00
NBA
01//. f
о
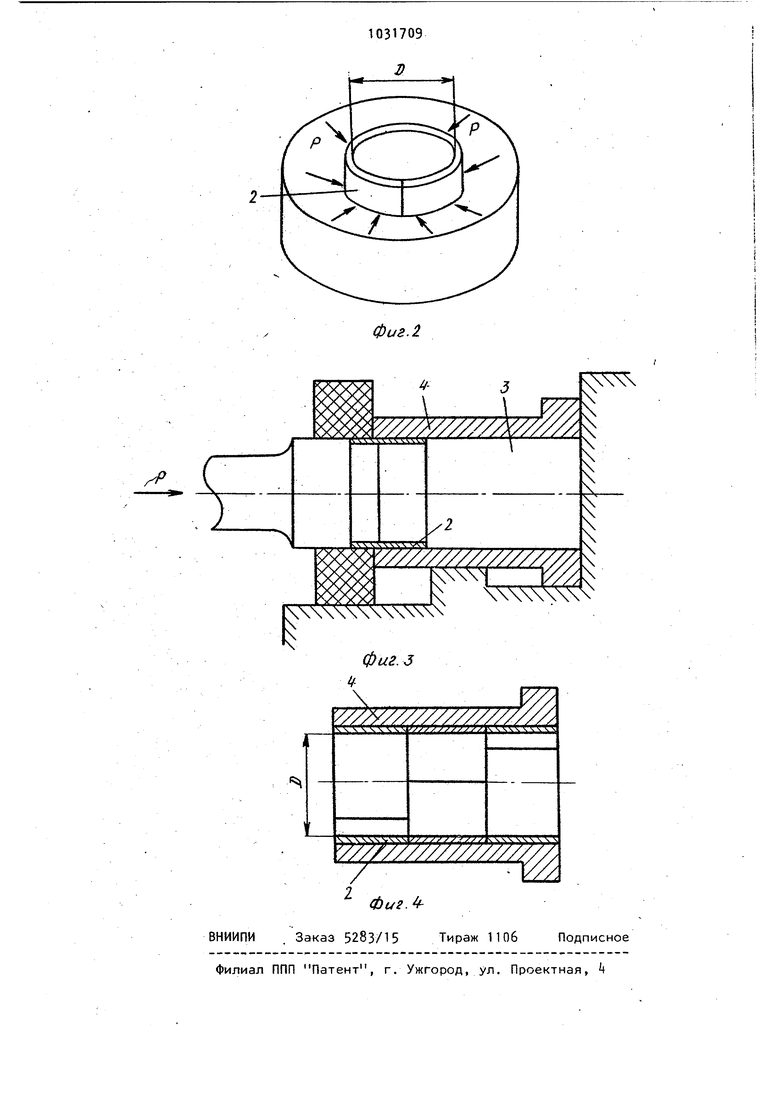
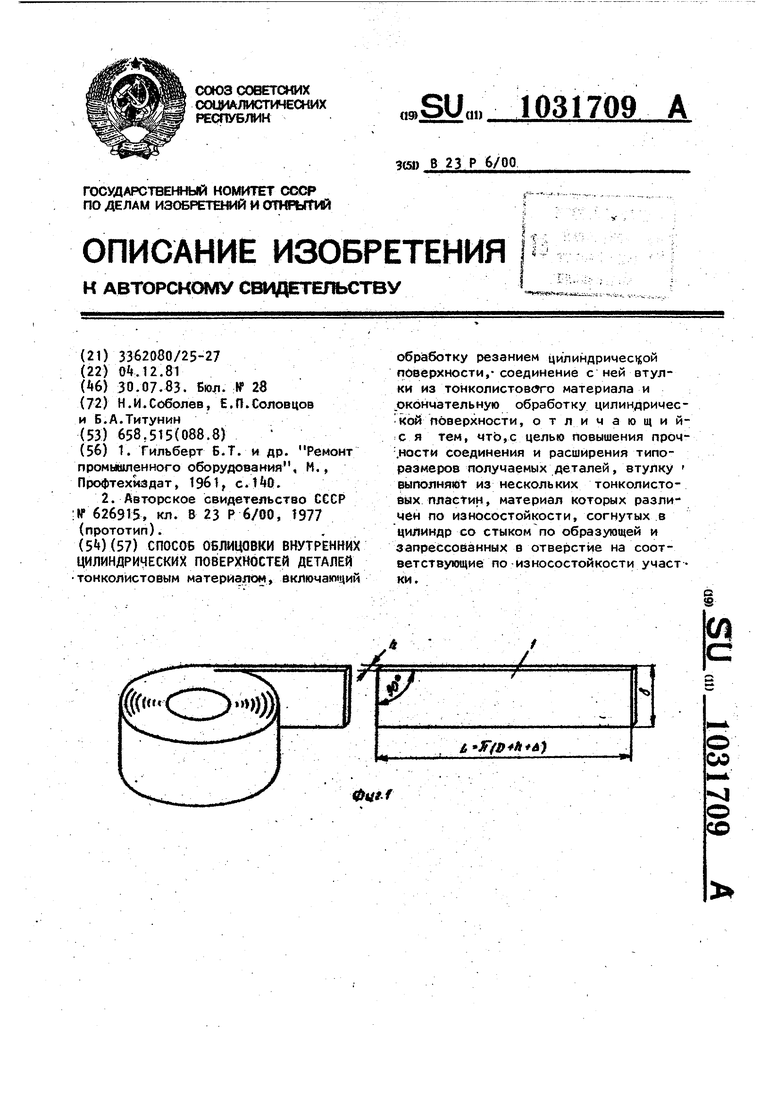
bo t ИзоЬретение относится к машин б строению, преимущественно к производству деталей с цилиндрическими отверстиями и может быть использова как при изготовлении новых, так и .при восстановлении изношенных внутренних цилиндрических поверхностей отверстий деталей. Известен способ восстановления изношенных внутренних цилиндрических поверхностей деталей, включающи обработку изношенной поверхности, вклеивание ремонтной втулки и после дующую ее обработку СООднако такой способ не обеспечи вает прочности клеевого соединения втулки с облицовываемой поверхность а для различных типоразмеров детале требуются различные втулки. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ об лицовки внутренних цилиндрических поверхностей деталей тонколистовым материалом, включающий обработку ре занием цилиндрической поверхности, соединение с ней втулки из тонколистового материала и окончательную обработку цилиндрической поверхности1:21. .: Однако и в этом способе не обеспечивается тоебуемая ПРОЧНОСТЬ соединения втулки с внутренней поверхностью отверстия. Кроме того, способ облицовки поверхности цилиндрических отверстий не позволяет получить переменную по высоте отверстия износостойкости, облицованной поверхности.. Цель изобретения - повышение проч ности соединения и расширение типоразмеров полумаемых деталей. Поставленная цель достигается тем, что в способе облицовки внутрен них цилиндрических поверхностей деталей тонколистовым материалом, включающем обработку .