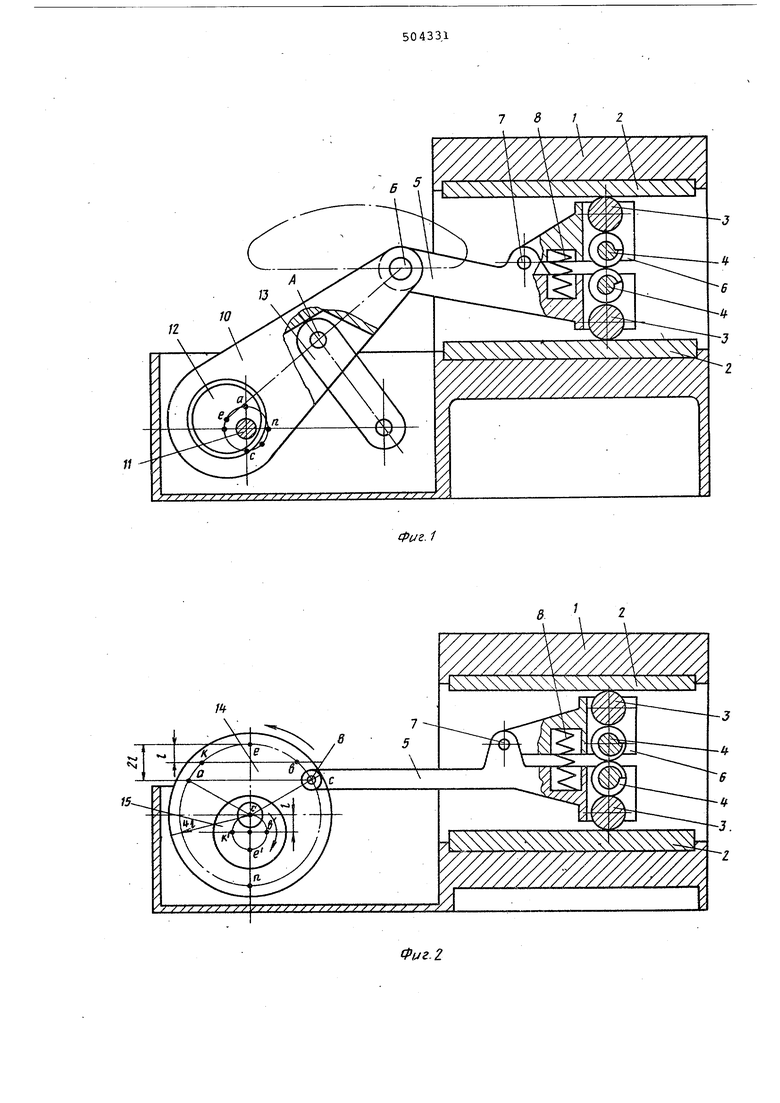
Изобретение относится к трубопро jcaTHOMy оборудованию. Известны рабочие линии станов холодной прокатки труб, включающие стационарную станину,, размещенную в ней пару рабочих и опорных валков и четырехзвенный кривошипно-рычажны механизм привода перемещения валков позволяющий ИСКЛЮЧИТЬ; обжатие при холостом ходе валков. В таком устройстве валки перемещаются так, что плоскость валков сохраняет свое вертикальное положение на всей траектории движения, а каждая пара рабочего и опорного вал ков имеет отдельный приводной меха низм. Цель изобретения - обеспечение отклонения плоскости валков от вер тикального положения при холостом их ходе. Это достигается тем, что один .из рабочих валков со своим опорным жестко закреплен на шатуне, кинема тически связанном с общим привод- ным механизмом, а другой со .своим опорным - на отдельном рычаге/ кинематически связанном с шатуном и noBQpOT iOM относительно шатуна. Причем четырехзвенный кривошипно-р чажный механизм может быть выполнен: кривошипно-коромысловым, коромысло которого одним плечом соединено с приводным эксцентриковым валом, другим - с шатуном, а промежуточной точкой - с вспомогательным рычагом; кривошипно-шатунным, кривошип которого установлен на вращаемом от привода эксцентрике; сдвоенным кривошипно-шатунным, на каждом шатуне .которого жестко закреплен один рабочий и его опорный валок. На фиг. 1 изображена линия стана холодной прокатки труб с кривошипнокоромысловым приводным механизмом, общий вид; на фиг. 2 - рабочая линия с кривошипно-шатунным приводным механизмом, общий вид; на фиг. 3 - то же, со сдвоенньлм кривошипно-шатунным приводньм механизмом. Рабочая линия включает рабочую клеть, содержащую станину 1 с опорными брусьями 2, по которым обкатываются опорный 3 