(5) УСТРОЙСТВО ДЛЯ КОЛЬЦЕВОГО СВЕРЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Устройство для сверления кольцевых отверстий | 1985 |
|
SU1340927A1 |
| ОПРАВКА | 1972 |
|
SU435073A1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| ДЕРЖАТЕЛЬ СВЕРЛИЛЬНОГО ПАТРОНА | 1993 |
|
RU2103116C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Устройство для сверления сквозных отверстий | 1986 |
|
SU1400796A1 |
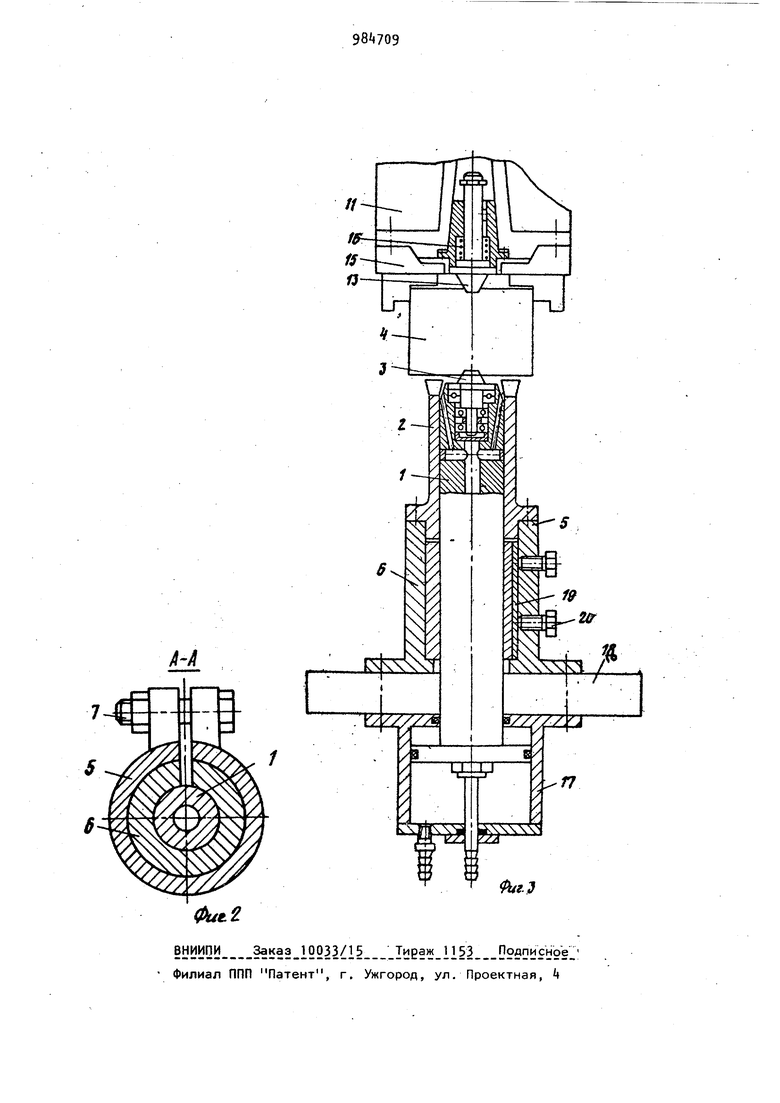
Изобретение относится к обработке металлов резанием и может быть использовано для выполнения глубоки отверстий в труднообрабатываемых ма териалах. Известно устройство для кольцевого сверления, содержащее патрон для закрепления детали, установленный с возможностью вращения центр, снабженный хвостовиком для установки в заднюю бабку и несущий кольцевое сверло ;11. Недостатком известного устройств является то, что при окончании процесса сверловки вырезанный из заготовки стержень, потеряв связь с основной деталью, под воздействием сохранившейся окружной скорости и центробежной силы совершает беспорядочное движение, ударяясь об инструмент, что приводит к преждевременному выходу из строя инструмента и делает процесс малонадежным. Кроме того, требуется доработка сердечника и основной детали по уда лению недореза, который получается в виде облоя в результате излома обрабатываемой поверхности перед выходом инструмента. Цель изобретения повышение надежности работы и стойкости инструмента. Эта цель достигается TeMj что . устройство для кольцевого сверления снабжено дополнительным подпружиненным центром, установленным в патроне соосно основному и противопопожно ему направленным. На фиг, представлен общий вид устройства для кольцевого сверления, предназначенного для станков токарной группы/ на фиг.-2 - сечение А-А на фиг. 1) на фиг. 3 общий вид устройства для кольцевого сверления, предназначенного для станков сверлильной группы.
Устройство состоит из двухопорного центрирующего элемента 1 и сопряженного с ним по-скользящей посадке кольцевого сверла 2.
Двухопорный центрирующий элeмeнt имеет с одной стсэроны хвостовик для установки его в заднюю бабку или револьверную головку, а с другой стороны - вращающийся центр 3 для упора в центровое отверстие детали +, Кольцевое сверло 2 представляет собой трубу с фланцем, которым оно кре пится к корпусу 5, имеющему продольный сквозной паз, Бронзовая разрезная втулка 6 вставляется в корпус по напряженной посадке, при этом внутренняя поверхность втулки выполнена так, чтобы после установки ее в корпус обеспечивалось сопряжение с двухопорным центрирующим элементом по скользящей посадке.
