Изобретепио о: нос iтс;- к прокатному производству, а точмо- X устройствам для подъема или опускания ирокага в технологическом потоке, и можот быть использовано для станков 1()не|)еч;|()-нинтовой прокат ки при произвол.сгпе тонкостенных труб малого диаметра или сорта малого диаметра. Известен стол стана нонерсчно-винтовой прокатки, включаюп ий поворотный желоб, его стационарную опору, ьнатуны и приводной эксцентриковый вал. Прн этом ось качания желоба расположена так, что при регулировании его по высоте ось заготовки перемещается по дуге, близкой к прямой, проходящей в вертикальной плоскости через ось прокатки. Стол настраивается на ось прокатки ачанием желоба с помощью щатунов от приводного эксцентрикового вала 1.
Однако желоб имеет возможность изменения своего положения только по высоте для настройки на ось прокатки, а для удаления проката из желоба требуется установка дополнительных устройств-выбрасывателей. При использовании дополнительных устройств увеличивается время прохождения проката через стол, а это ведет к снижению производительности стана. Кроме того, отсутствие крыщек над желобом не исключает возможности выбросов изделий при больших скоростях.
Известен стол трубопрокатного стана, содержащий желоб с крышками и эксцентриковый механизм настройки желоба по высоте. Крыщки щарнирно установлены на валу и имеют привод их откидывания. При включении привода крышки откидываются и заготовка попадает в желоб. Для настройки заготовки на ось стана включают привод механизма настройки желоба по высоте. Затем закрывают желобом крыщки и производят прокатку 2.
При установке известной конструкции стола трубопрокатного стана на выходной стороне при выдаче длинномерного проката через стан требуется установка дополнительных устройств для удаления проката из желоба, а это приводит к увеличению времени нахождения проката на столе. Кроме того, для установки этих устройств требуются дополнительные площади. Вследствие того, что для установки этих устройств (выбрасывателей) потребовалось бы образовывать промежутки между участками желоба, возникает возможность утыкания тонкого проката и аварий.
Наиболее близким к предлагаемому по технической сущности является стол стана поперечно-винтовой прокатки, включающий желоб, его эксцентриковый механизм настройки на ось прокатки, крышку с желобчатой поверхностью и -ее привод поворота. Известный стол имеет рычаги-укладыватели, размещенные .на том же валу привода поворота, что и крыщка. При этом рычагиукладыватели установлены с возможностью ограниченного угла поворота относительно приводного вала крышки желоба. Величина ограниченного угла поворота регулируется
винтовым упором. В результате, при включении привода крышки, последняя поворачивается на постоянный заданный угол, пере мещаясь от желоба, а рычаги начинают поворачиваться только после начала контакта с ними винтового упора и выводятся на
уровень наклонной решетки 3.
Недостатком прототипа является наличие дополнительных устройств. Кроме того, условия прокатки труб малого диаметра из-за возможности их утыкания в рычагиукладыватели значительно ухудщаются.
Цель изобретения - повышение производительности путем сокращения времени на поперечную передачу проката.
Поставленная цель достигается тем, что в столе стана поперечно-винтовой прокатки,
0 включающем желоб, эксцентриковый механизм настройки на ось прокатки, крышку с желобчатой поверхностью и ее привод поворота, привод поворота крышки выполнен в виде кривошипно-коромыслового механизма, кривошип которого связан с желобом,
5 а коромысло - с крышкой.
Такое конструктивное выполнение стола стана поперечно-винтовой прокатки обеспечивает повышение производительности стана за счет сокращения времени нахождения проката на этом столе, следовате,(1ьно, цикла
прокатки. Это достигается благодаря тому, что желоб имеет возможность выдать изделие параллельно своей оси при его откидывании с одновременным открытием крыщки, а эксцентриковый механизм в это время или остается в прежнем положении, или настраивается на следующий проход.
