(Л
с: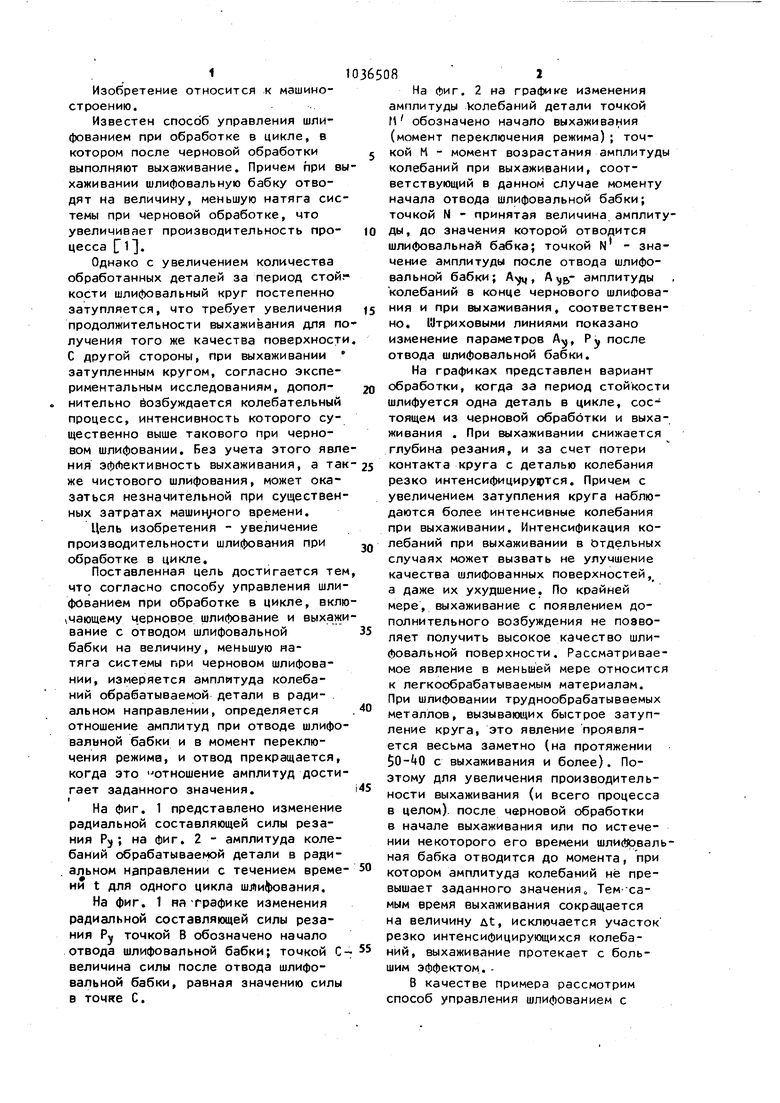

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| Способ круглого врезного шлифования деталей | 1981 |
|
SU1007930A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Способ шлифования периферией круга с продольной подачей за несколько ходов с выхаживанием и наложением ультразвуковых колебаний на заготовку | 2017 |
|
RU2685323C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
00 О)
ел
Изобретение относится к машиностроению.
Известен способ управления шлифованием при обработке в цикле, в котором после черновой обработки выполняют выхаживание. Причем при выхаживании шлифовальную бабку отводят на величину, меньшую натяга системы при черновой обработке, что увеличивает производительность процесса С1.
Однако с увеличением количества обработанных деталей за период стой. кости шлифовальный круг постепенно затупляется, что требует увеличения продолжительности выхаживания для получения того же качества поверхности С другой стороны, при выхаживании затупленным кругом, согласно экспериментальным исследованиям, дополнительно возбуждается колебательный процесс, интенсивность которого существенно выше такового при черновом шлифовании. Без учета этого явления эффективность выхаживания, а так же чистового шлифования, может оказаться незначительной при существенных затратах машин;чого времени.
Цель изобретения - увеличение производительности шлифования при
обработке в цикле.
Поставленная цель достигается тем что согласно способу управления шлифованием при обработке в цикле, вклю(Чающему ч.ерновре шлифование и выхаживание с отводом шлифовальной бабки на величину, меньшую натяга системы при черновом шлифовании, измеряется амплитуда колебаний обрабатываемой детали в радиальном направлении, определяется отношение амплитуд при отводе шлифовальной бабки и в момент переключения режима, и отвод прекращается, когда это отношение амплитуд достигает заданного значения.
На фиг. 1 представлено изменение радиальной составляющей силы резания Pj; на фиг. 2 - амплитуда колебаний обрабатываемой детали в радиальном направлении с течением времеИИ t для одного цикла шли ювания.
