Изобретение относится к механической обработке и может быть использовано при конструировании и изготовлении оснастки для доводки торцовых плоских, ступенчатых, конических - поверхностей деталей- в приборостроении и машиностроении.
Известно устройство для крепления инструмента при доводке торцов тел вращения, содержащее две пары центро установленных на опорных призмах, свзанных с основанием и служащих для установки обрабатываемой детали и дискового притира, имеющего возможность свободного вращения благодаря фрикционному зацеплению его с обрабатываемой поверхностью. Устройство содержит также привод вращения детали и механизм настройки, с помощью которого притир выставляется относительно детали так, чтобы его рабочая поверхность была параллельна обрабатываемой торцовой поверхности С1
Недостатком указанного устройства является то, что оно имеет сложную конструкцию и представляет собой станок, относящийся к классу специального нестандартного оборудования, изготовление и применение которого целесообразно только в условиях крупносерийного производства деталей.
Наиболее близким к предлагаемому по технической сущности является устройство для крепления инструмента, содержащее рабочую г Уловку, связанную с державкой посредством штока с цилиндрическим хвостовиком С2 J.
Однако известное устройство не позволяет осуществлять доводку торцовых плоских и конических поверхностей деталей.
Цель изобретения - расширение технологических возможностей устройства при использовании доводочного инструмента.
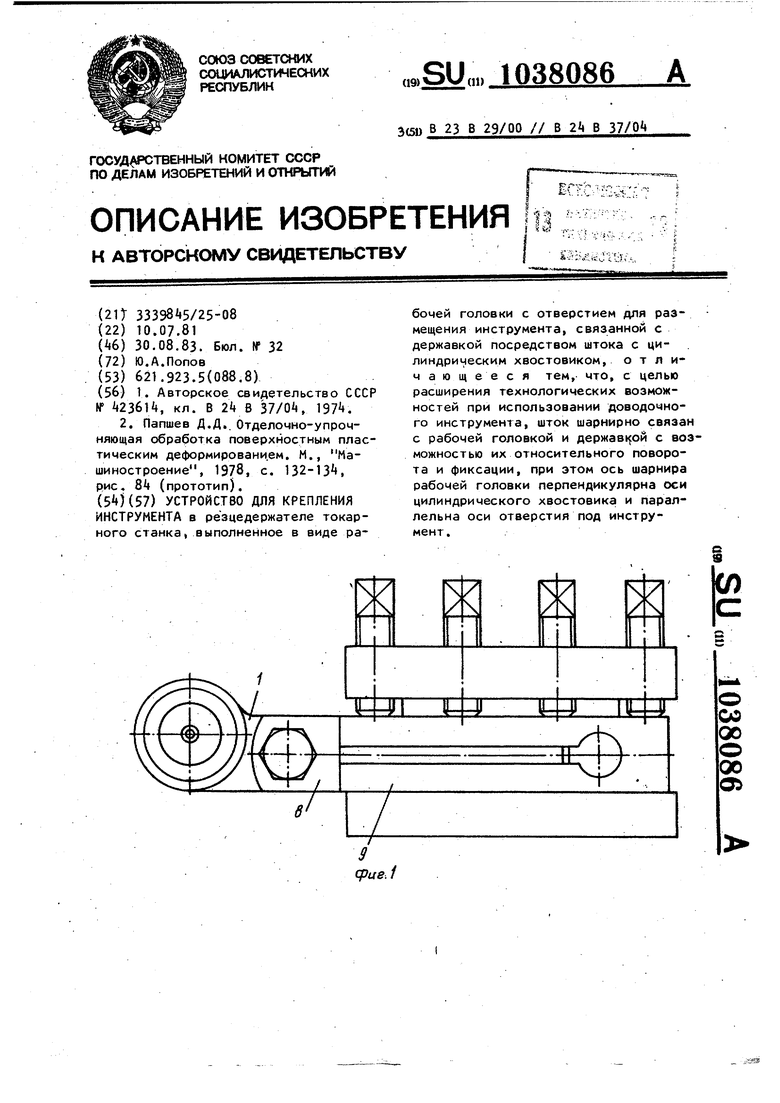
Поставленная цель достигается тем, что в устройстве для крепления инструмента в резцедержателе токарного станка, выполненном в виде рабочей головки с отверстием для размещения инструмента, связанной с державкой посредством штока с цилиндрическим хвостовиком, шток шарнирно связан с рабочей головкой и держакой с возможностью их относительного поворота и фиксации, при этом ось
шарнира рабочей головки перпендикулярна оси цилиндрического хвостовика и параллельна оси отверстия под инструмент.
