Изобретение относится к обработке давлением и может бьть использовано для подачи заготовок к прокатным станам и ковоиньч вальцам при изготовлении периодических профилей.
Известно устройство для подачи заготовок в прокатную клеть, содержащее захват и привод их.перемещения, г ьполненный в 1,иае зубчатых передач и кривошипно-ша унного механизма l .
Недостаток этих устройств заключается в том, что привод перемещения захватов содержит несколько зубчатых передач, причем суммирование зазоров в зубчатых зацеплениях привода значительно снижает точность подачи заготовки в калибр прокатной клети.
Наиболее близким по технической сущности к изобретению является устройство для подачи заготовок в прокатную клеть, содержащее задающие механизмы и привод их перемещения, выполненный в виае водил, жестко закрепленных на валах, один из которых размещен внутри ару-, гого, коромысла, неподвижно установленного на охватываемом валу, и шатуна, один конец которого связан с коромыслом, а другой - с кривойипом, связанным с рабочим инструментом f 2 .
Однако это устройство не позволяет осуществить противоположное по фазе и равное по величине хода возвратно-поступательное перемещение задающих механизмов.
Целью изобретения является повышение производительности труда путем устранения холостого хода рабочего инструмента.
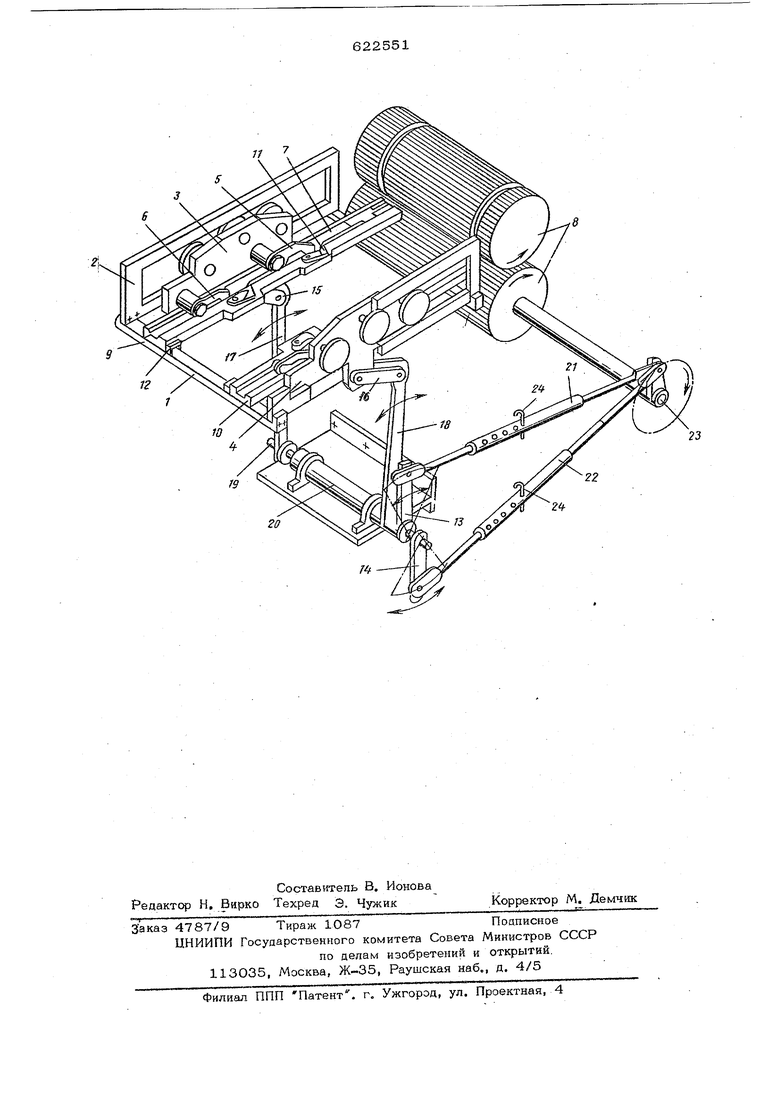
Согласно изобретению поставленная цель достигается за счет того, что устройство снабжено дополнительным коромыслом, жестко закрепленным диаметрально противоположно первому коромыслу на охватывающем палу, и шатуном, один конец которого связан с дополнительным коромыслом, а другой - с кривошипом, при этом коромьсла, шатуны и водила вьтолнены соответственно одинаковой алины. На чертеже изображено предложенно устройства, общий вид,. , Устройство вьшопнеир в вире корщу са-стола 1, в направляющих 2 которого установлены подвижно две тележкц3и4, с шарнирно закрёппенньтми на каждой из НИХ толкателями 5 и 6 аготовок 7,. и кривошипно - коромьслйвого привода возвратно-поступательного перемещения тележек 3 и 4, книематическ ; связы вающего рх с рабочими валками8, Передние тЪрць топкателе|5 5 и 6 размещены в желобе вводной-проводки скольжения 9 или, 10, а каждая вводная йроводка сцентрирована на оси соответст Ьующего калибра рабочих валков ц имеет ограничивающие упоры II, 12. . Двакоромысла 13-и 14 равной дли вы кривошипно-коромыслового привода связаны с тележками 3и 4; посредством поводков 15 и 16, водил 17 и 18 и валов 19 и 20 Коромысла и водила на соответствухоших валах закреплены жестй причем коромысла установлены друг относительно друга диаметрально противоположно, а сплошной вал 19 пропущен внутри полого вала 20. Кроме того,, коромысла 13 и 14 ump нирно связаны через шатуны 21 и 22 равной плиНы с одним редущим кривошип 23 и приводом рабочих валков 8. Для предотвращения поломокмеханизмов подачи заготовок в KanHSif ири вне запньтх перегрузках в дривошипно-коромысловом механизме установреиы предохраните льные устройства, а угатуны вьшолнены из двух половин и соединень срезной чекой 24, Работает устройство следующим об- разом, .