На фиг. 1 на трафике изменения радиальной составляющей силы резания Ру точкой В обозначено начало отвода шлифовальной бабки; точкой Свеличина силы после отвода шлифовальной бабки, равная значению силы в точке С.
На фиг. 2 на графике изменения амплитуды Колебаний детали точкой ft обозначено начало выхаживания (момент переключения режима); точкой М - момент возрастания амплитуды колебаний при выхаживании, соответствующий в данном случае моменту начала отвода шлифовальной бабки; точкой N - принятая величина амплитуды, до значения которой отводится шлифовальнай бабка; точкой N - значение амплитуды после отвода шлифовальной бабки; А , А |g,- амплитуды колебаний в конце чернового шлифования и при выхаживания, соответственно. Штриховыми линиями показано изменение параметров Аи, Ръ после отвода шлифовальной бабки.
На графиках представлен вариант обработки, когда за период стойкости шлифуется одна деталь в цикле, состоящем из черновой обработки и выхаживания . При выхаживании снижается глубина резания, и за счет потери контакта круга с деталью колебания резко интенсифициру()тся. Причем с увеличением затупления круга наблюдаются более интенсивные колебания при выхаживании. Интенсификация колебаний при выхаживании в Отдельных случаях может вызвать не улучшение качества шлифованных поверхностей, а даже их ухудшение. По крайней мере, выхаживание с появлением дополнительного возбуждения не позволяет получить высокое качество шлифовальной поверхности. Рассматриваемое явление в меньшей мере относится к легкообрабатываемым материалам. При шлифовании труднообрабатываемых металлов, вызываюцих быстрое затупление круга, это явление проявляется весьма заметно (на протяжении 50-tO с выхаживания и более). Поэтому для увеличения производительности выхаживания (и всего процесса в целом), после черновой обработки в начале выхаживания или по истечении некоторого его времени шли($рвальная бабка отводится до момента, при котором амплитуда колебаний не превышает заданного значения Тем-хамым время выхаживания сокращается на величину At, исключается участок резко интенсифицирующихся колебаний, выхаживание протекает с большим эффектом. В качестве примера рассмотрим способ управления шлифованием с выхаживанием при обработке стали РбМ5 (HRC60-62) на круглошлифовальном станке МАЗИ151 методом врезания на режимах: скорость шлифования Vj( «60 м/с, скорость детали м/мин скорость черновой подами , мм/м при ширине шлифования мм и коэф фициентежесткости системы детальцентры Н/мкм. Используется шлифовальный круг характеристики 24А25С17К. Диаметр обрабатываемых образцов - 129 мм. СОЖ - раствор эмульСОЛа. С образца снимается припуск ,2 мм. После чернового шлифования выполняется выхаживание в течение 10 с. Максимальная а плитуда колебаний -детали в конце чернового шлифования составляет 2,73,2 мкм и увеличивается при выхаживании до i, мкм. 10ероховатость шлифованной поверхности в конце выхаживания равняется ,,58 мкм По предлагаемому способу в конце чернового шлифования шлифовальная бабка отводится до амплитуды колебаний ,0 мкм, что ориентировочно соответствует отношению 2/3. Это позволяет сократить время выхаживания в два раза, сохранив практически ту же шероховатость поверхности, но снизив ее разброс (,,51 мкм). Экспериментальными исследованиями установлено, что отношение может ориентировочно находиться в пределах 0,2+1,1. За пределами этоп го диапазона для большинства случаев отмечается снижение эффективности предлагаемого способа управления. Подобные результаты были зарегистрированы при врезном КРУГЛОМ наружном шлифовании на станке НАЗИ151 шлифовальными кругами различных ха| актеристик fиз материалов , ЗЗА, 91Ai зернистостью , твердостью МЗ-СТ1) для коэффициентов жесткости систекы деталь-центры 60 Н/мкм, для скоростей шлифования V 30+80 м/с при обработке углеродистых и быстрорежущих сталей (S ШХ-15, Р18, РбМ5) и др. Технико-экономическая эффективность предлагаемого способа заключается в увеличении производительности обработки при шлифовании в цикле за счет снижения времени выхаживания. При реализации способа в значите;льн мере компенсируются -непостоянство свойств шлифовального круга и изменения условий обработки с течением времени.
Черновое и/Аисрование
В ы(а кивание
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лурье Б,В., Комиссаржевская В.Н | |||
| Шлифовальные станки и их | |||
| наладка | |||
| М,, Высшая школа, 19б7, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| , | |||
