Изобретение относится к инструментам, используемым при работе на зуборезных станках, в частности к инструментам для изготовления цилиндрических колес с несимметричным, поднутренным профилем зуба, и может быть использовано в приборостроительной промышленности для изготовления анкерных колес.
Известна специальная червячная фреза для нарезания зубьев анкерных колес по методу обката, зубья которой расположены по винтовой линии в. пределах одного витка, а профилирующий рез осуществляется только одним зубом, расположенным на наибольшем удалении от оси вращения фрезы, благодаря эксцентричному закреплению фрезы. Каждый зуб фрезы имеет два режущих выступа 1.
У упомянутой червячной фрезы в работе участвует около половины зубьев, а в образовании профиля один. В процессе эксплуатации (за весь срок службы) производят четыре-пять ориентирований фрезы на профилирующий зуб, т.е. поворотов фрезы на эксцентричной втулке. Каждый режущий зуб фрезы имеет только два режущих выступа. Все вышеизложенное снижает износоустойчивость фрезы и производительность труда.
Цель изобретения - повышение производительности обработки, повышение износоустойчивости фрезы.
Указанная цель достигается тем, что каждый последующий зуб фрезы повернут относительно предыдущего зуба вокруг центра нарезаемого колеса или пакета нарезаемых колес на угол
60° . где Z - число зубьев нареfKZu,
заемого колеса, а Zu - число зубьев фрезы, при этом каждый зуб фрезы является профилирующим.
Число режущих выступов зуба фрезы равно трем-четырем.
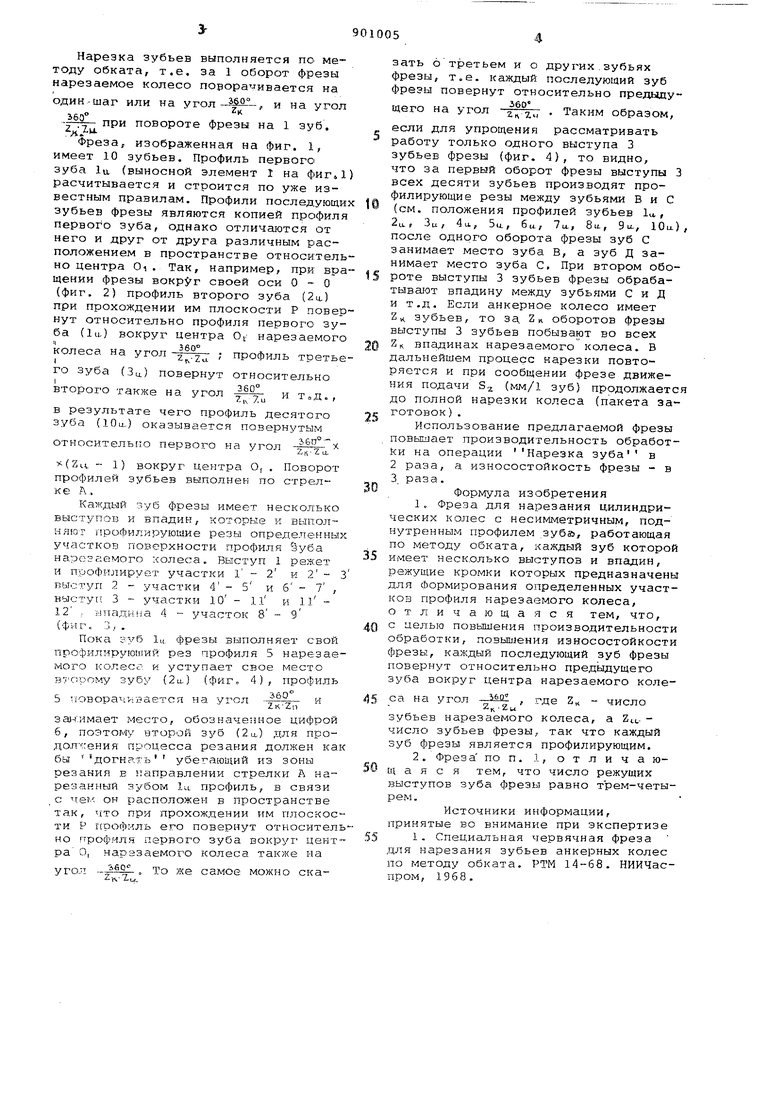
На фиг. 1 изображена фреза, общий вид; на фиг. 2 - последовательные положения профилей зубьев фрезы (lu.