Неизменное по величине и направ лению вращательное движение рабочи. валков 8 передается через кривошип 23 на шатуны 21 и 22, где преобразуется кривошипно-коромысяовым механизмом в знакопеременное качание водил - в итоге, врозвратно-поступйтелънбе йвижёние тележек. 3, 4 с толкателями 5s 6. Следовательно; за один оборот рабочих валков 8 каждая тележка совершает- одн возвратно-поступательное движение и толкателем подает одну заготовку 7 (в всего две) в калибр рабочих валков, при этом движение тележек 3 и 4 осуществляется в противофазе, В момент прямого (рабочего) хода одной тележки заГОТОВ1Ш толкателем подается в калибр .рабочих валков, а другая тележка, совершая обратный (холостой) ход, при этом возвращается в исходное положение за следующей заготовкой. Затем функции тележек с толкателями меняются, Таким образом, за один оборот рабочих валков к ним подается две заготовки. В случае необходимости отключения , любой из двух тележек и прекращения подачи заготовок в один из калибров рабочих валков без прекращения подачи заготовок в другой калибр, достаточно выдернуть чеку 24 из соответствующего предохранительного устройства. Ф о р м у л а и 3 о б р, е т е Устройство для подачи заготовки в прокатную клеть, содержащее задающие механизмы и привод их перемещения, выполненный в виде водил, жестко за1феш1енных на валах, один из которых размещен внутри другого, коромысла, неподвижно установленного Hia охваты- валу, и шатуна, один конец которого связан с коромыслом, а другой с кривошипом, связанным с рабочим инструментрм, отличающееся тем, что, А целью повышения производительности труда путем устранения хо- . лостого хода рабочего инструмента, оно снабжено дополнительным коромыслом, жестко закрепленным на охватывающем валу диаметрально противоположно первому коромыслу, и шатуном, один конец которого связан с дополнительным коромыслом а другой - с кривошипом, при этом iKOpOMbiena, шатуны и водила выполнены соответственно одинаковой длины. Источники информации, принятые во внимание при экспертизе: 1; Авторское свидетельство СССР №348267, кл, IB 21 Н 8/ОО, 09.03,71. 2. Авторскоесрид тельство СССР № 125232, кл, В 21 Н 9/00, 14.О4.Ф,

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Привод перемещения клети стана холодной прокатки труб | 1985 |
|
SU1258536A1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Рабочая линия стана холодной прокатки труб | 1972 |
|
SU504331A1 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Толкатель для загрузки печи | 1977 |
|
SU737760A1 |
| Прокатно-ковочный стан | 1978 |
|
SU806177A1 |