Известны способы комбинированного внутреннего н внешне1о формования обуви с применением раздвижных колодок и затяж Н:,1Х пластин.
Описываемый способ в отличие от известных дает возможность одповремеиного формования и затяжкн двух нолупар обуви.
Для этого изготовляют цельную или состроченную спаренную заготовку для двух полупар обуви, формуют заготовку одновременно на двух, обращенных одна к другой своим с.гедом, колодках и разрезают отформованную заготовку иа две полупары.
Оборудование для выполиен1:я этого способа состоит из станка для центрирования заготовки, на колодках н формования заготовки изнутри, а также полуавтомата для попарного виеншего формования заготовок. Особенность первого станка заключается в том, что он включает монтированный на станке, с возможностью его съема, узел для центрирования заготовки на колодках и формования заготовки изнутри. Этот узел выполнен в виде кронштейна, несущего закрепленный на нем перемещающийся сердечник с монтированным в нем обоюдоострым ножом, предназначенный для надевания на него парной заготовки, двух заводимых в пяточную часть заготовки подпр окиненных рожков, служащих для удержания заготовки в растяргутом ноложенин, удобном для заведения колодок, и двух поворотных при полющи рейки, секторно н:естере ки и рычагов раздвижных колодок, предназначенных для форлювания загоговки изнутри. Полуавтомат для попарного внеищего формования заготовок, состоящий