Юц)
5и бц., 7а,
2ц, 3
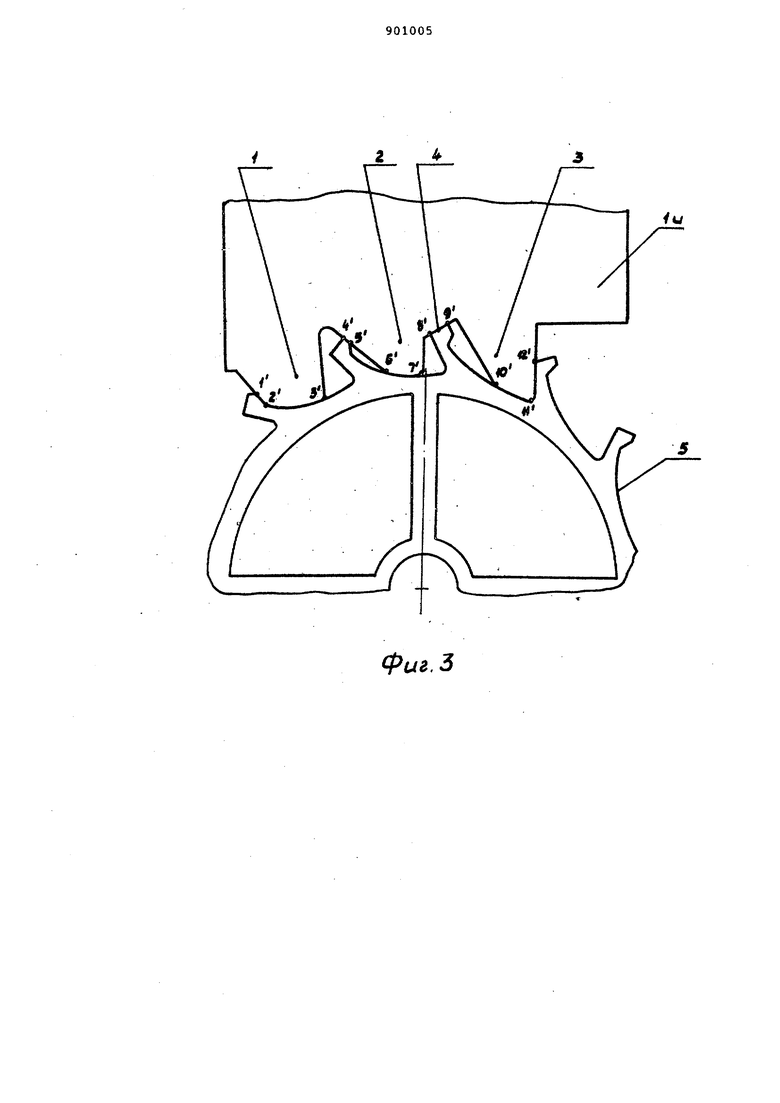
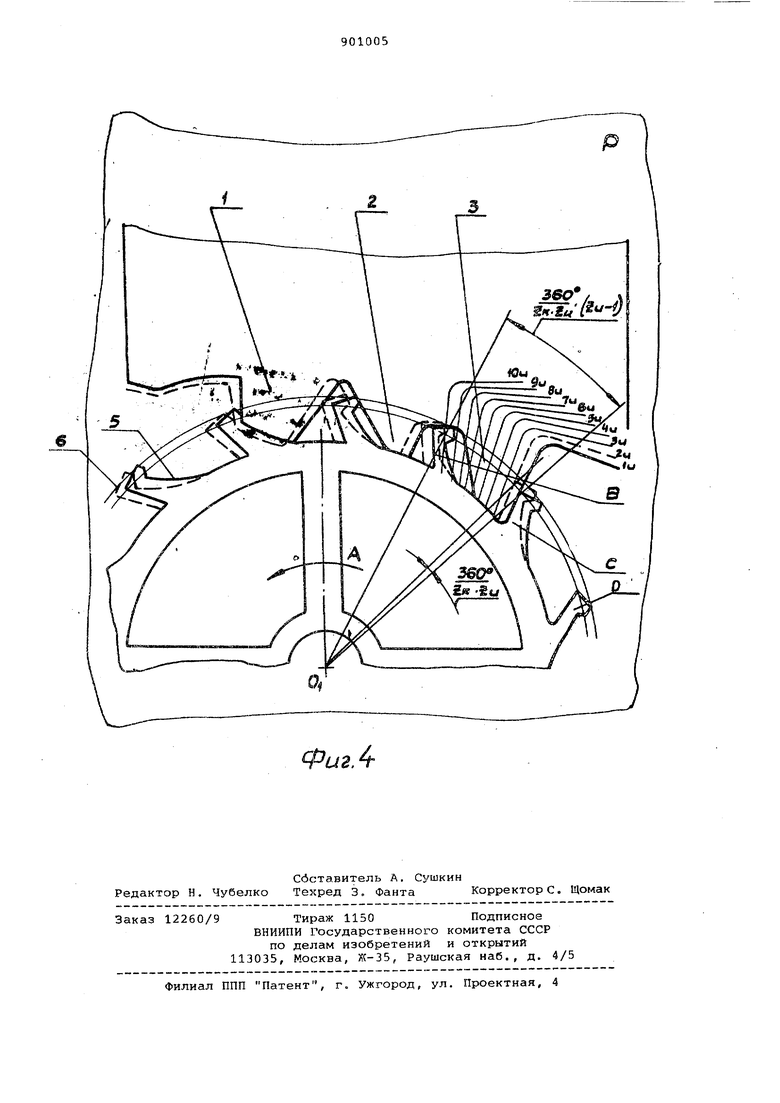
в моменты прохождения плоскости Р, проходящей через осэ фрезы и перпендикулярной плоскости резания; на фиг. 3 - выступы 1 - 3 и впадина 4 зуба фрезы (обозначены участки профиля 5 анкерного колеса, нарезаемые ими); на фиг. 4 - процесс нарезки
30 анкерного колеса фрезой. Нарезка зубьев выполняется по методу обката, т.е. за 1 оборот фрезы нарезаемое колесо поворачивается на один-шаг или на угол °°-, и на угол --- при повороте фрезы на 1 зуб. Фреза, изображенная на фиг. 1 имеет 10 зубьев. Профиль первого зуба 1а (выносной элемент 1 на фиг расчитывается и строится по уже известным правилам. Профили последующ зубьев фрезы являются копией профил Первого зуба, однако отличаются от него и друг от друга различным расположением в пространстве относител но центра Oi. Так, например, при вр щении фрезы вокруг своей оси 0-0 (фиг. 2) профиль второго зуба (2ц,) при прохождении им плоскости Р пове нут относительно профиля первого зу ба (lu,) вокруг центра Of нарезаемог чЗвО колеса на угол . ; профиль треть го зуба (За) повернут относительно второго также на угол у и т.д., в результате чего профиль десятого зуба (10и) оказывается повернутым относительпо первого на угол (Zi -- 1) вокруг центра О, . Поворот профилей зубьев выполнек по стрелке А,. Каждый зуб фрезы имеет несколько выступов и впадик, которые к выполняют профилирующие резы определенны участков поверхности профиля нарезаемого колеса. Выступ i режет и профилирует участки 1 - 2 и 2 выступ 2 - участки 4 - 5 и б - 7 , выступ 3 - участки 10 - 11 и 1112 . иттадина 4 - участок 8 - 9 (фиг. 3,. Пока y-jpj 1ц фрезы выполняет свой профилирующий рез профиля 5 нарезае мого колесс. и уступает свое место В70рому зубу {2ч.} (фиг. 4), профИль 5 10ворач :вается на угол зан:нмает место, обозначенное цифрой 6, поэтому второй зуб (2и,) для продт;ол- :ения процесса резания должен ка бы догнать убегающий из зоны резания в направлении стрелки А нарезанный зубом ILL ПРОФИЛЬ, В СВЯЗИ с чек он расположен в пространстве так, что при прохождении им плоско ти Р профиль его повернут относител но г-рофиля первого зуба вокруг цен ра О. нарезаемого колеса также на угол же самое можно сказать о третьем и о других.