vj СА) CJ
00 СО
Изобретение относится к прокатному производству, точнее к устройствам для направления, фиксирования и центрирования проката, устанавливаемым непосредственно после ручья прокатного стана, и может быть использовано в станах поперечно-винтовой прокатки с боковой выдачей прокатанных изделий.
Известен задний стол стана винтовой прокатки содержащий шарнирно установ- ленные на раме рычаги, смонтированные на них желоб и крышку с профильной поверхностью с возможностью их поворота после прокатки посредством индивидуальных приводов. Желоб настраивается на ось про- катки с помощью набора прокладок.
Недостаток известной конструкции заключается втом, что при переходе на другой типоразмер прокатываемых изделий необходимо заменять желоб и крышку, так как вследствие расположения несущих их рычагов относительно оси прокатки и выполнения желоба и крышки с круглой рабочей поверхностью искажается геометрия образованного ими калибра. Кроме того, такой задний стол сложно обслужи вать; та к как необходимо обслуживать механизм откидывания крышки и механизм подъема желоба.
Наиболее близок к предлагаемому стол стана поперечно-винтовой прокатки, содер- жащий шарнирно установленные на раме рычаг, несущий желоб с профильной поверхностью, опирающийся на эксцентриковый механизм настройки и связанный тягой с пневмоцилиндром, и рычаг, несущий крыш- ку с профильной рабочей поверхностью и имеющий привод поворота, механизм настройки на размер проводки для заготовки, образованный профильными рабочими поверхностями крышки и желоба.
Недостаток известной конструкции заднего стола заключается в том, что при переходе на другой типоразмер прокатываемых изделий необходимо заменять крышку и желоб, что приводит к усложнению обслужива- ния стола. Это происходит вследствие взаимного расположения рычагов и выполнения желоба и крышки с круглой рабочей поверхностью, при изменении размеров прокатываемых изделий искажается геомет- рия калибра, так как вместо необходимых одинаковых перемещений образующих калибр поверхностей в вертикальной и горизон- тальной плоскостях обеспечивается преимущественно перемещение этих повер- хностей в вертикальной плоскости, что вызывает несовпадение оси прокатки с осью калибра. Из-за наличия связей между желобом и крышкой и эксцентрикового механизма настройки усложняется обслуживание стола.
Цель изобретения - упрощение обслуживания заднего стола.
Поставленная цель достигается тем, что в заднем столе стана поперечно-винтовой прокатки, содержащем рычаг, несущий желоб с профильной рабочей поверхностью, рычаг, несущий крышку с профильной рабочей поверхностью и имеющий привод поворота и механизм настройки на размер проводки для заготовки, образованной профильными рабочими поверхностями крышки и желоба, оси поворота рычагов желоба и крышки равноудалены от оси окружности, вписанной в проводку и расположены с ней в одной плоскости, составляющей угол 50 - 60° с горизонтом.
Такое конструктивное выполнение заднего стола стана поперечно-винтовой прокатки позволяет упростить обслуживание заднего стола путем исключения замены желоба и крышки и облегчения настройки образованного ими калибра при переходе на переходе на другой типоразмер прокатываемых изделий за счет постоянного положения оси заготовки в проводке, образованной профильными рабочими поверхностями крышки и желоба.