из поворотной в вертикальной плоскости карусели, которая несет перемещаемые от эксцентриков пластины для круговой затяжки заготовки, отличается тем, что для предохранения материала заготовки от перемещения из зоны одной полупары в зону другой полунары затяжль 123867
ные пластины снабжены иго.1ками, взаимодействую цими с материалом заготовки.
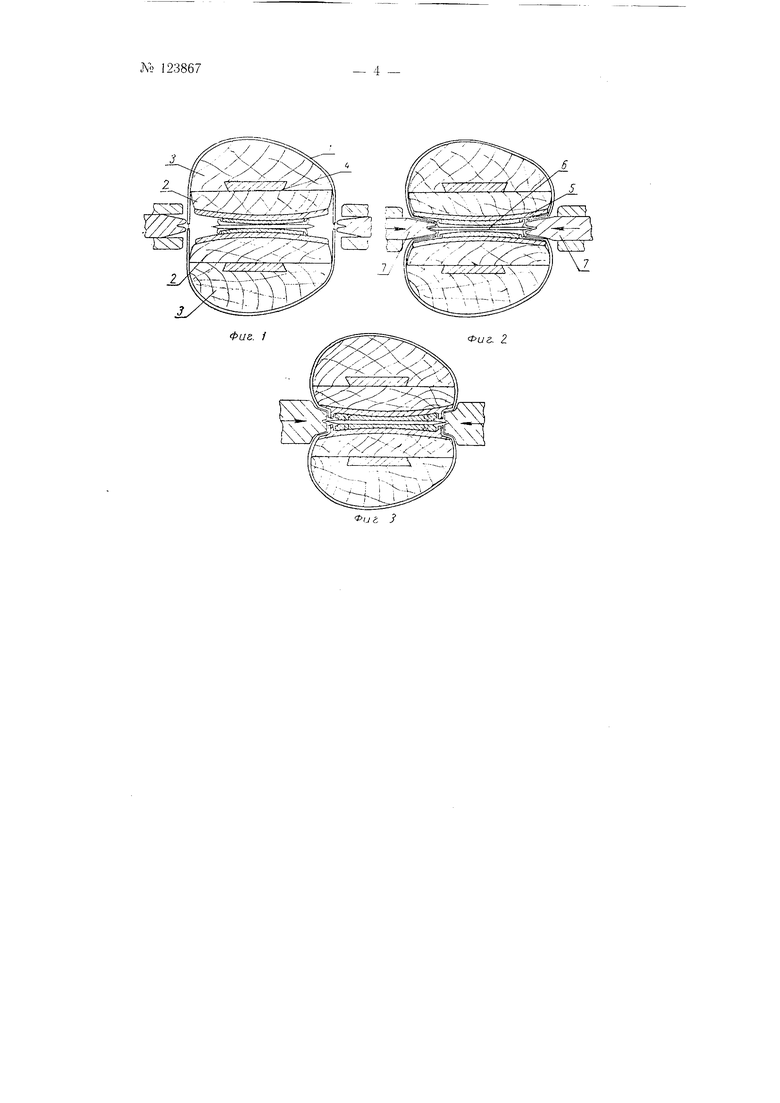
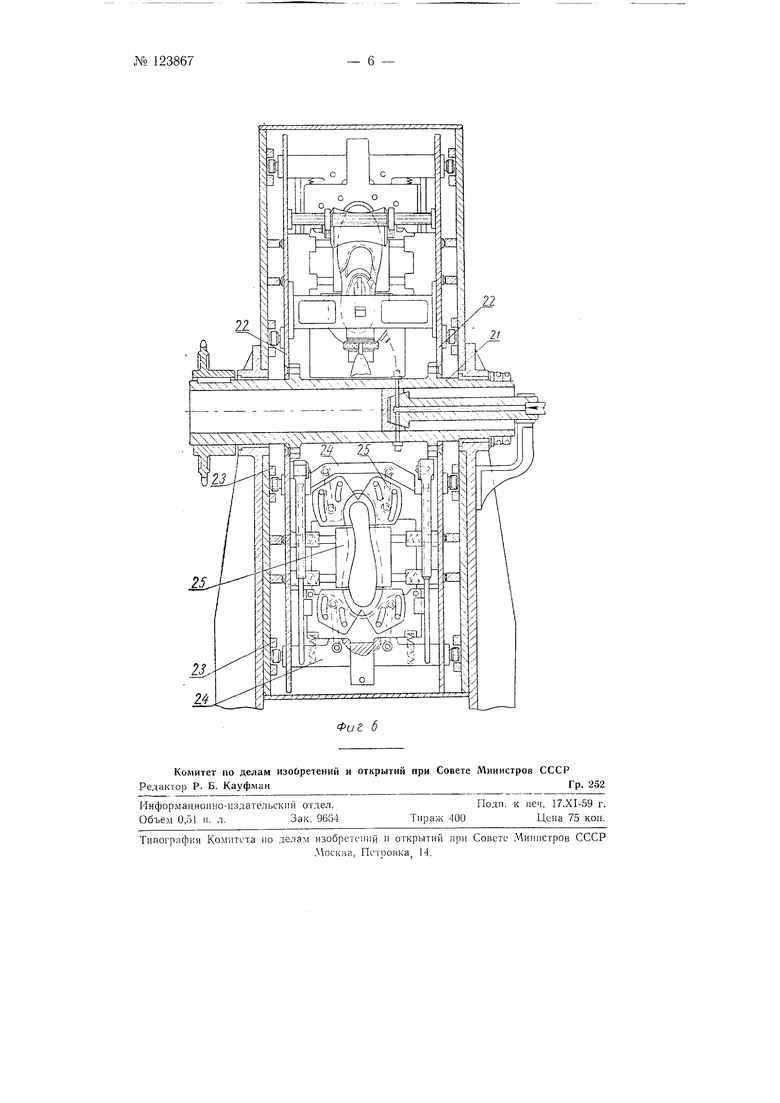
На фиг. 1, 2 и 3 изображены начальная и конечная стадии предложенного способа формовамня клеевой и рантовой обуви; на фиг. 4 н 5- станок для цептрирования заготовки на колодках и формования заготовки изнутри в двух нроекцнях; на с|зиг. 6-полуавтомат для внешнего формования заготовки.
Изготовляют цельную илн состроченную спаренную заготовку / д.тя двух нолунар обуви н формуют заготовку одновременно на двух обращенных своим следом колодках 2 и 3. Сначала производят внутреннее ({юрмование, глав1Пз1м образом, в продольном направлении путем раздвигания верхней 3 относительно нижней 2 частей колодок но направляюн1,им 4. К колодкам заранее нрнкрепляют стельку 5. Края стельки и заготовки предварительно смазаны клеем. Между колодками внутри разменхен обоюдоострый нож 6, к которому прижимаются перемещающиеся в горизонтальном направлеьии пластины 7. Они прижимают края заготовки к краго стельки н производят вненл1ее формование, а нож 6 разрезает отформованную заготовку па две полупары.