резанием цилинд рической поверхности , соеди1нение с ней втулки из тонколистового материала и окончательную обработку цилиндрической поверхности,втулку выполняют из нескольких тонколистовых пластин, материал которых различен по износостойкости, согнутых в цилиндр со стыком по образующей и за09прессованных в отверстие на соответ ствующие по износостойкости участки. На фиг.1 изображено изготовление облицовочной пластины из тонкой стальной ленты; на фиг,2 - радиальное сжатие свернутой пластины; на фиг.З - запрессовка радиально обжатой и находящейся в напряженном состоянии пластины в цилиндрическое отверстие детали; на фиг, - деталь с переменной по высоте отверстия облицовочной поверхностью. Пример . Производят облицовку отверстия чугунных деталей длиной 210 мм с номинальным диаметром (после облицовки) . Ставят три пояса бблицовочного материала толщиной 0,5 мм. Два пояса из стали 65 Г, а третий - в зоне мaкcи льного износа - из стали ЗбКХТЮ. Пластины из холоднокатаной, термически обработанной, упругой стальной ленты шириной 70 мм отрезают на специальных гильотинных ножницах полосками длиной 290,71-а-(1 Пластины слегка изгибают поперек длинной стороны и устанавливают в обжимное устройство - пресс-матрицу; 8 ней изгиб завершают до придания пластине формы цилиндра, В