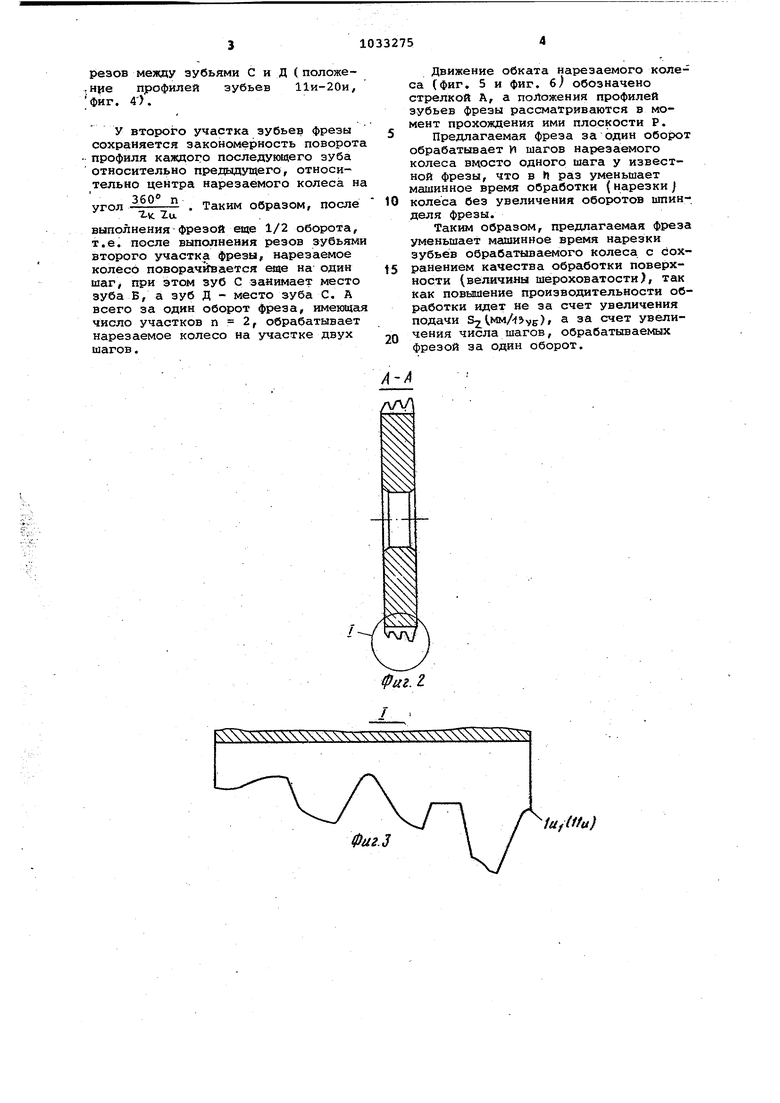
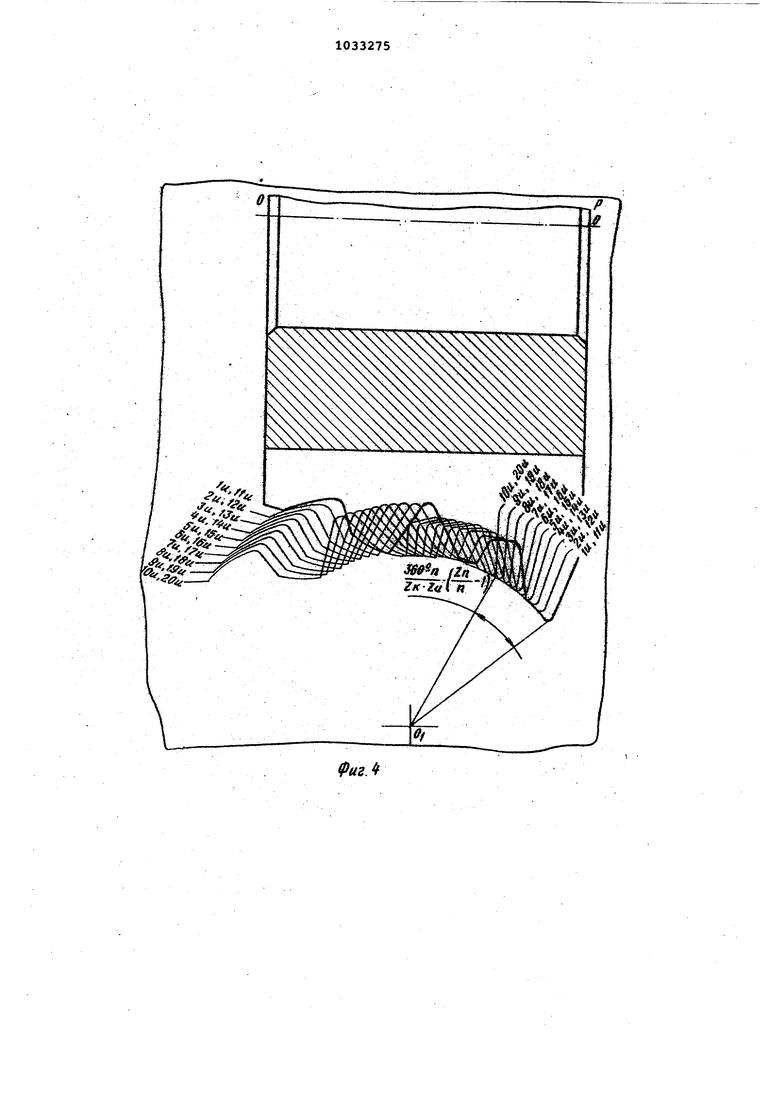
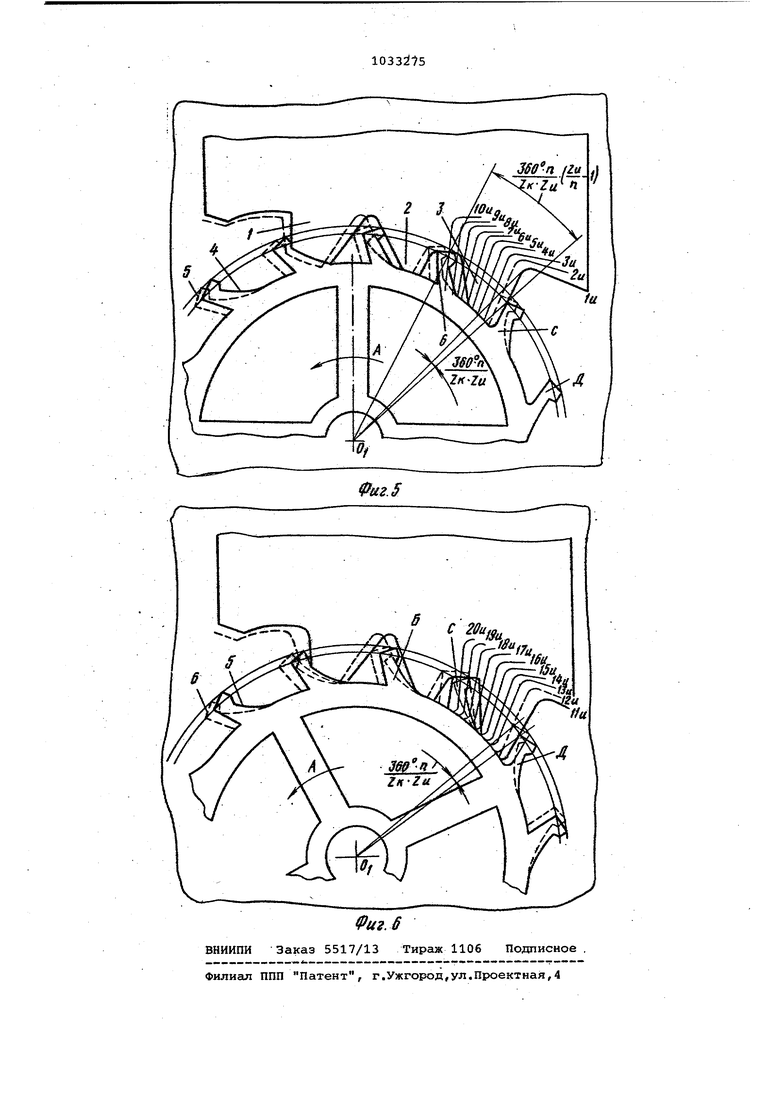
Изобретение относится к металлообработке, в частности к инструмент для изготовления цилиндрических колес с несимкетричньтм поднутренным профилем зуба и может быть использовано в приборостроительной ленности для изготовления анкерных колес. По основному авт.,св. № 901005 известна фреза, в которой за один ее оборот нарезаемое колесо поворачивается на один шаг равный ,360° Г Однако при работе указанной фрезой йа зубофрезерном станке, имеюще какую-то конкретную максимальную частоту вращения фрезерного шпинделя, повышение производительности последнего возможно только за счет увеличения подачи S 2 (.), которое ведет к повышению шероховатости обрабатываемой поверхности зуба нарезаемого колеса, либо- к изменению конструкции станка с целью увеличения частоты вращения фрезерного шпи деля с одновременным повышением сто кости режущего инструмента. Цель изобретения - повышение про изводительности зубообработки. Указанная цель достигается тем, что зубья фрезы сгруппированы в У участков, в каждом из которых последовательно одинаковое расположение зубьев в пространстве относительно оси фрезы, и каждый последую щий зуб любого участка фрезы повернут относительно предьщущего зуба вокруг оси нарезаемого колеса на 360° п угол равный где п - число участков фрезы с последовательно одинаковым