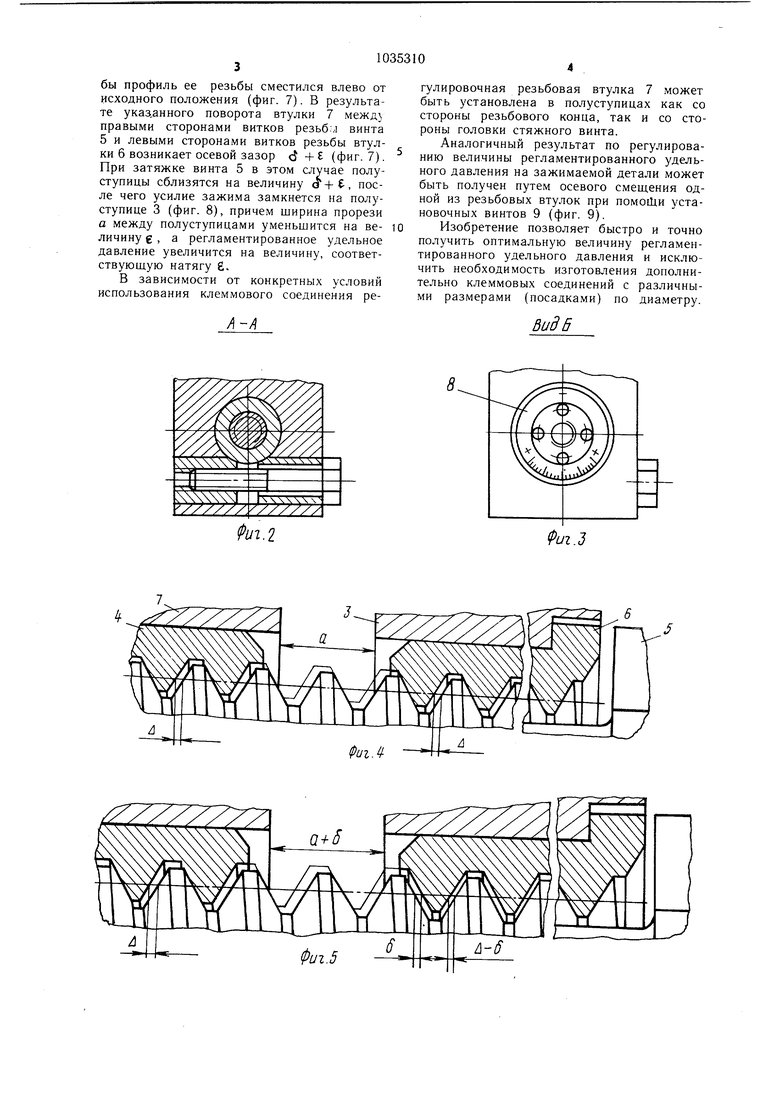
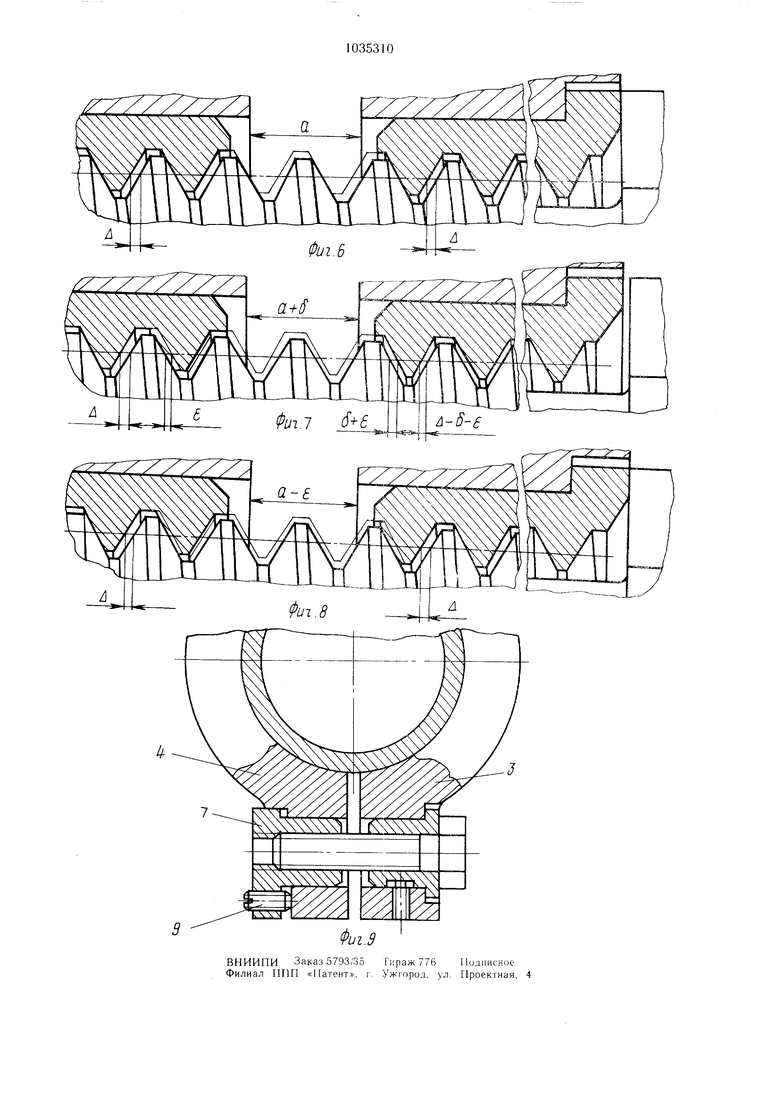
Изобретение относится к машиностроению и, в частности, может быть использовано для крепления тонкостенных деталей типа ги;1ьз, труб, а также деталей с ограниченной твердостью или прочностью. По основному авт. св. № 521407 известно клеммовое соединение, содержащее цилиндрическую зажимаемую деталь и клемму с разрезной ступицей, через резьбовые отверстия которой проходит стяжной винт 1. Недостатком такого соединения является невозможность регулирования величины регламентированного уде.чьного давления без изменения диаметров зажимае.мой детали или клеммы, так как нет взаимного осевого смеп1ения резьбовых нарезок при неизменном взаимном положении полустуниц. Цель изобретения - обеспечение возможности регулирования величины регламентированного удельного давления на зажимаемой детали за счет взаимного осевого с.мешения резьбовых нарезок при неизменном положении полустуниц. Указанная цель достигается тем, что клеммовое соединение дополнительно снабжено но .меньигей мере одной втулкой с внутренним резьбовым отверстием, установленной в отверстии полуступицы с возможностью поворота или осевого с.мещения, и устройством для ее фиксации. На фиг. 1 изображено предлагае.мое клеммовое соединение; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - вид Б на фиг. 1; на фиг. 4---8 - различные варианты распределения осевых зазоров в резьбовом соединении винт - резьбовые втулки; на фиг. 9 - - вариант конструкции клеммового соединения с резьбовой втулкой, имеющей возможность осевого смещения. Клеммовое соединение содержит цилиндрическую зажимаемую деталь i, клемму 2 с нолуетупицами 3 и 4, стяжной винт 5, втулки 6 и 7, приче.м стяжной винт 5 ввернут в резьбовые отверстия втулок 6 и 7. Резьбовая втулка б установлена в полуступице 3 неподвижно, например, зафиксирована ири установочного винта, а вту.чка 7 установлена в нолуступице 4 с воз.можностью поворота и зафиксирована в угловом ноложепии с помощью тангенциального механизма зажима. Для повышения точности и удобства регулирования на втулке 7 установлен лимб 8, причем на лимбе и на нолуступице 4 нанесены риски, соответствуюище исходному по.южению резьбовой втулки. Установка втулки 7 в исходное положение производится до сборки клеммы с зажимаемой деталью, при этом резьба втулок 6 и 7 образует неепрерывную винтовую линию при взаимном положении нолуступиц, обеспечивающем номинальную величину perламентированного удельного давления. Для этого при снятой втулке 7 стяжной виит 5 завинчивается во втулку 6 до упора его головки в торец втулки, после чего втулка 7 вводится до упора ее бурта в полуступицу. Если }осадочное отверстие в клемме 2 окончательно обработано после ее разрезки и стабилизации размера а, то указанное положение втулки 7 является исходным. Если отверстие в клемме окончательно обработано до ее разрезки, то размер а .