таком виде свернутая пластина подвергается радиальному обжатию в пресс-матрице до тех пор, пока ее внутренний размер не достигает величины мм. . После этого обжатия пластина вместе с пресс-матрицей устанавливается против отверстия и ступенчатым пуансоном пресса перемещается из пресс-матрицы на поверхность отверстий до нужного места. После этого пуансон отводят, пресс-матрицу снимают и процесс повторяется для второй и третьей пластины.. 6 данном случае третья пластина из стали ЗбКХТЮ установлена последней на участок максимального износа поверхности отверстия. Использование предлагаемого способа позволяет повысить прочность соединения облицовочного материала с поверхностью отверстия детали, а также расширить типоразмеры получаемых деталей.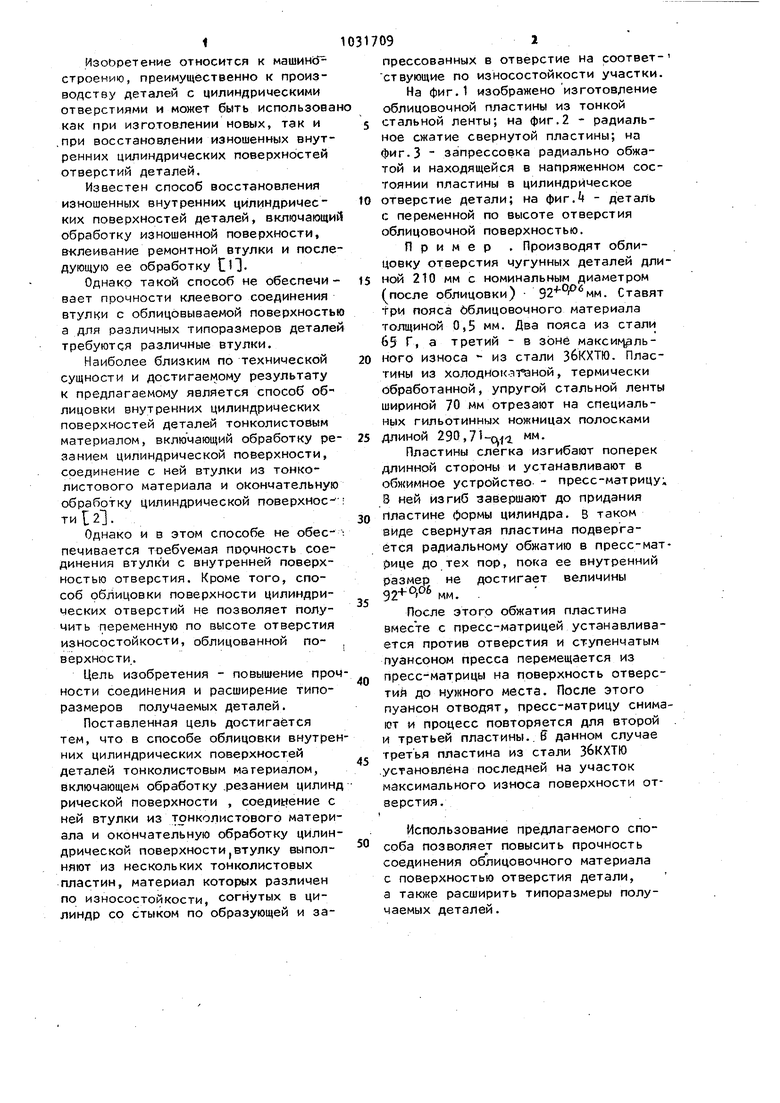
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления цилиндрических деталей | 1991 |
|
SU1811464A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВТУЛОК ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2257990C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
г
w/)y/////})
у2
У//////////////7/.
NVVI
N
фиг. J
(
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гильберт Б.Т | |||
| и др | |||
| Ремонт промыйшенного оборудования, М,, Профтехмздат, 19б1, с.ЙО | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Состав электродного покрытия | 1977 |
|
SU626915A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