расположением зубьев в пространстве относительно оси фрезы; 7.) - число зубьев нарезаемого колеса:, 2и. - число зубьев фрезы, причем .Ztclh - целое число. На фиг. 1 изображена фреза-, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел L на фиг.2 на фиг. 4 - последовательные положе НИН профилей зубьев фрезы в моменты прохождения ими плоскости Р, проход щей через ось фрезы и перпендикуляр ной плоскости резания; на фиг. 5 схема взаимодействия зубьев первого участка фрезы с нарезаемым колесом; на фиг. б - схема взаимодействия зубьев второго участка фрезы с нарезаемым колесом. Фреза фиг. 1) имеет 20 зубьев -и два участка, т.е. п 2. Первый участокфрезы включает зубья: 1и 10и; второй участок: .11и-20и. В обоих участках зубья имеют последовательно одинаковое расположение зубьев в пространстве относительно оси фрезы. Так, например, если повернуть зуб 11 вокруг оси фрезы на 360° 360° угол --- , то профили зубьев п 1и и Ни совпадают (фиг. 3 . Каждый последующий зуб п-ного участка повернут относительно предыдущего зуба вокруг центра нарезаемого колеса на угол-s-J . Для фрезы (фиг. 1/, KZu360 2 где п 2, угол поворота равен . Z(c 2u :что и показано на фиг. 4. ;. Из фиг. 4 также видно, что профиль десятого зуба фрезы (Юн) повернут относительно.:профиля первогоп fliL О . зуба (1и) на угол . 