Изобретение относится к неразрушающему контролю и может быть испол зовано при ультразвуковом контроле качества материалов и изделий. Известен способ обнаружения и оп ределения координат залегания дефек та, заключающийся в том, что на поверхности изделия фиксируют в не- скольких точках продольную либо поперечную волну, которая -возникает при образовании дефекта, и по триан гуляционному методу определяют коор динаты дефекта l. Однако с помощью этого способа невозможно определить глубину залегания дефекта, поскольку нельзя определить время распространения волн из-за сложной волнойой картины, сос тоящей из прямых и отраженных продольных и поперечных волн. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ определения местоположения дефекта в изделии, заключающийся в том, что на поверхности изделия принимают импульс рэлеевской волны, возникающий при развитии дефекта, измеряют время прихода этого импульса и по нему судят о местоположении дефекта 12, . . Недостаток известного способа-за ключается в недостаточной информа-. тивности контроля, связанной с тем, что при его ocs цecтвлeнии невозможно определить глубину.залегания дефекта. Целью изобретения является расширение технологических возможностей контроля путем определения глубины зсшегания дефекта , Эта цель достигается тем, что со ласно способу определения местополо жения дефекта в изделии, заключающе муся в том, что на поверхности изде лия принимают импульс рэлеевской во ны, возникающей при развитии дефект измеряют время прихода этого импуль и по нему судят о местоположении де фекта, измеряют спектр рэлеевской в ны, а глубину залегания дефекта опр деляют по верхней частоте, соответ- ствующей половине амплитуды максимальной составляющей спектра. На .чертеже представлена зависимость между верхней частотой спектра импульса рэлеевской волны и глубиной залегания дефекта, являющегося инициатором этой рэлеевской . Способ определения местоположения дефекта в изделии осуществляется следующим образом. На контролируемом изделии устанавливают приемники рэлеевской волны. При развитии дефекта на поверхности изделия возникает рэлеевская волна. По времени прихода этой волны в разных точках можно судить о местоположении дефекта. Анализируя спектр рэлеевской волны и определяя его верхнюю частоту, можно судить о глубине залегания дефекта в изделии. Это связано с тем, что амплитуда рэлеевских волн, излучаемых дефектом, находящийся на глубине ii под поверхностью изделия, зависит от соотношения между глубиной залегания и длиной волны Л , на которой происходит излучение данной амплитуды. Чем больше глубина залегания дефекта, тем меньше амплитуда частотной составляющей. Спектр излучения всех дефектов практически является одинаковым, но спектры рэлеевской волн, принимаемых датчиками на поверхности изделия отличаются из-за разной степени затухания. Поскольку наибольшая крутизна огибающих кривых спектра наблюдается на частоте, соответствующей половине амплитуды, максимальнойсоставляющей спектра, то эту верхнюю частоту выбирают в ка.честве информативного параметра. Таким образом, способопределения местоположения дефекта в изделии позволяет с большой точностью ЬпределятЬ глубину залегания дефекта, так как рэлеевская волна достигает приемник,, расположенный на поверхности изделия, только единственным путем и. затухает в изделии в меньшей степени, чем объемные волны.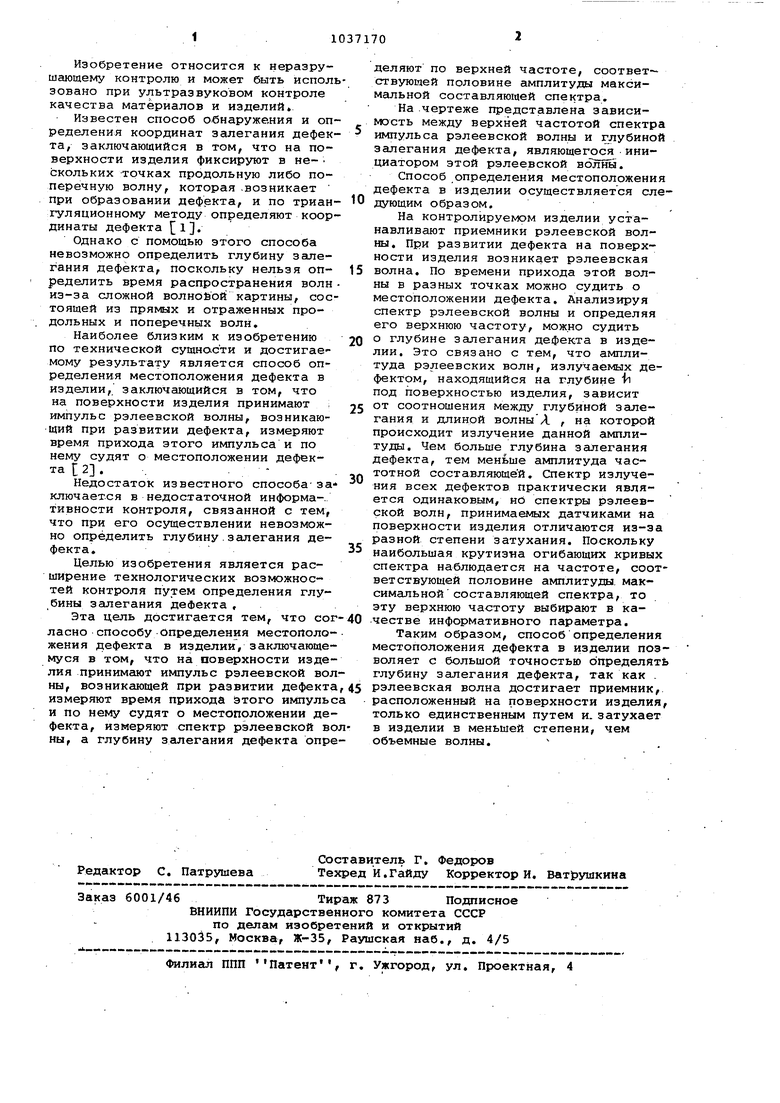
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АКУСТОЭМИССИОННОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2006855C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ПРУТКОВ ВОЛНОВОДНЫМ МЕТОДОМ | 2017 |
|
RU2679480C1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
| Способ ультразвукового контроля электропроводящих цилиндрических объектов | 2021 |
|
RU2783297C2 |
| СПОСОБ АКУСТОЭМИССИОННОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1998 |
|
RU2141654C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| СПОСОБ СЕЙСМИЧЕСКОЙ РАЗВЕДКИ ПРИ ПОИСКЕ УГЛЕВОДОРОДОВ И СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЛЕГАНИЯ ПРОДУКТИВНЫХ НА УГЛЕВОДОРОДЫ ПЛАСТОВ И СЕЙСМИЧЕСКАЯ СТАНЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2433425C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| Способ определения глубины складок в изделиях из стеклопластиковых материалов с помощью ультразвуковых волн | 2023 |
|
RU2814126C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ДЕФЕКТА В ИЗДЕЛИИ, заключающийся в том, что на поверхности изделия принимают импульс рэлеевской волны, возникающий при развитии дефекта, измеряют время прихода этого импульса и по нему судят о местопо|Ложении дефекта, отличающийс я тем, что, с целью расширения технологических возможностей контроля путем определения глубины залегания дефекта, измеряют спектр рэлеевской волны, а глубину залегания дефекта определяют по верхней частоте, соответствующей половине амплитуды максимальной составляющей спектра. (О с со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грешников В.А., Дробот Ю.Б | |||
| Акустическая эмиссия | |||
| М., Стандарты, 1976, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Финкель В.М | |||
| Физические основы торможения разрушения | |||
| М., Металлургия, 1977, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
