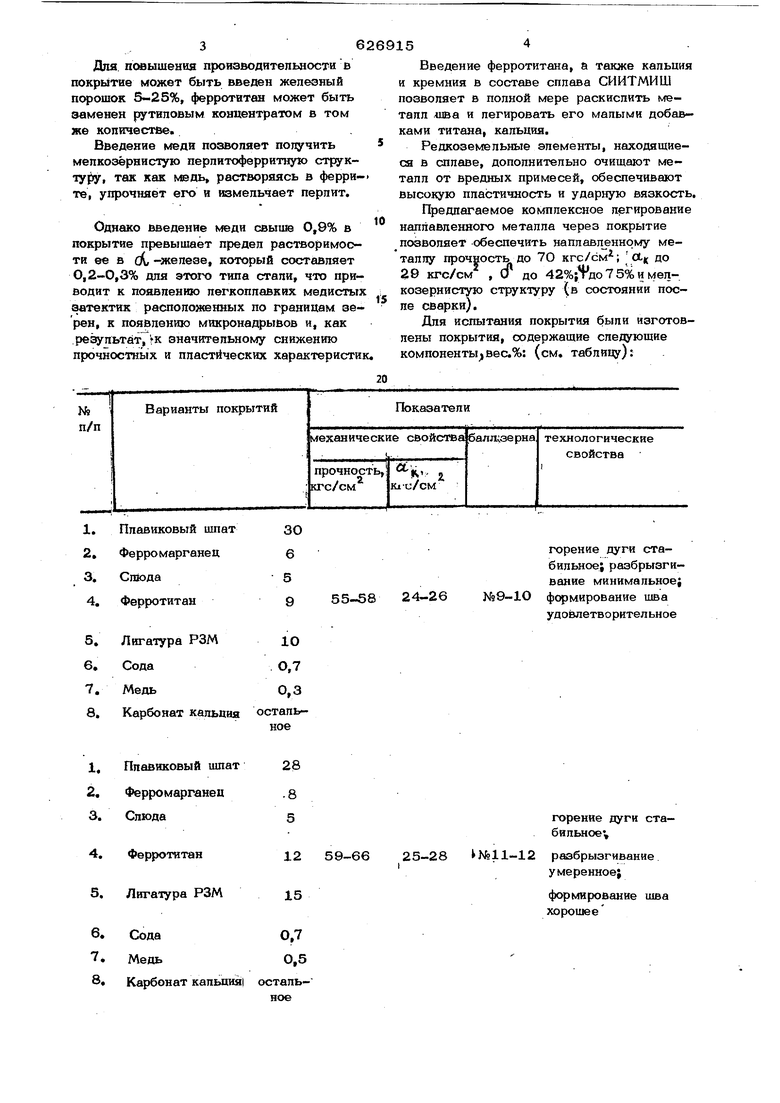
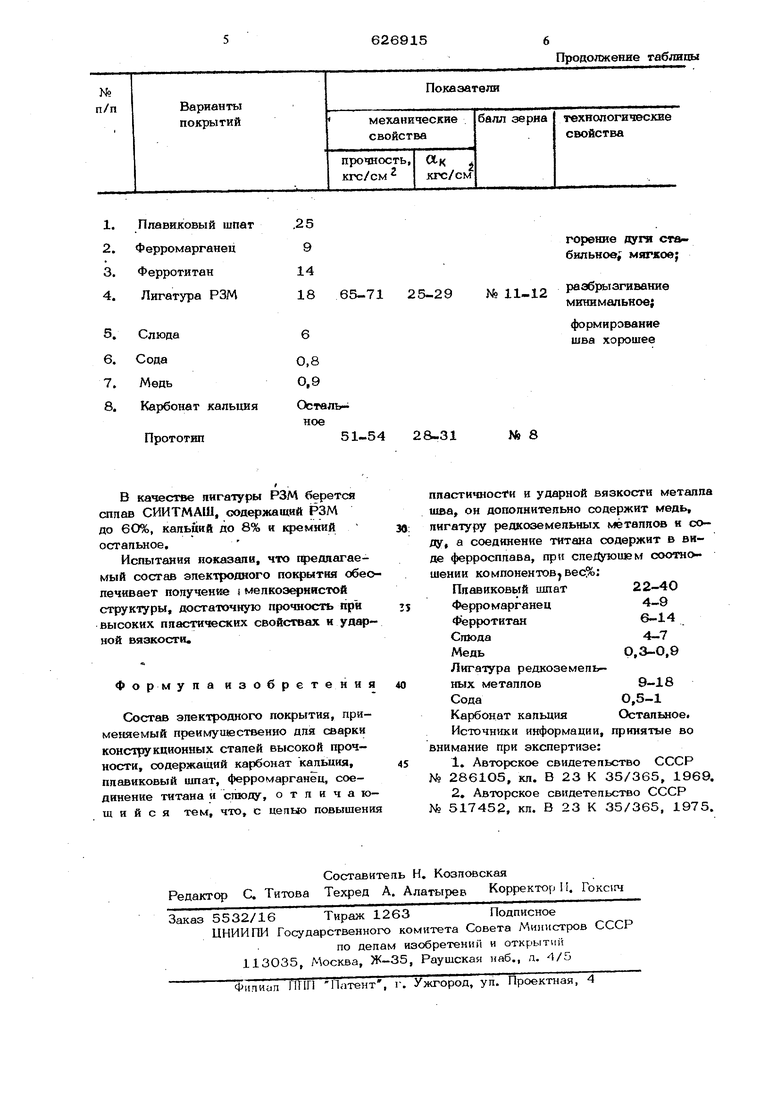
Изобретение относится к сварке, в ч ности к составу электродного покрытия, применяемого преимущественно для свар ки конструкционных сталей высокой про ности. Известен состав покрытий, содержащий следующие компоненты, вес.%: 50-52 Мрамор Плавиковый шпат 14-15 Кварц. Ферромарганец Ферросилиций 1О-14 Ферротитан 5-10 l. Окислы РЗМ Недостатком этого состава является невозможность применения его при свар Ев конструкдаонных степей, так как металл шва обладает недостаточной прочносгыо. Наиболее блввким к гареппвгаемому является состав апектродноого покрытия содержащий следующие компоненты, вес. кальция34-38 Плзввковый шпат27-32 4-8 Ферромарганец 3-12 Ферросилиций Рутиповый концентрат 3-13 Ферроцерий 0,5-6 5-8 2. Однако это покрытие не обеспечит достаточной пластичности и ударной кости металла uffia. Для повыщення пластичности и ударной кости металла шва состав покрытия олнительно содержит медь, лигатуру коземельных металлов и соду, а соеение- титана в виде ферросплава, при дующем соотношении компонентов, . %: Плавиковый шпат22-4О Ферромарганец4-9 Ферротитан6-14 Слюда4-7 МедьО.З-О,9 Лигатура редкозекдальных металлов9-18 СодаО,5-1 Карбонат кальцияОстальное. Для пшэышения производительности в покрытие может быть введен железный порошок 5-25%, ферротитан может быть заменен рутиповым концентратом в том же количестве.. Введение меди позволяет получить мелкозернистую перлитоферритную структуру, так как медь растворяясь в феррите, упрочняет его и иэмельчает перлит. Однако введение меди свыше 0,9% в покрытие превышает предел растворимости ее в 0 -железе, который составляет 0,2-0,3% для этого типа стали, что приводит к появленшо легкоплавких медистых эатектик расположенных по границам зерен, к