может увеличиться под действием внутренних напряжений полуступицы 3 и 4. Для компенсации этой деформации в посадочное отверстие кле.ммы устанавливают из.мерительное устройство, например индикаторный нутромер или соответствующий калибр, и продолжают навинчивать втулку 7 на винт 5 и сжи.мать полуступицы 3 и 4 до получения номинального диаметра посадочного отверстия клем.мы. Достигнутое при этом положение резьбовой втулки 7 будет исходным, а щирина прорези между иолуступицами а будет иметь номинальную величину. Распределение осевььх зазоров в резьбовом соединении винт - резьбовые втулки при описанной установке втулки 7 в исходное положепие показано на фиг. 6. Носле достижения исходного положения втулка 7 фиксируется относительно полуступипы 4 с помощью тангенциального зажима и наносятся от.метки на лимбе 8 и нолуступице 4. Неред установкой детали 1 в кде.м.му 2 стяжной винт 5 вывинчивается из резьбовых втулок 6 и 7 на 0,5-1 оборота. При этом резьба втулок по-прежнему образует непрерывную винтовую линию, раз.мер а равен номинальной величине, а осевой зазор выбран в одну сторону (см. фиг. 4). После установки детали 1 в клем.му 2 с натягом полуступицы разойдутся на величину ё, зависящую от величины натяга и размеров клеммы. В результате этого между правы.ми боковыми сторона.ми витков резьбы винта 5 и левыми сторонами витков втулки 6 возникает осевой зазор с фиг. 5. При затяжке винта будет происходить сближение полуступиц на величину ,после чего усилие зажи.ма замкнется на втулке 6, а полуступицы вернутся в исходное положение (фиг. 6) и между деталью и клеммой возникает номинальный натяг и соответствующая ему величина удельного давления, которая не будет увеличиваться при дальнейшей затяжке винта. При необходимости регулирования величины регламентированного удеяьного давления (без разборки детали и клеммы), например увеличение его на величину, соответствующую натягу е , освобождают винт 5, расфиксируют резьбовую втулку 7 и поворачивают ее относительно полуступицы 4. Для увеличения величины регламентированного удельного давления направление поворота втулки 7 должно быть таким, чтобы профиль ее резьбы сместился влево от исходного положения (фиг. 7). В результате указ.анного поворота втулки 7 межд} правыми сторонами витков резьб:.. винта 5 и левыми сторонами витков резьбы втулки б возникает осевой зазор d + (фиг. 7). При затяжке винта 5 в этом случае полуступицы сблизятся на величину a+t, после чего усилие зажима замкнется на полуступице 3 (фиг. 8), причем ширина прорези а между полуступицами уменьшится на величину g , а регламентированное удельное давление увеличится на величину, соответствуюшую натягу .