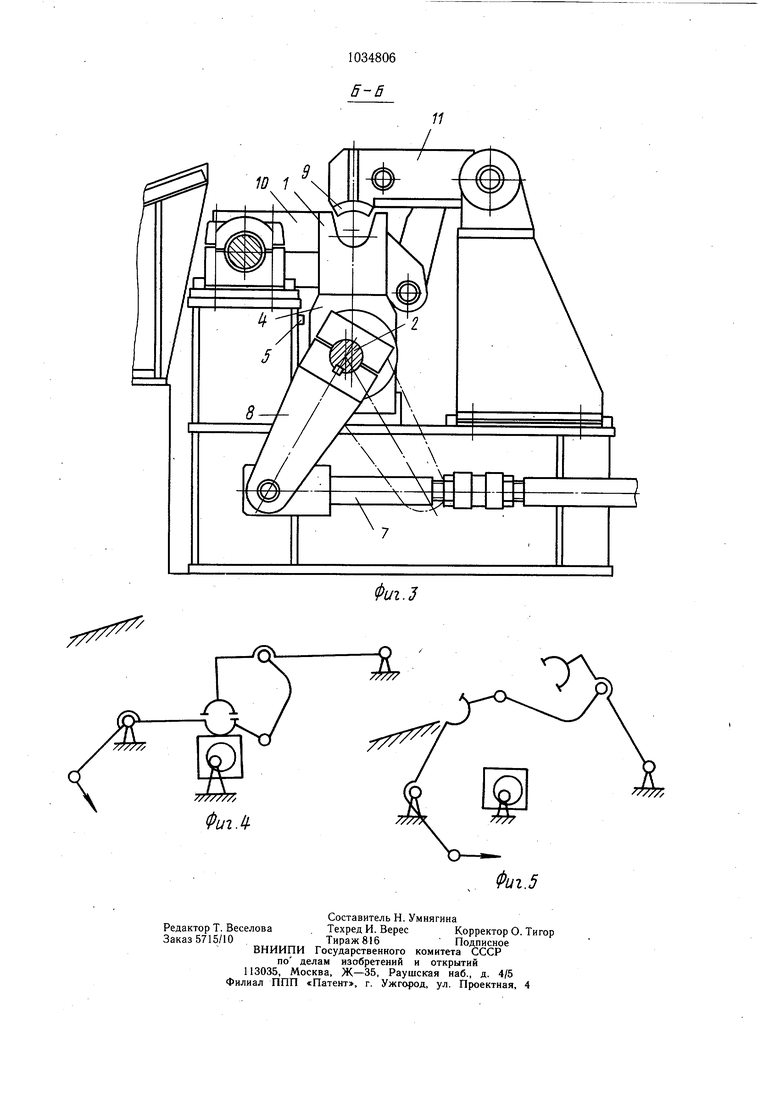
На фиг. 1 изображен стол стана поперечно-винтовой прокатки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - кинематическая схема стола, положение стола при прокатке; на фиг. 5 - то же положение стола при выбросе.
Стол стана поперечно-винтовой прокатки содержит желоб 1, его эксцентриковый механизм настройки на ось прокатки, состоящий из эксцентрикового вала 2, установленного в подшипниках 3, и сухаря 4, установленного с возможностью ориентации резьбовыми упорами 5, привод механизма настройки в виде пневмоцилиндра 6, тяги 7,
рычага 8, крышку 9 с желобчатой поверхностью, привод поворота крыщки, выполненный в виде кривощипно-коромыслового механизма, кривошип 10 которого связан с желобом, а коромысло 11 - с крышкой, при этом кривошип через вал 12, рычаг 13
5 и тягу 14 связан с силовым пневмоцилиндром 15.
Кроме того, кривошипно-коромысловый механизм посредством кривошипного вала. кривошипа и оси 16 коромысла шарнирно закреплен на стойках 17 и 18, выполненных в виде рамы. Стол стана поперечно-винтовой прокатки работает следующим образом. Кривошип 10 с желобом 1 крйвошипнокоромыслового механизма воздействует с сухарем 4 механизма настройки желоба по высоте. Желоб 1 и крышка 9 образуют замкнутую проводку. Поворотом .эксцентрикового вала 2 эту проводку настраивают на ось прокатки, при этом резьбовые упоры 5 определяют положение сухаря. Затем производится прокатка в один или несколько проходов. При этом. перед каждым . последуюш.им приемом проката желоб с крышкой перенастраиваются по высоте. После окончания прокатки кривошип с желобом силовыми пневмоцилиндрами 15 кривошипно-коромыслоБОго механизма поФцг.