появлению микронадрывов и, как результат, гк значительному снижению прочностных и пластических характеристи Введение ферротитана, а также кальция и кремния в составе сплава СИИТМИШ позволяет в полной мере раскислить металл ива и легировать его малыми добавками титана, кальция. Редкоземельные элементы, находящиеся в сплаве, дополнительно очищают металл от вредных примесей, обеспечивают высокую пластичность и ударную вязкость. Предлагаемое комплексное легирование наплавленного металла через покрытие позволяет -обеспечить наплавленному металлу прочность до 70 кгс/см ; ct|f до 29 кгс/см , Сг до 42%}Чдо 7 5% и мелкозернистую структуру (в состоянии после сварки). Для испытания покрытия были изготовлены покрытия, содержащие следующие компонентыj|Bec.%: (см, таблицу):
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1983 |
|
SU1094711A1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Состав электродного покрытия | 1991 |
|
SU1776527A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС | 2011 |
|
RU2471601C1 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
| ПОКРЫТИЕ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2010 |
|
RU2433027C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| Шихта порошковой проволоки | 1977 |
|
SU733931A1 |
| Порошковая проволока для сварки чугуна | 1988 |
|
SU1496972A1 |
Плавиковый щпат
ЗО 6 5 9
Ферромарганец
Слюда
55-58 24-26
Ферротитан
Лигатура РЗМ
Ю 0,7
Сода
Медь 0,3
Карбонат кальция остальное
28
Плавиковый щпат
Ферромарганец
8 5
Слюда
Ферротитан
12 59-66
Лигатура РЗМ 15
7,Медь0,5
8 Карбонат кальция остальное
горение дуги стабильное; разбрызгивание минимальное; 1О формирование щва удовлетворительное
горение дуги стабильное,
28 k №11-12 разбрызгивание
умеренное;
формирование шва хорошее
Продолжение твблнпы