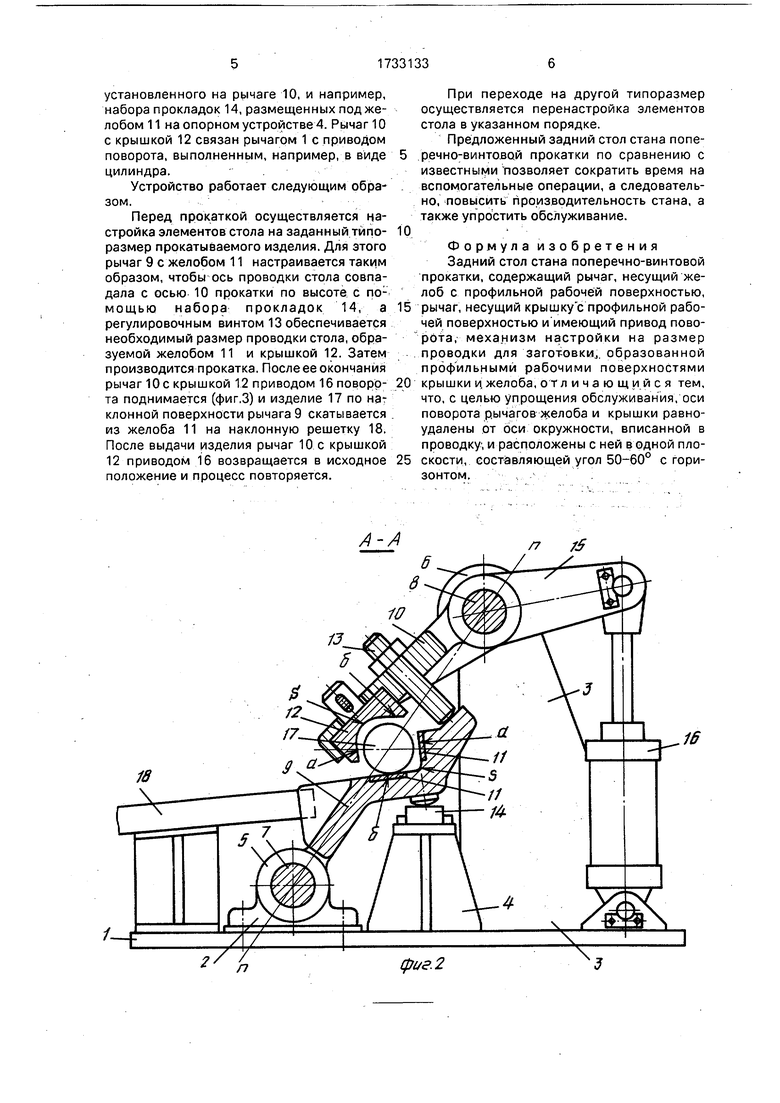
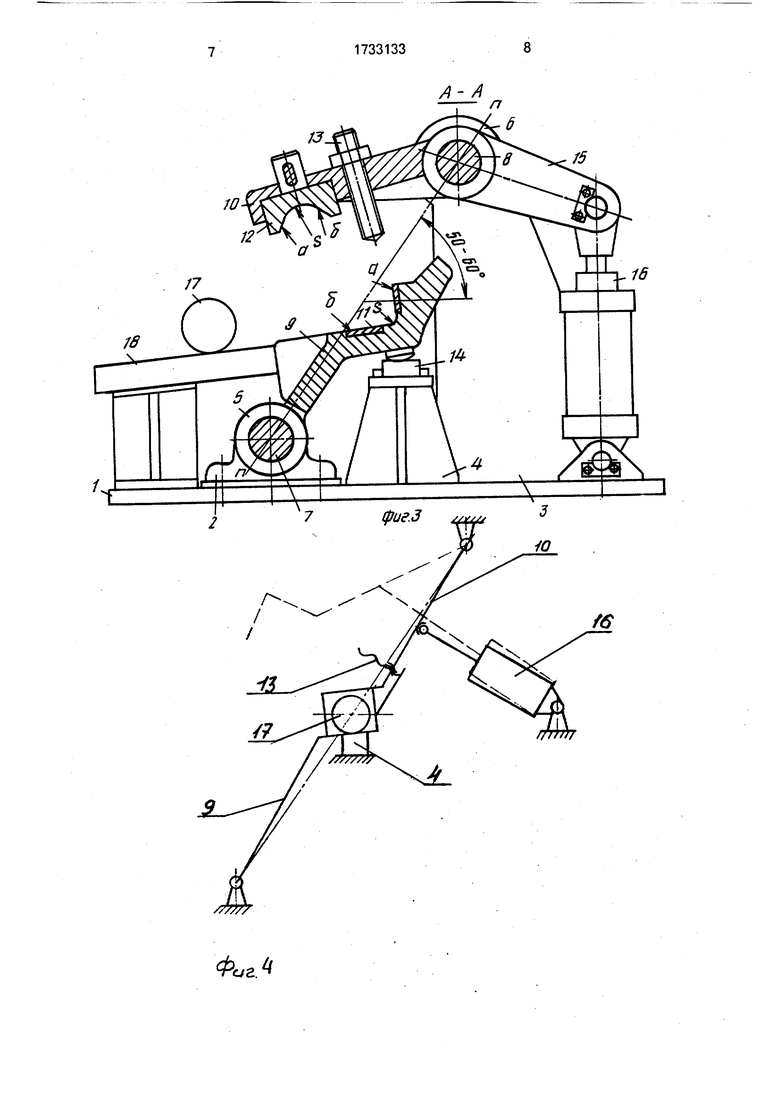
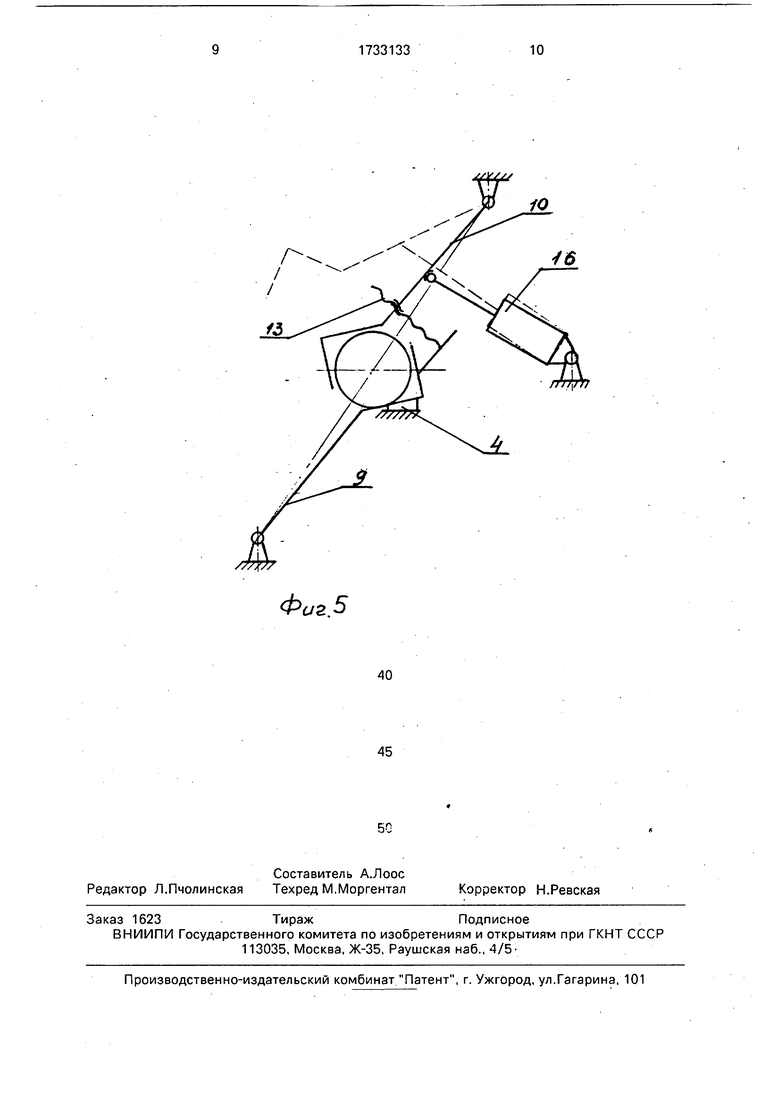
На фиг.1 изображен задний стол стана поперечно-винтовой прокатки, общий вид; на фиг.2 - разрез А-А на фиг.1, положение при прокатке; на фиг.З - то же, положение при выбросе прокатного изделия; на фиг.4 - кинематическая схема стола, положение при прокатке изделия минимального размера; на фиг.5-тоже, положение при прокатке изделия максимального размера.