зубьях фрезы, т.е. каждый последующий зуб фрезы повернут относительно предыдущего на угол Таким образом, если для упрощения рассматривать работу только одного выступа 3 зубьев фрезы (фиг. 4), то видно, что за первый оборот фрезы выступы 3 всех десяти зубьев производят профилирующие резы между зубьями в и С (см. положения профилей зубьев lu,, 2u. Р 3u , 4а, 5а, би., ILL, 8ч-, 9 и-, lOu.), после одного оборота фрезы зуб С занимает место зуба В, а зуб Д занимает место зуба С. При втором обороте выступы 3 зубьев фрезы обрабатывают впадину между зубьями С и Д и т.д. Если анкерное колесо имеет Z зубьев, то за 2 и оборотов фрезы выступы 3 зубьев побывают во всех 2р. впадинах нарезаемого колеса. В дальнейшем процесс нарезки повторяется и при сообщении фрезе движения подачи Зз (мм/1 зуб) продолжается до полной нарезки колеса (пакета заготовок ) . Использование предлагаемой фрезы повышает производительность обработки на операции Нарезка зуба в 2 раза, а износостойкость фрезы - в 3, раза. Формула изобретения 1,. Фреза для нарезания цилиндрических колес с несимметричным, поднутренным профилем зуба, работающая по методу обката, каждый зуб которой имеет несколько выступов и впадин, режущие кромки которых предназначены для Формирования определенных участков профиля нарезаемого колеса, Отличающаяся тем, что, с целью повышения производительности обработки, повЫ1иения износостойкости фрезы, каждый последующий зуб фрезы повернут относительно предыдущего зуба вокруг центра нарезаемого колеса на угол , где %« - число зубьев нарезаемого колеса, а Zt.i.- число зубьев фрезы, так что каждый зуб фрезы является профилирующим. 2. Фреза по п. 1, отличающ а я с я тем, что число режущих выступов зуба фрезы равно трем-четыpe i. Источники информации, принятые во внимание при экспертизе 1. Специальная червячная фреза для нарезания зубьев анкерных колес по методу обката. РТМ 14-68. НИИЧаспром, 1968.
