Изобретение относится к произЕодсгву изделий из композиционных :у| теркалоБ Известен способ изготовления обо лочки методом продольно-поперечной намотки, согласно которому слои поперечной арматуры по толщине оболоч ки чередуются со слоями продольной арматуры tl. Таким способом можно изготавливать, 3 основном, прямые цилиндрические изделия, применение способа, например, для намотки конических из делий ограничено, так как укладка продольной арматуры на разных диаме рах приводит автоматически к неравн мерному количеству ее по толщине. Кроме того, данным способом невозгюжио получать конические изделия с углом при вершине больше угла трени стекломатериала об оправку из-за сползания поперечной арматуры, НзЕестен.способ изготовления о5о лотки методом спиральной намотки z При намотке конических изделий данньад способом для предотвращения сползания нитей их укладку производят с переменным углом, что приводит к неравномерной толщине полученных изделий, большей на малом диаметре и --1екьшей на большом. Наиболее близким по технической супдности к изобретению является спо соб изготовления оболочки методом н мотки на оправку с заданным шагом нетканой ленты, образованной двумя жгутами поперечной ориентации, накоторые в процессе намотки изделия наматывают нити продольной ориентац .в виде плоской спирали ЦЗГ Известный способ также не исключает сползания ленты, особенно при намотке изделий переменного сечения например конический, т.е. имеет мес то недостаточно широкий ассортимент изготавливае1 1ых изделий и низкое их качество , Целью изобретения является расши рение технологических возможностей и повышение качества изделия. Поставленная цель достигается тем, что согласно способу изготовления оболочек методом намотки на оправку с заданным шагом нетканой ленты, образованной двумя жгутами поперечной ориентации, на которые в процессе намотки изделия наматывают нити продольной ориентации в виде плоской -спирали, ширину ленты берут более удвоенной ширины жгута на величину его периметра, а намотку ведут ,с шагом равным удвоенной ширине жгутаf На-фиг.1 йоказана схема изготовления оболочки; на фиг.2 - разрез А-А на. фиг. 1, . Способ осуществляют следующим образом. На вращающуюс.я оправку 1, зажатую в центрах 2, наматывают нетканую ленту 3 с помощью укладчика 4. Нетканая лента 3 образована двумя жгутами 5 поперечной ориентации, на которые в процессе намотки изделия наматывают нити сб продольной ориентации в виде плоской спирали. Нетканую ленту укладьшают на оправку с шагом $ , равным удвоенной ширине жгутов 5 поперечной ориентации (в зоне их укладки на оправку) . Ширину нетканой ленты Н берут больше удвоенной ширины жгута нетканой ленты на величину его периметра. Если толщина нитей соизмерима с шириной-поперечного жгута, то при выборе шага укладки нетканой ленты это учитывают, прибавляя к ширине двух жгутов две толщины нитей продолЬ ной ориентации. Ширину нетканой ленты после теоретического расчета корректируют в процессе намотки, сужая или расширяя ленту, до обеспечения правильной укладки второго поперечного жгута. В качестве арматуры для изготовления данных оболочек могут быть использованы различные армирующие материалы: стеклонити, полимерные нити, металлическая-проволока, а в качестве связующего - полимерные материалы, металлы и т.д. При намотке каждый виток ленты связан с предьщуцим витком за счет такого расположения жгутов предыдущего и последующего витков, при котором правый жгут последующего витка ленты . 3 располагают перед левым жгутом прёдЕДцущего витка ленты 3, продольные . нити б при этом огибают правый жгут предыдущего витка сверху, а левый жгут последующеговитка - снизу. Таг кая укладка ленты обеспечивает зацепление витков относительно друг друга, что.