и рабочий 4 валки. Один из рабочих валков со своим опорным жестко закреплен на шатуне 5, а второй рабочий со своим опорньлм закреплен на отдельном рычаге 6, соединенном шарниром 7 с шатуном 5 и поворотном относительно последнего. Между шатуном и отдельньлм Р|лчагом установлена пружина 8 , Отдельный рычаг б может быть заменен шатуном 9. Для привода перемещения рабочих и опорных валков использован привод ной четырехэвенный кривошипнс-рычаж ный механизм, который может быть (выполнен в нескольких вариантах. .При выполнении приводного механизма кривошипно-коромысловым он содержит коромысло 10, соединенное одним плечом с приводным валом 11 через эксцентрик 12,другим плечом с шатуном 5, несущим на себе рабочи и его опорный валки, а промежуточно точкой А - с вспомогательным рычагом 13, При выполнении приводного механи ма кривошипно-шатунным он включает кривошцп 14, установленный на враща I емом эксцентрике 15 и соединенный с шатуном 5. Приводной механизм, выполненный с;двоенным кривошипно-рычажным, вклю . чает два кривошипа 16, установленны на приводных валах 11 и соединенных с шатунами 5 и 9. В процессе работы стана при крив шипно-коромысловом приводном механизме приводной вал 11 получает вра щение от электродвигателя (на чертеже не показан). При движении эксцентрика 12 на участке аесточка Б коромысла движется по прямой линии, опорные валки 3 перем;ещаются по опо ным брусьям 2 станины 1 и находятся в одной вертикальной плоскости с рабочими валками 4, осуществляющими рабочей- ход. При движении эксцентрика 12 по дуге с п. а точка Б коромысла перемещается по кривому участку траектории, при этом рабочие валки 4 и опо ные валки 3 отклоняются от вертика,Льной плоскости, поворачиваясь относительно линии контакта опорных валков 3 с опорными брусьями 2, Я), расстояние