5u
ЛлЛ
9u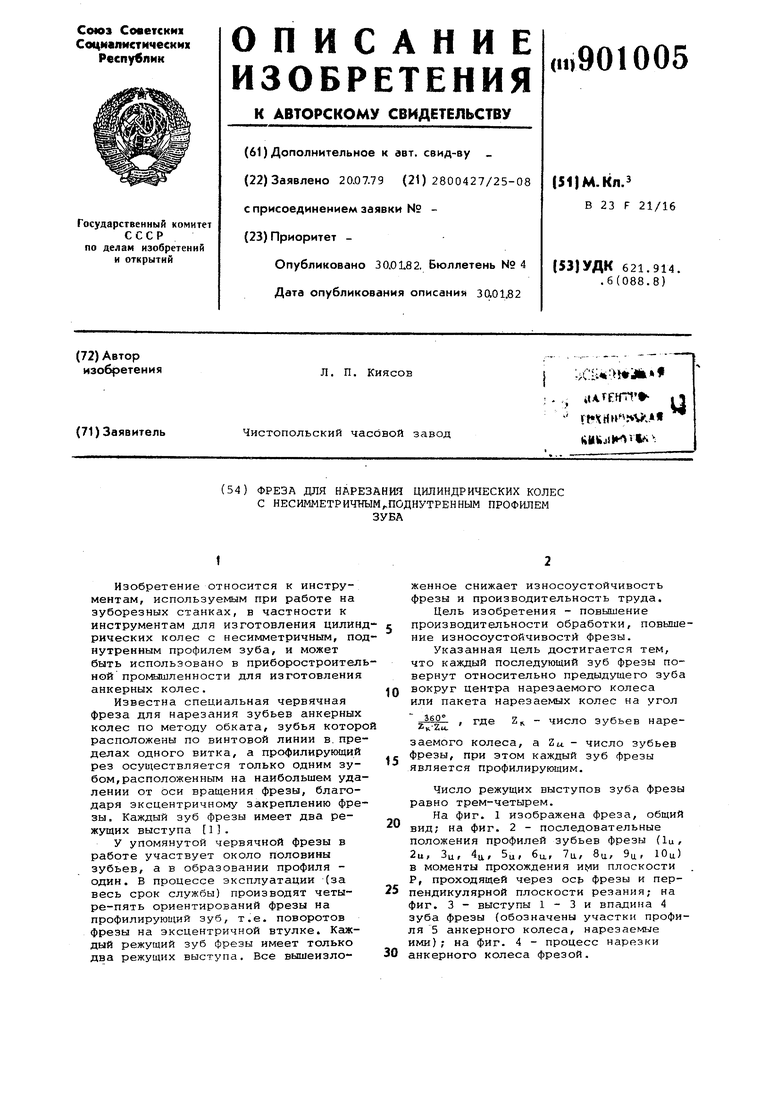
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза для нарезания цилиндрических колес с несимметричным поднутренным профилем зуба | 1982 |
|
SU1033275A2 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
| Способ нарезания косозубых торцовых колес фрезой | 1990 |
|
SU1798063A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1998 |
|
RU2134184C1 |
Фиг.1
(риг, 5
Фиг. 4
