секций 37 охлаждаемой флюсомедной подкладки пружин 38 и осей 39 и 40 секций осуществляется плотное прилегание подкладки к поверхности стыка обечайки даже при наличии неровное- 50 тей её в зоне стыка. Управление процессам сборки и сварки продольного стыка обечайки осуществляется с пульта 41 управления. Для ос ествления сборки обечайки заданного типорйзме-$5 ра jpnopbr-ложемейты 8 с помощью гидроцилиндров 35 устанавливают iio диаметру обечайки.
При наличии технологического зазора между продольными кромками обечайки не менее 70 мм сборку осуществляю в следующей последовательности. Выравниватели .30 с помощью гидроцилиндров 31 поднимают вверх и их упоры устанавливают вьше опорных поверхностей нижних опорш 1х скоб 6 и 7. С помощью крана-перегружателя вводят собираемую обечайку в зазор между верхними и нижними балками скоб 6 и 7 стыком вниз так, что упоры выравнивателей 30 входят в технологический зазор между продольными кромками обечайки.
С пульта 41 управления нажатием кнопки подают команду на автоматическую сборку об ечайки под сварку продольного стыка. По этой команде автоматически выполняются следующие операции . С помощью гидроцилиндров 10 замыкающие элементы 9 соединяют консольные концы верхних и нижних балок скоб 6 и7, осуществляют предварительный прижим кромок обечаек к опорам скоб 6 и 7, происходит выравнивание торцов обечаек с помощь гидроцилиндров 32, осуществляют выравнивание продольных кромок обечаек с помощью выравнивателей 30 при разведении скоб, производят окончательный прижим кромок обечаек к опорам скоб 6 и 7, Опускание выравнивателей 30 и сведение скоб 6 и 7 до образования сварочного зазора между кромками обечаек, вводят в зону сварки каретку 2 с флюсомедной подкладкой, которую поднимают вверх и прижимают к поверхности в зоне стыка кромок
.с помощью гидроцнлиндра 17, рыча-
гов 14 и 15 и тяги 16. 1
После сборки обечайки подают команду с пульта управления на автоматическую сварку по которой сварочный автомат подводят к краю технологической подкладки, включают сварочную дугу и осуществляют процесс сварки продольного шва под слоем флюса. По окончании сварки сварочный автомат взаимодействует с регулируемым упором, выключают.., его и выводят иэ ЗО1Ш сварки.
После сварки по команде с пульта управления осуществляют следз ощие операции. Флюсомедную подкладку 3 опускают вниз и каретку 2 с флюсомедной подкладкой выводят из зоны сварки по направляющим основания 1, отводят
s . 1
штоки гидроцилиндров 32 от обечайки и поднимают прижимные планки прижимов кромок обечаек, поворотом элементов 9 разъединяют консольные концы верхних и нижних балок скоб 6 и 7. С помощью крана-перегружателя сваренную обечайку выводят из скоб и передают на следующую операцию.
При отсутствии технологического зазора между кромками обечаек или при сборке обечаек, перевальцованных внахлест, перевальцованную обечайку с помощью крана-перегружателя вводят в зазор между верхними и нижними бал ками скоб 6 и 7 стыком вниз так, чтобы нижняя кромка перевальцованной обечайки или стык находились в середине зазора между опорами нижних скоб 6 и 7.
Замыкающие элементы 9 с помощью гидроцшшндров 10 соединяют консольные концы верхних и нижних балок скоб 6 и. 7 и с помощью гидроцилинд597496
ров 32 выравнивают торцы обечайки. Эксцентриковыми прижимами 36 торцы обечаек закрепляются к опорным поверхностям опор-ложементов 8 и с помощью гидроцилиндров 35 перемещением опор-ложементов 8 в направлении, перпендикулярном продольному стыку, обечайки разводят опоры в стороны до образования технологического зазора между кромками обечайки до величины 70 мм. В образовавшийся зазор вводят упоры выравнивателей 30 с помощью гидроцилиндров 3t. После чего с пульта управления подают команду на автоматическую сборку обечайки под сварку стыка..
Установка позволяет осуществлять в автоматическом режиме качественную сборку и сварку толстостенных обечаек, как нормально свальцованных, так и недовальцованных и перевальцованных.
22
27
ФУ9.4
Фиг. 5