Собранные с корпусом 5 кольцевое сверло 2 и разрезная втулка 6 надеваются на двухопорный центрирующий элемент 1, после чего корпус 5 и разрезная втулка 6 сжимаются стяцкными болтами 7 до полного облегчения разрезной втулкой двухопорного центрирующего элемента, обеспечивая при этом возможность перемещения их относительно друг друга в направлении продольной оси,
Двухопорный центрирующий элемент 1 имеет сверления для подачи в зону резания через штуцер 8 смазывающеохлаждающей, жидкости. На корпусе 5 выполнены отверстия под ведущие штифты 9 державки 10, В шпинделе 11 станка крепится направляющая втулка 12, в которой размещен подпружиненный центр 13, сопряженный с направляющей втулкой по скользящей посадке и имеющий возможность перемещаться вдоль оси шпинделя в нужных пределах. Для исключения проворота центра 13 относительно направляющей втулки 12, в нее запрессован штифт 1, входящий в соответствующий паз втулки 12, .
Таким образом, центр 13 может вращаться вместе со шпинделем 11, причем оси их совпадают.
Устройство работает следующим образом.
Предварительно зацентрованную деталь устанавливают на центр 13 и поджимают вращающимся центром 3 путем выдвижения двухопорного центрирующего элемента 1 в сторону дета- . ли с помощью пиноли задней бабки или револьверной головки станка. При этом ось кольцевого сверла 2 и ось детали выставляются по оси шпинделя, а двухопорный центрирующий блемент получает жесткую опору через вращающийся центр 3. Сцентрированную деталь зажимают в кулачковом патроне 15 для передачи ей крутящего момента.
Рабочая подача кольцевого сверла 2 осуществляется с помощью державки 10, закрепленной в резцедержателе станка, через ведущие штифты 9, По окончании процесса резания основная деталь остается закрепленной,в трехкулачковом патроне 15, а вырезанный сердечник зажатым,между
центром 13 и вращающимся центром 3, при этом они совершают синхронное вращение.
При отводе двухйпорного центрирующего элемента 1 совместно с кольцевым сверлом 2, пружина 16 разжимается и перемещает центр 13, выводя вырезанный сердечник из основной детали , после чего он удаляется - затем снимается основная деталь,
На фиг, 3 двухопорный центрирующий элемент 1 связан с пневмоци|линдром 17 (может быть использован, пружинный механизм, или любой другой привод ) и имеет возможность продольного перемещения во время работы. , Корпус 5 с кольцевым сверлом 2 и разрезной втулкой 6 крепятся неподвижно на столе станка 18, и разрезная втулка 6 поджимается через нажимную планХУ 19 болтами 20,
f
Устройство работает следующим образом.
Предварительно зацентрованную деталь k устанавливают на вращающийся центр 3 и, опуская пиноль сошпин-делем 11, поджимают ее центром 13 к вращающемуся центру 3, Этим достигается выставление осей двухопорного центрирующего элемента 1 с кольцевым сверлом 2 и детали Ц по оси шпинделя. Затем деталь закрепляется в трехкулачковом патроне, Двухопорный центрирующий элемент 1 с поршнем пневмоцилиндра 17 находятся
в это время в крайнем верхнем положении. Включаются обороты шпинделя и рабочая п здача. При движении детали Ц вниз она давит на двухопорный центрирующий элемент 1 и, преодолевая сопротивление пневмоцилиндра 17 опускает его вниз. По окончании процесса сверления отключений рабочей подачи поршець с двухопорным центрирующим элементом возвращаются в исходное положение, поднимая деталь и пиноль станка. Далее пиноль станка поднимается оператором, при этом вырезанный сер дечник выталкивается подпружиненным центром 13 О ои не может выпасть, так как остается закрепленным между центром 13 и вращающимся центром 3 до удаления его оператором, Затем Снимается основная деталь k, Усилие пневмоцилиндра выбирается таким, чтобы оно о еспечивало пе редачу необходимого крутящего момен та с центра 13 на вырезанный стержень в процессе удаления недореза, образующегося в конце сверления. Усилие подачи станка должно превышать осевую составляющую силы резания и усилие пневмоцилиндра. Таким образрм, наличие дополнительного центра позволяет перед око чательным закреплением детали поджать ее по предварительно выполненным в ней центровым отверстиям и со местить ось вращения детали с осью инструмента, что создает благоприятные условия при врезании инструмента. По окончании процесса сверления, когда вырезанный сердечник отделится ОТ основной детали, он остается Б поджатом состоянии и будет вращать ся синхронно с основной деталью, сохраняя положение своей оси неизменным. Это исключает удары сердечника по инструменту и предотвращает его поломку, а также позволяет режущему инструменту удалить недоряз, образующийся на сердечнике или основной детали в результате разрушения в конце обработки вырезаемой перемычки, когда она становится тонкой и не выдерживает осевой составляющей силы резания. Формула изобретения Устройство для кольцевого сверления, содержащее патрон для закрепления детали, установленный с возможностью вращения центр, снабженный хвостовиком для установки в заднюю бабку и несущий кольцевое сверло, отличающееся тем, что, с целью повышения надежьюсти работы и стойкости инструмента, устройство снабжено дополнительным подпружиненным центром, установленным в патроне соосНо основному м противоположному еиу направленным.s Источники информации, пр 1нятые во внимание при экспертиае 1. Щербаков О.Н., Едигаров А,С, Кольцевое сверление на токарных станках, - Машиностроитель, 1977 №9, с. ,