позволяет исключить сползание витков при намотке изделий переменного сечения. Пример, внутри укладчика .4 пропускают два жгута 5 стеклоарматуры и закрепляют их на оправке 1. В укладчик 4 устанавливают шпули с нитями б, пропускают их через фильеры укладчика и закрепляют на жгутах 5, пропущенных внутри укладчика. Расстояние между жгутами Н, т.е. ширина нетканой ленты, определяется теоретически в зависимости от толщины жгутов 5 и нитей б. и берется больше удвоенной ширины жгутов 5 ленты 3 на величину прогибов нитей 6 продольной ориентации, образующихся при укладке жгутов 5 поперечной ориентации. Шаг укладки ленты 3 на оправку 1 берут равнйм удвоенной ширине жгутов 5 поперечной ориентации в зоне их укладки на оправку. Если толщина нитей б продольной орйентации соизмерима с толщиной жгутов, то при выборе, шага это учитьшают. Например( если для намотки используют жгуты шириной (диаметром) В-3 мм и нити, диаметр которых значительно меньше ширины жгута, то ша S укладки жгутов 5 на рправку1берут равным S б мм. Расстояние между жгутами Н (ширина нетканой ленты) определяется теоретически сложением удвоенной ширины жгутов мм и величины перегибов нитей между уложеннЕфФи на оправку 1 жгутами 5, в данном случае, если жгуты квадрат ные со стороной 3 мм, ЗВ 9 мм (см. фиг. 3). Отсюда H 12+9-2lMM,L 1 но- ЭТ5С величину при намотке уточняют сближением или разведением жгутов, ;т.е. уменьшают-ИЛИ увеличивают ее. При намотке конических изделий во избежание спо/ зания нетканой ленты с оправки I намотку вначале произво дят на цилиндрическом участке оправк или на участке с обратным конусом, ЭФот участок после полимеризации оболочки удаляют. При укладке на оправку первого жгута нетканой ленты 3 между его витками образовывается зазор, в который в процессе дальнейшей намотки укладывают второй жгут, перегибая продольные нити и этим сужая ленту. Эта операция может производиться с применением прикатного ролика, который, кроме того, уплотняет структуру стеклопластика. Требуемую толщину оболочки можно получить как применением жгутов определенной толщины, так и путем последующей намотки дополнительных слоев стеклопластика. После намотки оболочки ее полиме ризуют .и затем извлекают .из нее оправку I, Применение данного изобретения позволит расширить ассортимент, изготавливаемых изделий и Повысить их качество, например отводов и конических изделий как с малыми конусами при вершине, так и с большими. Изготовление оболочек методом намотки повысит их прочность, уменьшит трудоемкость и их стоимость,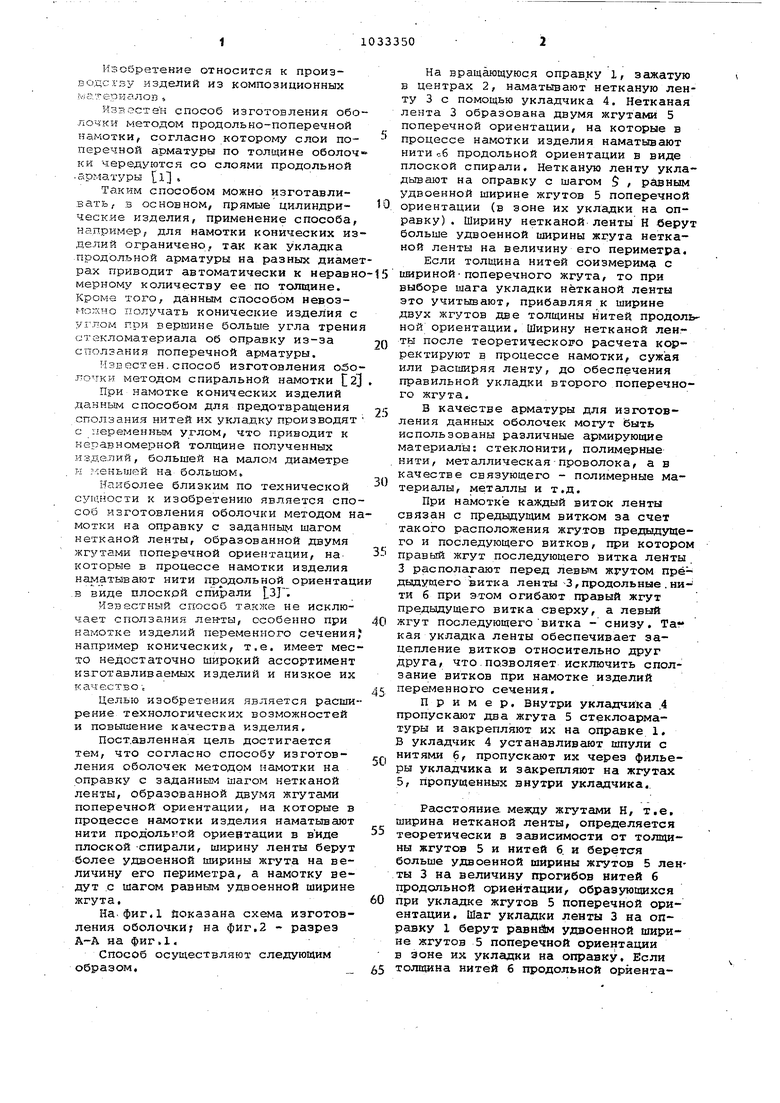

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Способ изготовления оболочек переменного сечения | 1990 |
|
SU1742088A1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220353C2 |
| Устройство для намотки трубчатых изделий из композиционных материалов | 1983 |
|
SU1098812A1 |
| Оболочка из композиционного материала и способ изготовления оболочки из композиционного материала | 2017 |
|
RU2637596C1 |
| Устройство для намотки ленты на оправку | 1976 |
|
SU582982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ | 1972 |
|
SU351721A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ методом намотки на оправку с за данным шагом нетканой ленты, образованной двумя жгутами поперечной ориентации, на которые в процессе намотки изделия наматывают нити продольной ориентации в виде плоской спирали, отличающийся тем, что, с цельк) расширения техно логических возможностей и повышения ; качества изделия, ширину ленты берут более удвоенной ширины жгута на величину его периметра,а намотку ведут с шагсми равным удвоенной ширине жгута. (Л С 00 СО Сл: ел
S h
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цыплаков О.Г« Научные основы технологии .композиционно-аолокнистых материалов | |||
| Ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU162310A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для изготовления труб и тому подобных изделий, а также лент из стеклонитей и других наполнителей | 1959 |
|
SU136657A1 |
| Солесос | 1922 |
|
SU29A1 |