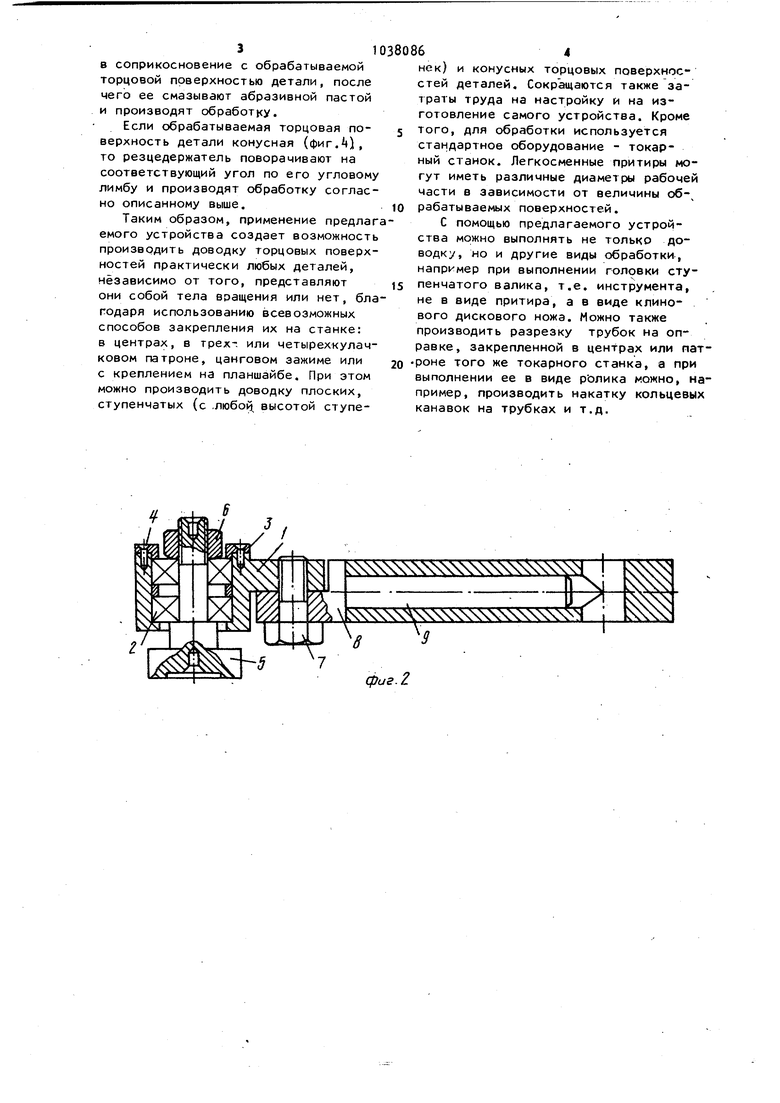
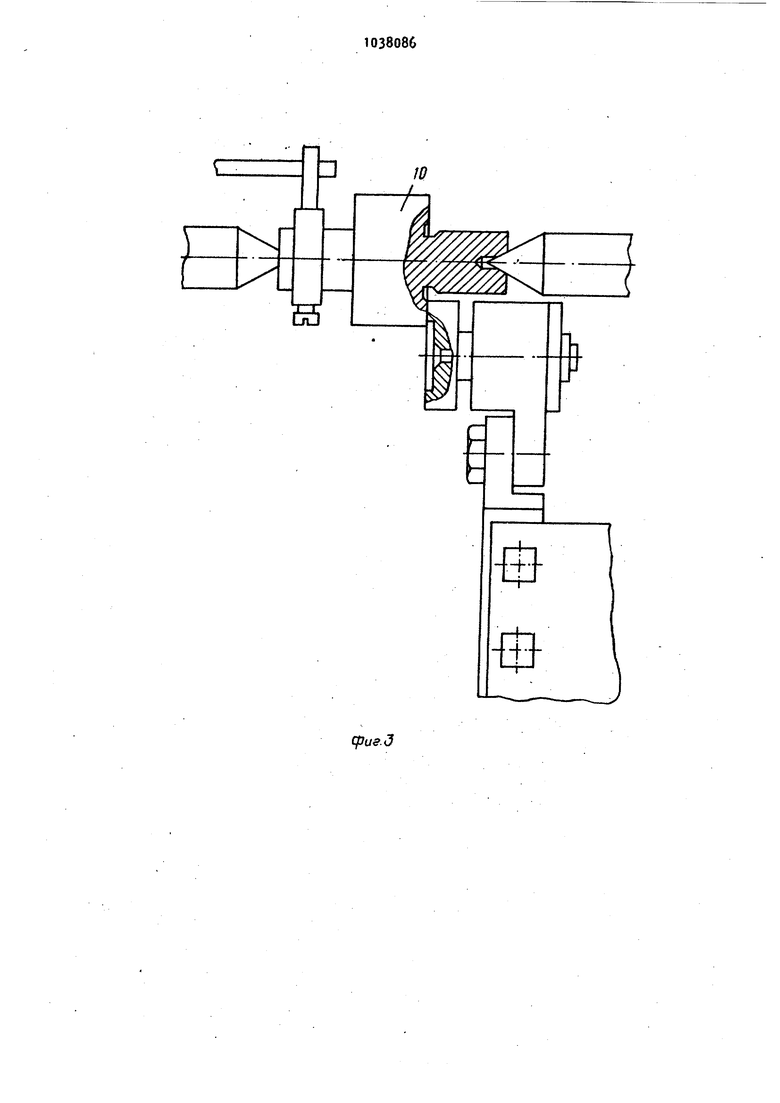
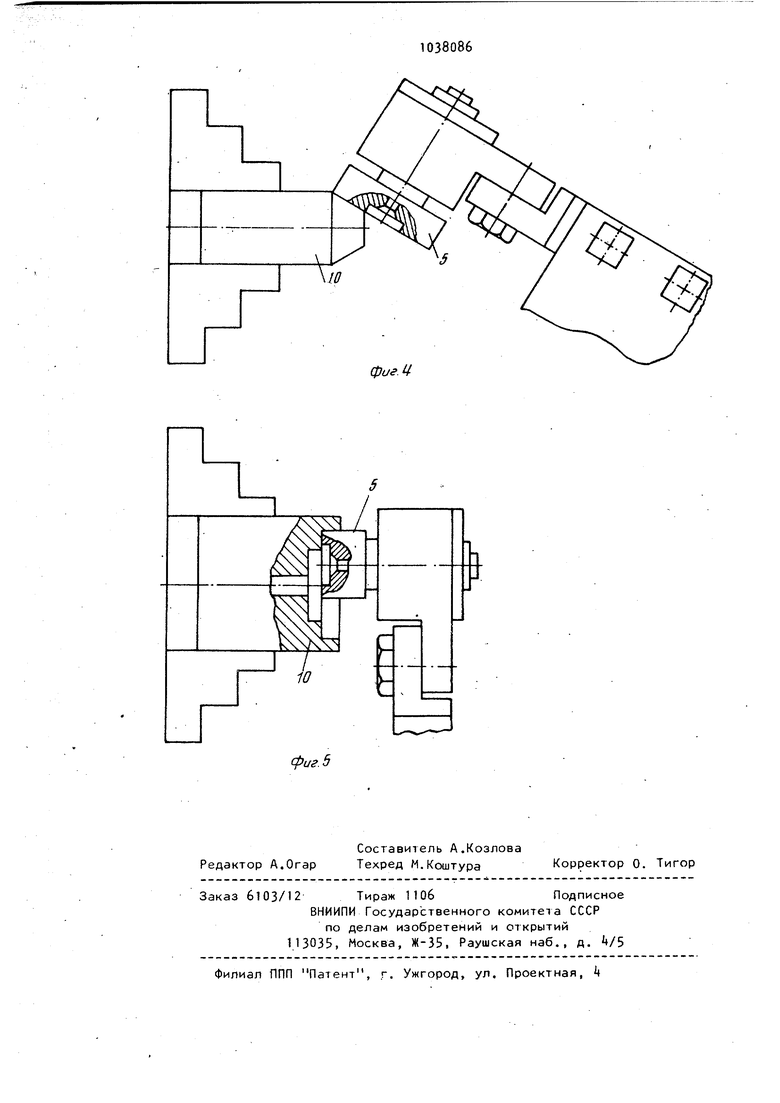
На фиг. 1 представлено устройство, установленное в резцедержателе станка, вид спереди; на фиг. 2 - то же, вид сверху, разрез; на фиг. 3-5 схемы обработки соответственно плоских, конических и ступенчатых поверхностей деталей.
