Изобретение относится к области сварочного производства и может быть использовано в процессах изготовления методами сварки тонкостенных обечаек с элементами жесткости в виде продольных гофр, используемых, например, в качестве теплового экрана сопла ГТД.
Известен процесс изготовления конических обечаек, включающий размещение свариваемой обечайки в коническом обжимном каркасе, поперечное сжатие обечайки с совмещением свариваемых кромок, выравнивание ее торцов и фиксацию в требуемом положении с последующей сваркой стыков (SU 1747247, B23K 37/04, 1992 г.).
Известны также различные способы изготовления обечаек с ребрами жесткости, содержащие, например, установку обечайки в ложемент, ее фиксацию, размещение внутрь обечайки ребер жесткости и их приварку к поверхности обечайки (SU 343814, B23P 19/02, 1972 г.); намотку на кольца жесткости тонкостенного листового материала и их приварку (SU 841880, B23K 37/04, 1981 г.); необходимое формообразование тонкостенной обечайки и приварку к ней ребер жесткости (RU 2082529, B23K 37/04, 1997 г.).
Недостатками известных технических решений являются, как правило, достаточная сложность технологического процесса, громоздкость и сложность необходимого производственного оборудования, а также дополнительное негативное влияние на конструкцию процесса как самой сварки обечайки, так и приварки к обечайке ребер жесткости. Кроме того, известные способы не позволяют изготавливать гофрированные обечайки.
Известен способ электронно-лучевой сварки с проведением после нее термической обработки сварного шва, при котором производят сварку стыка деталей электронным лучом, за которым синхронно перемещают второй луч по сварному шву, осуществляя термическую обработку шва (JP 2004330302, B23K 15/00, 2004 г.). Этот способ решает только узкую задачу - сварка стыков с термообработкой, но не предполагает возможность изготовления тонкостенных конических обечаек с гофрами.
Задачей предлагаемого изобретения является упрощение процесса изготовления тонкостенных обечаек, расширение технологических возможностей путем получения гофрированных обечаек и обеспечение высокой точности параметров получаемой сварной конструкции.
Решение указанной задачи достигается тем, что производят формирование сегментов обечайки с продольными гофрами и отгибание продольных кромок сегментов в сторону их наружной поверхности на величину, равную 1…1,5 толщины сегментов. Затем размещают сегменты на основании с ложементами для гофр и предварительно фиксируют на основании. После этого на основании коаксиально ему поверх сегментов размещают жесткий обжимной каркас и производят окончательную фиксацию сегментов, а затем электронно-лучевую сварку продольных стыков сегментов в вакуумной камере с последующей их локальной термообработкой. Сварку стыков и их термообработку проводят сначала через один стык по всему периметру обечайки, а затем последовательно - оставшихся стыков, при этом сварку осуществляют в импульсном режиме с частотой 50…70 Гц, током луча 13…15 мА, со скоростью перемещения луча 20…30 м/час и с круговым сканированием луча с частотой 80…100 Гц по окружности с диаметром, равным 2…2,5 толщины сегментов. Локальную термообработку сварного шва производят посредством нагрева шва сканированным электронным лучом до температуры на 100…200°C ниже температуры солидуса, создавая на шве пятно нагрева длиной L вдоль оси шва и шириной 1,5…2,5 ширины шва в обе стороны от его оси. При этом сначала пятно нагрева выдерживают на конце шва в течение 15…25 мин, а затем перемещают его вдоль оси шва со скоростью V≤L/0,25 м/час. После окончания сварки и термообработки всех стыков готовую обечайку охлаждают в вакуумной камере до температуры 150…250°C, извлекают из камеры, расфиксируют и снимают с основания.