между рабочими валками 4 увеличивается, поэтому контакт валков с прокатываемой трубой невозможен. Таким образом, при холостом ходе деформации трубы валками не происходит. в случае исполнения привода пере мещения валков кривошипно-шатунным кривошип 14 получает постоянное вращение. Одновременно с этим эксце трик 15 получает вращение с числом оборотов, в три раза большим числа оборотов кривошипного вала. Рабочий .ход валков осуществляется при движении кривошипа на участке бека, холостой ход - при движении по учас ку апс. При движении кривошипа по участку сбе , а, затем по участку SKOV вал кривошипа 14 перемещается соответственно по участкам cSe и е/ед, и траектория точки В близка к прямой линии, поэтому при рабочем ходе валки 3 и 4 остаются в вертикальной плоскости, а при холостом ходе (на участке anс) валки отклоняются от вертикальной плоскости, как и в первом случае, тем самым предотвращая контакт валков с прокатываемой трубой . При исполнении привода перемещения валков сдвоенным кривошипно-шатунным рабочий ход осуществляется при движении точек Г по участкам , с ta , а холостой ход - по участкам апс.При длине шатунов 5 и 9 более десяти длин радиусов кривошипов 16 отклонение валков 3 и 4 от общей вертикальной плоскости при рабочем ходе незначительно, а при холостом ходе контакт валков 4 с прокатыв аемой трубой предотвращается. Формула изобретения 1.Рабочая линия стана холодной прокатки труб, включающая стационарную станину, размещенную в ней пару рабочих и опорных валков и четырех3венный кривошипно-рычажный механизм привода перемещения валков, о т л и чающа яс я тем, что, с целью обеспечения отклонения плоскости валков от вертикального положения при холостом их ходе, один иэ рабочих валков со своим опорным жестко закреплен на шатуне, кинематически связанном с общим приводным механизмом, а другой со своим опорным на отдельном рычаге, кинематически связанном с шатуном и поворотном относительно шатуна. 