2и ) дробь-- ( а. для данной фрезы показывает число зубьев, принадлежащих одному п-ному участку фрезы. . Все три режущих выступа f фиг,5 , ПОЗ. 1-3) зуба 1и фрезы выполняют нарезку зубьев. Так как нарезка колеса осуществляется по методу обката, то пока зуб 1и выполняет свой профилирующий рез профиля 4, а затем уступает место зубу 2и фрезы, нарезаемое колесо, а следовательно, и профиль 4, повернутся на угол н займут место, обозначенное пунктирной линией 5, поэтому второй зуб 2и для продолжения процесса резания должен,догнать убегающий из зоны резания, нарезанный первым зубом 1и профиль, в связи с чем профиль второго.зуба выполнен повернутым относительно первого на угол 360 вокруг центра нарезаемого колеса. Для рассматриваемой фрезы , т.,е. фреза имеет два участка зубьев. Если для упрощения рассматривать работу только одного выступа зуба 3 фрезы (фиг. 5), то увидим, что за 1/2 оборота фрезы выступы 3 всех десяти зубьев первого участка фрезы производят профилирующие резы между зубьями Б и С { положение профилей зубьев , фиг, 5 а нарезаемое колесо поворачивается на один шаг, при этом зуб С занимает место зуба Б, а зуб Д - место зуба С. Положение анкерного колеса, повернутого на один шаг после его нарезки первым участком зубьев фрезы (зубья 1и-10и) изображено на фиг. б контурной сплошной линией 5. На фиг. 6 видно, что в работу о нарезанию зубьев вступил второй часток фрезы с зубьями 11и-20и ри этом выступ 3 зубьев фрезы притупил к выполнению профилирующих
резов между зубьями С и Д ( положаНре профилей зубьев 11и-20и, фиг. 4).
