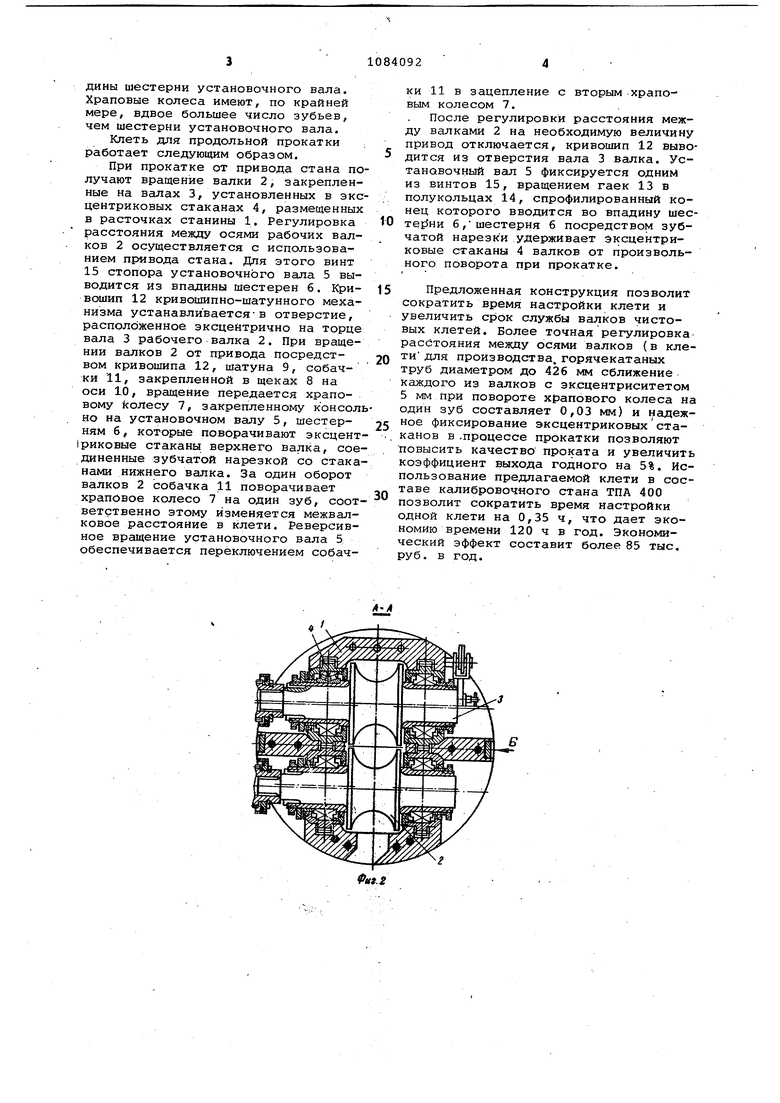
Изобретение относится к прокатно му производству, а точнее к констру ции двухвалковых клетей для продоль ной прок-атки и может быть использов но в чистовых клетях калибровочных редукционных трубных станов и калиб ровочных клетях сортопрокатных станов. Известна клеть стана продольной прокатки, включающая станину с цилиндрическими расточками, размещенные в них эксцентриковые стаканы подшипниковых опор валов рабочих ва ков, синхронизатор поворота эксцент риковых, стаканов в виде насаженных на приводные валы дисков, сцепленны со стаканами пленкой и фиксаторы ст канов, устанавливаемые в выемках, выполненных в стаканах и стенках цилиндрических расточек станины . ij. Недостаток данной клети заключается в отсутствии жесткой кинематической связи между эксцентриковыми стаканами при регулировке рассто ния между осями валков. Установка планок синхронизатора и съем фиксаторов требует дополнительного време ни на настройку клети. Клеть имеет низкую точность регулировки межвалкового расстояния, которая обусловлена шириной шага , пазов на диске синхронизатора и экс центриковом стакане. Кроме того, настройка клети должна осуществляться предварительно на стенде, а не в стане. Наиболее близкой по технической сущности к предложенному изобретению является клеть стана продольной прокатки, содержащая станину, рабочие валки, подшипниковые узлы которых размещены в эксцентриковых стаканах с зубчатой нарезкой и механизм регулировки межвалкового расстояния в виде установочного вала с шестернями, сцепленными с зубчатой нарезкой эксцентриковых стаканов. Регулировка расстояния между осями рабочих валко производится поворотом установочного вала 2 . Недостатком известной клети является отсутствие средств стопорения установочного вала, что приводит к самопроизвольному повороту эксцентриковых стаканов и изменению межвалкового расстояния в клети. Отсутствие механизированного провода поворо та: установочного вала увеличивает время настройки клети, кроме того, ручной поворот установочного вала тр бует значительных усилий. Цель изобретения - механизация и повышение точности настройки. Указанная цель достигается тем, что клеть для продольной прокатки, содержащая станину, рабочие валки, их привод, механизм изменения межвалкового расстояния в виде эксцентриковых стаканой с зубчатой нарезкой и установочного вала с шестернями, снабжена храповым механизмом; колесо которого имеет вдвое большее число зубьев, чем шестерни установочного вала, и размещено на установочном валу, кривошипно-шатуНным механизмом, на шатуне которого размещена собачка, а кривошип выполнен в виде съемного фиксатора, под который на торце вала рабочего валка выполнено эксцентрично расположенное отверстие, и стопором установочного вала в виде двух винтовых пар с профилем концов вин- тов по форме впадин шестерен, расположенных на угловом расстоянии, кратном расстоянию между осями впадины и зуба шестерни. Такое конструкторское выполнение клети позволяет механизировать операцию настройки межвалкового расстояния путем использования привода вращения рабочих валков, сократить время настройки и число перевалок чистовых клетей стана. Более точная регулировка расстояния между валками позволяет увеличить в 2,5 раза эксплуатационную долговечность, прокатных валков. . На фиг. 1 изображен прокатный стан о, предлагаемой клетью для продольной прокатки; на фиг. 2 - клеть для продольной прокатки, разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг.2 I на фиг. 4 - разрез В-В на фиг.З; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 3. 