2.Рабочая линия стана по п. 1, отличающаяся тем, что четырехзвенный кривошипно-рычажный механизм выполнен кривошипно-коромысловым, коромысло которого одним плечом соединено с приводным эксцентриковым валом, другим - с шатуном, а промежуточный точкой - с вспомогательным рычагом. 3.Рабочая линия стана по п. 1, отличающаяся тем, что четырехзвенный кривошипно-рычажный механизм выполнен кривошипношатунным, кривошип которого установлен на вра:щаемом от привода эксцентрике. 4.Рабочая линия- стана по п. 1, отличающаяся тем, что четырехзвенный-кривошипно-рычажный механизм выполнен сдвоенным кривошипно-шатунным, на каждом шатуне которого жестко закреплен один рабочий и его опорный валок.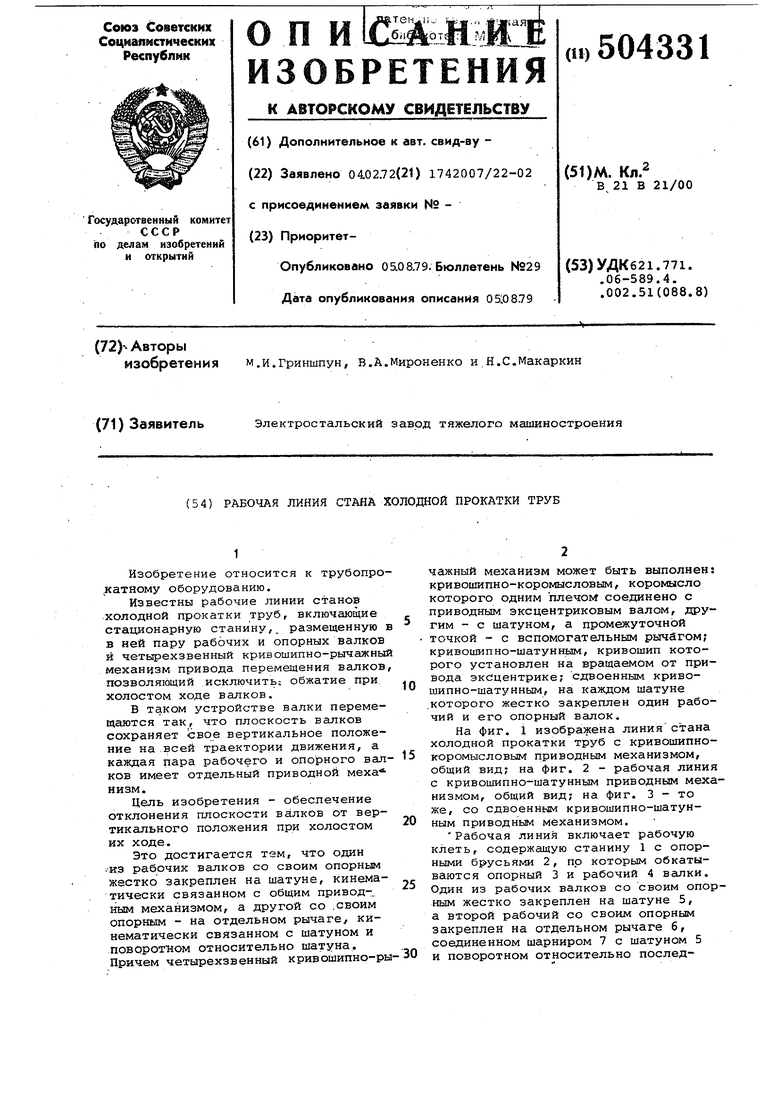

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод перемещения клети стана холодной прокатки труб | 1985 |
|
SU1258536A1 |
| АВТОМАТ ДЛЯ РЕЗКИ ПЛАСТИЧНОГО БРУСА | 2015 |
|
RU2581434C1 |
| Пружинный привод электрического выключателя | 1975 |
|
SU657475A1 |
| Узел прижимной плиты плоского печатно-позолотного пресса | 1987 |
|
SU1511148A1 |
| ЛЕСОПИЛЬНАЯ РАМА С ЭКСЦЕНТРИКОВЫМ МЕХАНИЗМОМ КАЧАНИЯ ПИЛЬНОЙ РАМКИ | 2014 |
|
RU2557178C1 |
| РЫЧАЖНЫЙ МЕХАНИЗМ В.И. ПОЖБЕЛКО С ТОЧНЫМ ДЛИТЕЛЬНЫМ ВЫСТОЕМ | 2023 |
|
RU2836248C1 |
| Станок для фрезерования бревен | 1988 |
|
SU1653953A1 |
| КРИВОШИПНЫЙ МЕХАНИЗМ В.И. ПОЖБЕЛКО С ТОЧНЫМИ ОСТАНОВКАМИ | 2005 |
|
RU2283446C1 |
| Привод валков стана холодной прокатки труб со стационарной клетью | 1971 |
|
SU458346A1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ | 1995 |
|
RU2088061C1 |
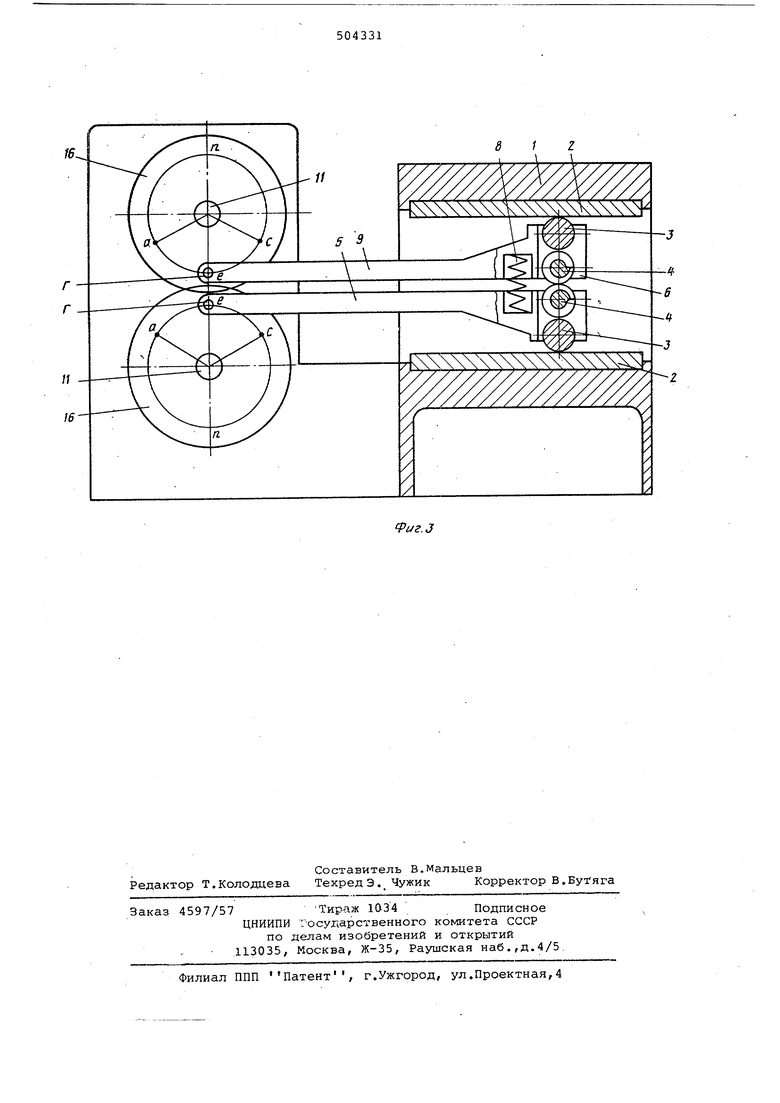
Фиг.г 8 1 Z