У второго участка зубьев фрезы сохраняется закономерность поворота профиля каждого последующего зуба относительно предыдущего, относительно центра нарезаемого колеса на 360 п
Таким образом, после
угол
ttc lu
выполнения фрезой еще 1/2 оборота, т.е. после выполнения резов зубьями второго участка фрезы, нарезаемое колесо поворачивается еще на один шаг при этом зуб С занимает место зуба Б, а зуб Д - место зуба С. А всего за один оборот фреза, имекяцая число участков п 2, обрабатывает нарезаемое колесо на участке двух шагов.
Движение обката нарезаемого колеса (фиг, 5 и фиг. б) обозначено стрелкой А, а положения профилей зубьев фрезы рассматриваются в момент прохождения ими плоскости Р.
Предлагаемая фреза за один оборот обрабатывает И шагов нарезаемого колеса вмосто одного шага у известной фрезы, что в h раз уменьшает машинное время обработки {нарезки j колеса без увеличения оборотов шпинделя фрезы.
Таким образом, предлагаемая фреза уменьшает машинное время нарезки зубьев обрабатываемого колеса с сохранением качества обработки поверхности (величины шероховатости), так как повышение производительности обработки идет не за счет увеличения подачи Sj l MMAjvp), а за счет увеличения числа шагов, обрабатываемых фрезой за один оборот.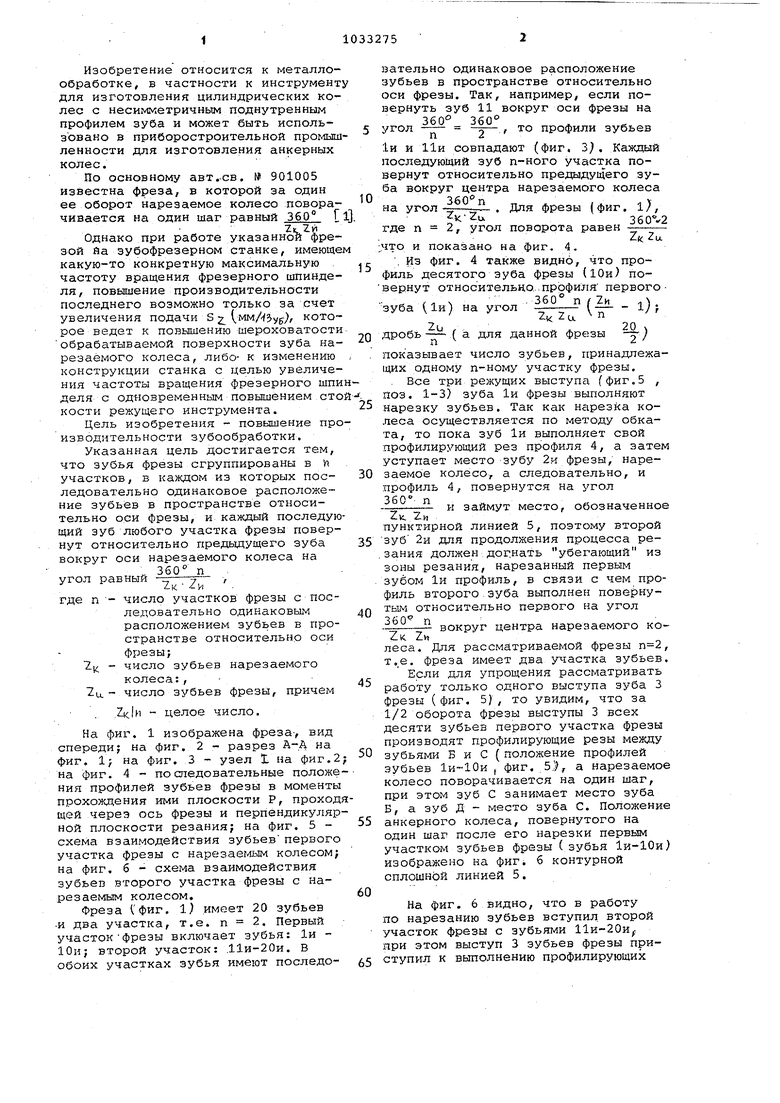