г ворачивается в положение, показанное пунктиром на фиг. 2. Одновременно с поворотом кривошипа с желобом коромысло 11 с крышкой перемещаются так, что закрытая проводка раскрывается. Труба выбрасывается на наклонную решетку. Затем прокат скатывается на рольганг. Кривошип 10 с желобом 1 возвращается в исходное положение и процесс повторяется. Таким образом, повышение производительности достигается за счет сокращения времени на вспомогательные операции по закрыванию и открыванию крышки. При использовании изобретения для стана 320-250 время приема сокращается на 1,5 с. По сравнению с прототипом годевой экономический эффект предложенного устройства составляет 155000 руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Передний стол стана винтовой прокатки | 1990 |
|
SU1771840A1 |
| Задний стол стана поперечно-винтовой прокатки | 1990 |
|
SU1733133A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
| ПЕРЕДНИЙ СТОЛ ПРОКАТНОГО СТАНА | 1999 |
|
RU2192322C2 |
| ПЕРЕДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207206C2 |
| Стол стана винтовой прокатки | 1988 |
|
SU1588457A1 |
| Устройство для подачи заготовок в прокатную клеть | 1977 |
|
SU622551A1 |
| Передний стол шаропрокатного стана | 1978 |
|
SU764805A1 |
| Рабочая клеть двухвалкового стана поперечно-винтовой прокатки | 1976 |
|
SU596303A1 |
| Рабочая линия стана холодной прокатки труб | 1972 |
|
SU504331A1 |
СТОЛ СТАНА ПОПЕРЕЧНОВИНТОВОЙ ПРОКАТКИ, включающий желоб, его эксцентриковый механизм настройки на ось прокатки, крышку с желобчатой поверхностью и ее привод поворота, отличающийся тем, что, с целью повышения производительности путем сокрашения времени на поперечную передачу проката, привод поворота крышки выполнен в виде кривошипно-коромыслового механизма, кривошип которого связан с желобом, а коромысло - с крышкой. (Л с: о 00 4 00 о СУ5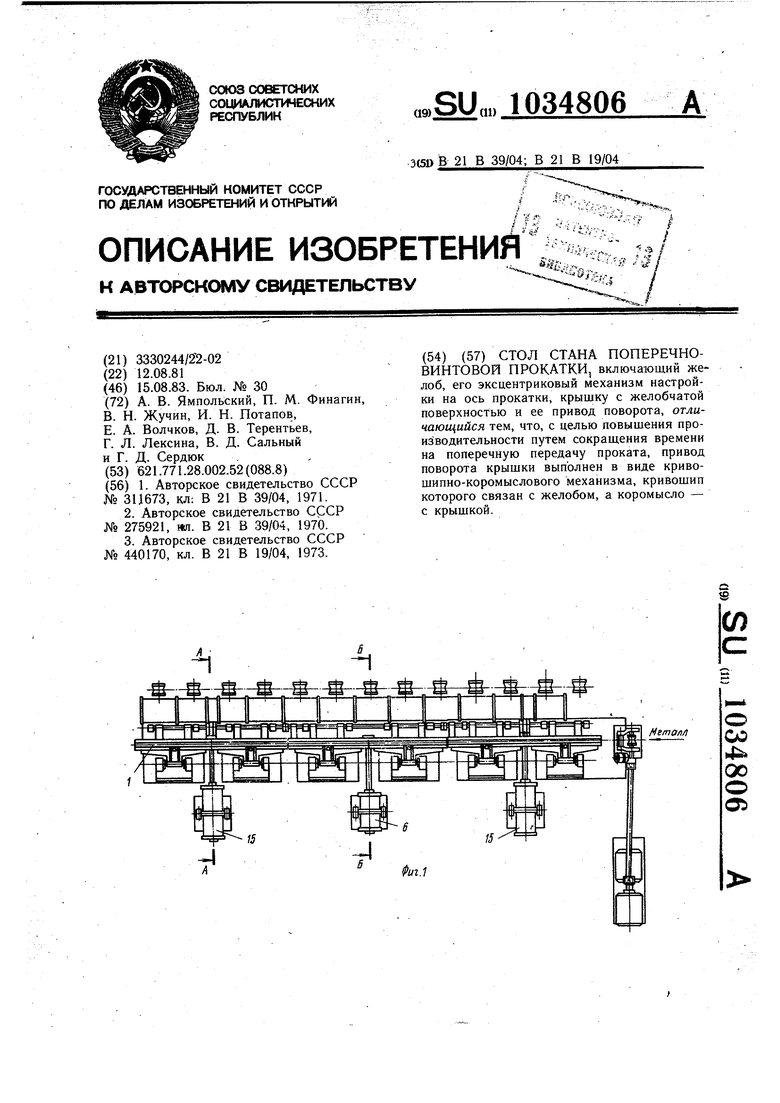
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТОЛ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU311673A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