Задний стол стана поперечно-винтовой прокатки состоит из рамы 1, установленных на ней стоек 2 и 3 и опорного устройства 4. На стойках 2 и 3 в подшипниковых опорах 5 и 6 на осях 7 и 8 смонтированы рычаги 9 и 10, несущие соответственно опирающийся на опорное устройство 4 жег.об 11 и крышку 12, профильные рзбочче поверхности которых образуют проводку .для заготовки, и выполнены в виде плоских площадок а и б, связанных желобчатыми поверхностями S. Ось окружности, вписанной г-.жду профильными рабочими поверлностями желоба 11 и крышки 12 connate с осью прокатки стана при свэденных рычагах 9 и 10. Оси поворота рычагов 9 и 10 равноудалены от оси окружности, вписанной между профильными рабочими поверхностями желоба 11 и крышки 12 и расположены в одной плоскости п-п, составляющей угол 50-60°С с горизонтом. Механизм настройки стола выполнен в виде регулировочного винта 13,
установленного на рычаге 10, и например, набора прокладок 14, размещенных под желобом 11 на опорном устройстве 4. Рычаг 10 с крышкой 12 связан рычагом 1 с приводом поворота, выполненным, например, в виде цилиндра.
Устройство работает следующим образом.
Перед прокаткой осуществляется настройка элементов стола на заданный типоразмер прокатываемого изделия. Для этого рычаг 9 с желобом 11 настраивается таким образом, чтобы ось проводки стола совпадала с осью 10 прокатки по высоте с помощью набора прокладок 14, а регулировочным винтом 13 обеспечивается необходимый размер проводки стола, образуемой желобом 11 и крышкой 12. Затем производится прокатка. После ее окончания рычаг 10с крышкой 12 приводом 16 поворо- та поднимается (фиг.З) и изделие 17 по наклонной поверхности рычага 9 скатывается из желоба 11 на наклонную решетку 18. После выдачи изделия рычаг 10 с крышкой 12 приводом 16 возвращается в исходное положение и процесс повторяется.
0
При переходе на другой типоразмер осуществляется перенастройка элементов стола в указанном порядке.
Предложенный задний стол стана поперечно-винтовой прокатки по сравнению с известными позволяет сократить время на вспомогательные операции, а следовательно, повысить производительность стана, а также упростить обслуживание.
Формула изобретения Задний стол стана поперечно-винтовой прокатки, содержащий рычаг, несущий желоб с профильной рабочей поверхностью, рычаг, несущий крышку с профильной рабочей поверхностью и имеющий привод поворота, механизм настройки на размер проводки для заготовки., образованной профильными рабочими поверхностями крышки ц желоба, отл и ч а ю щ и и с я тем, что, с целью упрощения обслуживания, оси поворота рычагов желоба и крышки равноудалены от оси окружности, вписанной в проводку, и расположены с ней в одной пло- 5 скости, составляющей угол 50-60° с горизонтом.
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| Передний стол шаропрокатного стана | 1978 |
|
SU764805A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Стол стана поперечно-винтовой прокатки | 1981 |
|
SU1034806A1 |
| ПЕРЕДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207206C2 |
| Задний стол стана поперечно-винтовой прокатки | 1989 |
|
SU1713705A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| Многоканальная направляющая для трубопрокатного стана | 2017 |
|
RU2665025C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
Изобретение относится к прокатному производству. Сущность изобретения заключается в том, что рычаги 9 и 10, несущие соответственно желоб 11 и крышку 12, имеют профильные рабочие поверхности, которые образуют проводку для заготовки. Ось окружности, вписанной между профильными рабочими поверхностями желоба и крышки, совпадает с осью прокатки на стане при сведенных рычагах. Оси поворота рычагов равноудалены от оси окружности, вписанной в проводку, и расположены с ней в одной плоскости, составляющей угол 50- 60° с горизонтом. Механизм настройки стола выполнен в виде регулировочного винта 13, установленного на рычаге 10 и, например, набора прокладок, размещенных под желобом на опорном устройстве. 5 ил.
А-А
/7 tf
10
Фаг
А-А
16
гФиг 5
10
| Сепаратор эмульсии | 1981 |
|
SU1001961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стол стана поперечно-винтовой прокатки | 1981 |
|
SU1034806A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