Для осун:ествле1П1я этого способа нредложен станок для центрироваппя заготовки па колодках и формования заготовки изнутри и полуавтомат .тля попарного внепл его формования заготовок. Первый станок включает укренленный на станнне 8 кроп1птейн 9, несущий стакан .10, в n:pHMoyro.ibHo.M отверстии которого закреплен с возможностью съема сердечник // с монтированным в нем обоюдоострым ножом 12- На этот сердечник надевается парная заготовка 13. В няточную часть заготовки / заводятся подпружиненные рожкп 14 для удержания заготовки в растянутом положении, необходимом для заводки в нее колодок. На станине стайка монтированы два новоротных рычага 15, поворачиваемых навстречу один другому нрн noiMomn секторных шестерен 16, сцепляюНихся с реГ1ками 17. Последние одновременно опускаются вниз посредством пожной педали (па чертеже пе показана). Каждый рычаг 15 несет подпружиненный палец 18, входяпшй в отверстие колодки 19 и взаимодействукопдий с )езьбовым и;тырем 26 для навинчивания на сердечник //. Нажи.мом на недаль рычаги /5 поворачиваются навстречу один другому и надетые на них раздвижные колодки 19 входят в заготовку 13. Резьбовой щтырь 20 навинчивается при помонди маховичка и пальца 18 на сердечник // и центрирует ко.лодки с заготовкам;- относительно сердечника.
Поеле этого, части колодок 19, производят внутреннее формование спареппой заготовки. Зате.м па.чьцьг }8 при номоши маховичка вьыягивают из колодок, рычаги /л возвращаются в исходное положенпе, а узел, еостояши из сердечника // с нрик)енленными к нему колодками с заготовкой, снимается с кронштейна .9 и передается на полуавтомат для попарного внешнего формова(гия заготовок. Этот полуавтомат включает карусель, еостоящую из периодически вращающегося вала 21, на котором насажена нара дисков 22; последние несут перемещаемые от эксцентриков 23 траверсы 24 с нодпружипенными пластинами 25 для внешнего формования заготовок; пластины снабжены иголками (на чертеже не показаны), взаимодействующими с материалом заготовки. Ролики траверс 24, взаимодействуя с эксцентриками 23, при повороте карусели перемещают пластины 25 по направлению к заключенному между колодками с заготовкой сердечнику 11 с монтированным в нем ножом 12. Пластины 25 прижимают края заготовки к покрытой клеем стельке. Одновременно нож 12 разрезает спаренпую отформованную заготовку на две пюлупары.
Предмет изобретения
1.Способ комбинированного внутреннего и внешнего формования обуви с применением раздвижных колодок и затяжных noiacTiiii, отличаю пд и и с я тем, что, с целью одновременного формования и затяжки двух полупар обуви, изготовляют цельную или состроченную спаренную заготовку для двух полупар обуви, формуют заготовку ОлДиовременно на двзх обращенных друг к другу своим следом колодках и разрезают отформованную заготовку на две полупары.
2.Оборудование для выполнения предлагаемого способа формования, отличающееся тем, что оно состоит из станка для центрирования заготовки на колодках и формования заготовок изнутри и полуавтомата для попарного внешнего формования заготовок.
3.Форма выполнения станка по п. 2, отличающаяся тем, что он состоит из монтированного на станине, с возможностью его съема, узла для центрирования заготовки на колодках, формования заготовки изнутри и последующего разрезания заготовки на две полупары, выполненного в виде кронштейна, несущего закрепленный на нем перемещающийся сердечник с монтированным в лем обоюдоострым ножом, служащий для надевания на него парной заготовки, двух заводимых в пяточную часть заготовки подпружиненных рожков для удержания заготовки в растянутом положении, удобном для заведения колодок, и двух поворотных при помощи рейки, секторной шестеренки и рычагов раздвижных колодок, служащих для формования заготовки изнутри.
4.Форма выполнения полуавтомата для попарного внешнего формования заготовок по п. 2, состоящего из поворотной в вертикальной плоскости карусели, несущей перемешаемые от эксцентриков пластины для круговой затяжки заготовки, о т л ич аю щ а я ся тем, что для предохранения материала заготовки от перемещения из зоны одной полупары в зону другой полупары затяжные пластины снабжены иголками, взаимодействующими с материалом заготовки по линии их стыка.
o
Ir
J
;;
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для формования обуви изнутри | 1959 |
|
SU127921A1 |
| Полуавтомат для формования и сборки обуви клеевого метода крепления подошвы | 1958 |
|
SU118151A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| Скобочный аппарат к затяжной машине для круговой затяжки меккейной обуви | 1939 |
|
SU58552A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы | 1957 |
|
SU113396A1 |
| Полуавтомат для проведения операций обтяжки и клеевой затяжки заготовки, формования заготовки на колодке, центрирования деталей низа и клеевого крепления подошв | 1960 |
|
SU137789A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Машина для предварительной вытяжки и формования заготовок обуви | 1960 |
|
SU135363A1 |

00
|p5 - Bjit-
2 -:й;: - | - 1- i -IП