1 КЛеть для продольной прокатки содержит станину 1, рабочие валки 2 с подшипниковыми опорами их валов 3, размещенных в эксцентриковых стаканах 4 с зубчатой нарезкой, установочный вал 5 с шестернями б, которые сцеплены с зубчатой нарезкой эксцелтриковых стаканов верхнего валка, храповой механизм, включающий храповые колеса 7, смонтированные консольно на установочном валу, и щеки 8, кривошипно-шатунный механизм, шатун 9 которого соединен с щеками посредством оси 10, на которой установлена собачка 11, выполненная с контргрузом и имеющая два зуба, которые могут быть введены в зацепление с одним из двух храповых колес для передачи реверсивного вращения установочного вала, а кривошип 12, которого выполнен в виде подпружиненного съемного фиксатора, под который на торце вала рабочего валка предусмотрено эксцентрично расположенное отйерстие, и стопор установочного вала в виде двух винтовых опор с гайками 13, размещенными в полукольцах 14, закрепленных на станине, и винтами 15 с профильHfcjM концом по форме впадины шестерни установочного вала. Храповые колеса имеют, по крайней мере, вдвое большее число зубьев, чем шестерни установочного вала. Клеть для продольной прокатки работает следующим образом. При прокатке от привода стана по лучают вращение валки 2, закрепленные на валах 3, установленных в экс центриковых стаканах 4, размещенных в расточках станины 1. Регулировка расстояния между осями рабочих валков 2 осуществляется с использованием привода стана. Для этого винт 15 стопора установочного вала 5 выводится из впадины шестерен 6. Кривошип 12 кривошипно-шатунного механизма устанавливается-в отверстие, расположенное эксцентрично на торце вала 3 рабочего валка 2. При вращении валков 2 от привода посредством кривошипа 12, шатуна 9, собачки 11, закрепленной в щеках 8 на оси 10, вращение передается храповому колесу 7, закрепленному консол но на установочном валу 5, шестерням 6, которые поворачивают эксцент 1риковые стаканц верхнего валка, сое диненные зубчатой нарезкой со стака нами нижнего валка. За один оборот валков 2 собачка 11 поворачивает храповое колесо 7 на один зуб, соот ветственно этому изменяется межвалковое расстояние в клети. Реверсивное вращение установочного вала 5 обеспечивается переключением собачки 11 в зацепление с вторым храповым колесом 7. После регулировки расстояния между валками 2 на необходимую величину привод отключается, кривошип 12 выводится из отверстия вала 3 валка. Установочный вал 5 фиксируется одним из винтов 15, вращением гаек 13 в полукольцах 14, спрофилированный конец которого вводится во впадину шестеЕ5ни б,шестерня 6 посредством зубчатой нарезки удерживает эксцентриковые стаканы 4 валков от произвольного поворота при прокатке. Предложенная конструкция позволит сократить время настройки клети и увеличить срок службы валков чистовых клетей. Более точная регулировка расстояния между осями валков (в клети для производства, горячекатаных труб диаметром до 426 мм сближение каждого из валков с эксцентриситетом 5 мм При повороте храпового колеса на один зуб составляет 0,03 мм) и надежное фиксирование эксцентриковыхстаканов в .процессе прокатки позволяют повысить качество проката и увеличить коэффициент выхода годного на 5%. Использование предлагаемой клети в составе калибровочного стана ТПА 400 позволит сократить время настройки одной клети на 0,35 ч, что дает экономию времени 120 ч в год. Экономический эффект составит более 85 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для продольной прокатки профилей переменного сечения | 1979 |
|
SU933166A1 |
| Клеть стана продольной прокатки | 1980 |
|
SU910239A1 |
| Стан поперечно-клиновой прокатки | 1981 |
|
SU1023716A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555000A1 |
| Привод клети прокатного стана | 1981 |
|
SU1126346A1 |

КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОгКАТКИ, содержащая станину, рабочие валки, их привод, механизм изменения межвалкового расстояния в виде экс- центриковых стаканов с зубчатой нарезкой и установочного вала с шестернями,о т. личающаяся тем,что„ с целью механизации и повышения точности настройки, она снабжена храповым механизмом, колесо которого имеет вдвое большее число зубьев, чем шестерни установочного вала, и раз.мещено на установочном валу, кривошипно-шатунным механизмом, на шатуне которого размещена собачка, а кривошип выполнен в виде съемного фиксатора, под который на торце вала рабочего валка выполнено эксцентрично расположенное отверстие, и стопором установочного вала в виде двух винтовых пар с профилем концов винтов по форме впадин шестерен, расположенных на угловом расстоянии, кратном расстоянию между осями впади.,«5 ны и зуба шестерни. О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