В зависимости от конкретных условий использования клеммового соединения реA-/I
гулировочная резьбовая втулка 7 может быть установлена в полуступицах как со стороны резьбового конца, так и со стороны головки стяжного винта.
Аналогичный результат по регулированию величины регламентированного удельного давления на зажимаемой детали может быть получен путем осевого смещения одной из резьбовых втулок при помоШи установочных винтов 9 (фиг. 9).
Изобретение позволяет быстро и точно получить оптимальную величину регламентированного удельного давления и исключить необходимость изготовления дополнительно клеммовых соединений с различными размерами (посадками) по диаметру.
31/ ff
U2.2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеммовое соединение | 1973 |
|
SU521407A1 |
| ВИБРОИЗОЛЯТОР НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ РАЗГРУЖЕННЫЙ (ВНБГР) | 2012 |
|
RU2506473C1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ РАЗГРУЖЕННЫЙ (ВБГР) | 2012 |
|
RU2506475C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПРЕССОВКИ И ГИДРОНАПРЕССОВКИ ПЕРЕДНЕГО И ЗАДНЕГО КОЛЕЦ ПОДШИПНИКОВ С ШЕЙКОЙ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2429959C2 |
| Узел крепления рабочего колеса насоса на валу | 1989 |
|
SU1783173A1 |
| СРЕЗНОЙ ВИНТ, СИСТЕМА И УСТРОЙСТВО ДЛЯ ВИНТОВОГО СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ПОСРЕДСТВОМ СРЕЗНОГО ВИНТА | 2013 |
|
RU2620891C2 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ (ВБГ) | 2012 |
|
RU2506474C2 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ С КОНИЧЕСКИМИ ВТУЛКАМИ | 2012 |
|
RU2516920C2 |
КЛЕММОВОЕ СОЕДИНЕНИЕ по авт. св. № 521407, отличающееся тем, что, с целью обеспечения возможности регулирования величины регламентированного удельного давления на зажимаемой детали за счет взаимного осевого смешения резьбовы.х нарезок при неизменном взаимном положении полуступиц, оно снабжено по меньшей мере одной втулкой с внутренним резьбовым отверстием, установленной в отверстии полуступицы с возможностью поворота или осе-вого смешения и устройством для ее фиксации. В (Л о со ел ОО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клеммовое соединение | 1973 |
|
SU521407A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