Устройство для крепления инструмента содержит рабочую головку, состоящую из корпуса 1, внутри которого расположены шарикоподшипники 2, удерживаемые кольцевой крышкой 3, прикрепляемой к корпусу 1 винтами 4. Во внутреннее отверстие вставляют притир 5 и крепят гайкой 6. Рабочая головка посредством болта 7 шарнирно соединена со штоком 8, цилиндрический хвостовик которого расположен в разрезной державке 9 и образует с ней второй шарнир, причем ось болта 7 параллельна оси отверстия головки и перпендикулярна оси хвостовика. Обработку поверхностей деталей с ПОМОЩЬЮ предлагаемого устройства осуществляют следующим образом.
Устройство вкладывают в резцедержатель токарного станка, так же как резец (фиг. 1). В шпинделе и задней бабке станка устанавливают центры и, перемещая заднюю бабку влево, вводят их в центровые отверстия притира 5 до упора. При этом перемещают суппор станка в продольном и поперечном направлениях так, чтобы устройство оставалось в резцедержателе. В этом положении затягивают болты резцедержателя и болт 7 устройства, фиксируя таким образом оба его шарнира.
Затем отодвигают заднюю бабку вправо и, используя продольную и поперечную подачи суппорта станка, отводят резцедержатель с устройством от центров. После такой настройки рабочая поверхность притира 5 устройства оказывается расположенной строго в плоскости, перпендикулярной оси центров, т.е. оси вращения обрабатывемой детали Обрабатываемые детали 10 устанавливают в центрах, патроне, цанговом зажиме или на планшайбе в зависимости от их конфигурации. Далее при помощи продольной и поперечной подач суппорта резцедержатель с устройством перемещают так, чтобы рабочая поверхность притира 5 вошла в соприкосновение с обрабатываемой торцовой поверхностью детали, после чего ее смазывают абразивной пастой и производят обработку. Если обрабатываемая торцовая поверхность детали конусная (фиг.), то резцедержатель поворачивают на соответствующий угол по его угловому лимбу и производят обработку согласно описанному выше. Таким образом, применение предлаг емого устройства создает возможность производить доводку торцовых поверхностей практически любых деталей, независимо от того, представляют они собой тела вращения или нет, бла годаря использованию всевозможных способов закрепления их на станке: в центрах, в трех-, или четырехкулачковом патроне, цанговом зажиме или с креплением на планшайбе. При этом можно производить доводку плоских, ступенчатых (с .любой высотой ступе6нек) и конусных торцовых поверхносстей деталей. Сокращаются также затраты труда на настройку и на изготовление самого устройства. Кроме того, для обработки используется стандартное оборудование - токарный станок. Легкосменные притиры могут иметь различные диаметры рабочей части в зависимости от величины обрабатываемых поверхностей. С помощью предлагаемого устройства можно выполнять не только доводку, но и другие виды обработки, например при выполнении головки ступенчатого валика, т.е. инструмента, не в виде притира, а в виде клинового дискового ножа. Можно также производить разрезку трубок на оправке, закрепленной в центрах или патроне того же токарного станка, а при выполнении ее в виде ролика можно, например, производить накатку кольцевых канавок на трубках и т.д.
cpuffJ
| t | |||
| Авторское свидетельство СССР № , кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Папшев Д.Д. | |||
| Отделочно-упрочняющая обработка поверхностным пластическим деформировани.ем | |||
| М., Машиностроение, 1978, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