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза для нарезания цилиндрических колес с несимметричным поднутренным профилем зуба | 1979 |
|
SU901005A1 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХСЕКТОРОВ | 1971 |
|
SU301231A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕ»' | 1973 |
|
SU379343A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
ФРВЭА ДЛЯ ЙМЕЗАНИЯ ЦИЛИН РИЧЕСКИХ КОЛЕС С НЕСИММЕТРИЧНЫМ ПО НУТРЕНШН ЗУБА 110 авт. СВ. 1 96HJ05, о т л и.ч а ю щ а я с я тем, что, с целью повншенияЕ прс1иэвод11тельности зубоооработки, зубья фрезы сгруппированы в к- учас Kca&i St каждом из которых последова тельно одинаковое расположение эубьев в пространстве относительно оси фрезы, и кйждый послеяу е«вий зуб любого участка фрезы повернут относительно предыдущего зуба вокруг оси нарезаемого колеса на угол, рав« , где.п - число участков фреэы с последовательно одинаковым расположением зубьев в пространстве относительно оси фрезы| 2. - число зубьев нарезаемого ; колеса:, ZH - число зубьев фрезы, причем 1к1и - целое число.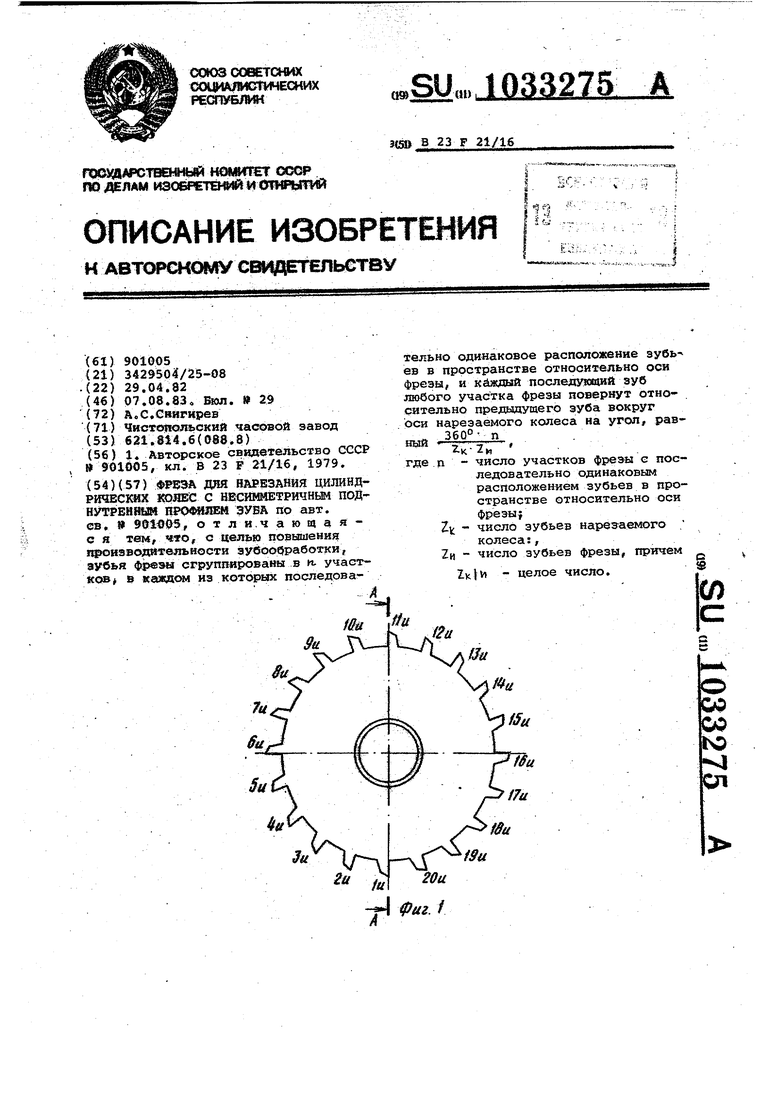
| I | |||
| Фреза для нарезания цилиндрических колес с несимметричным поднутренным профилем зуба | 1979 |
|
SU901005A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