Изобретение поясняется чертежами, где:
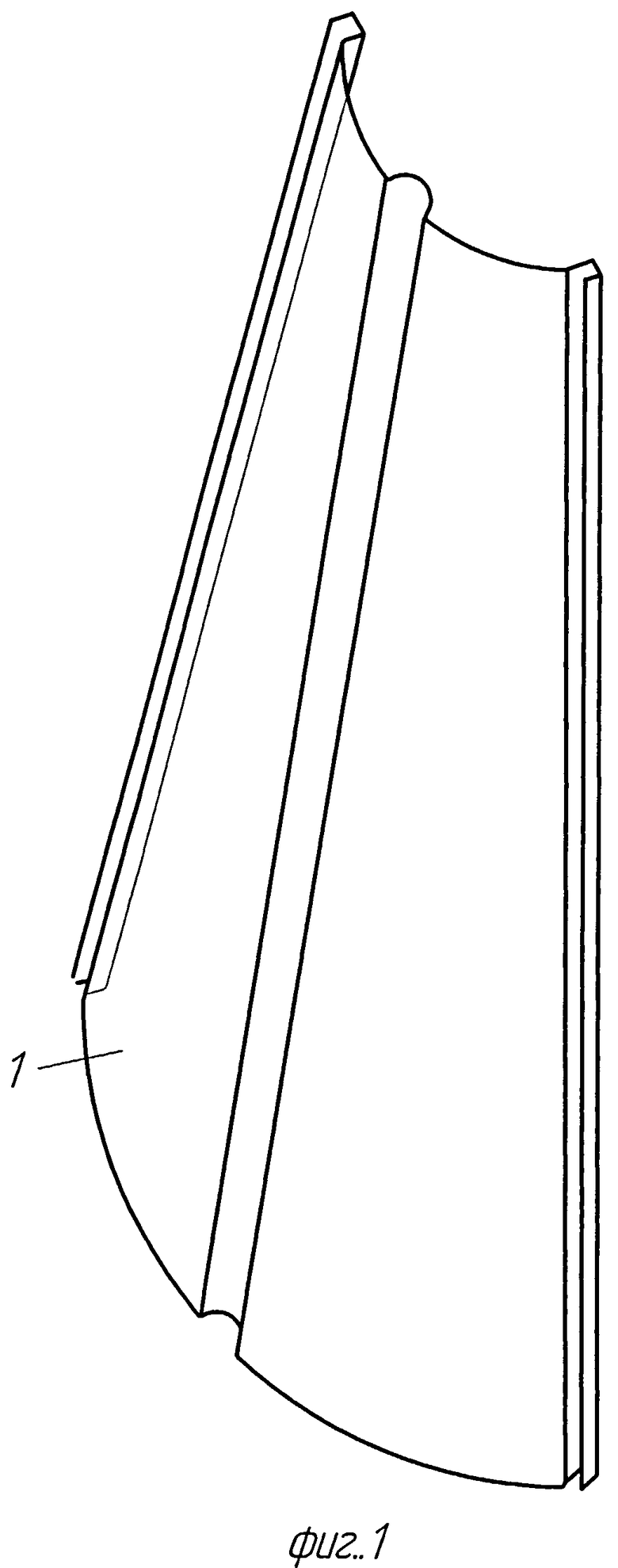
на фиг.1 показан сегмент конической гофрированной обечайки;
на фиг.2 показано основание устройства для сборки;
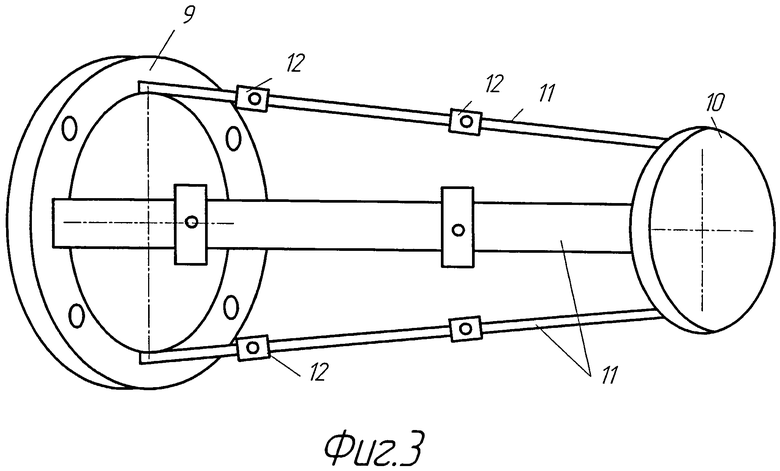
на фиг.3 показан обжимной каркас;
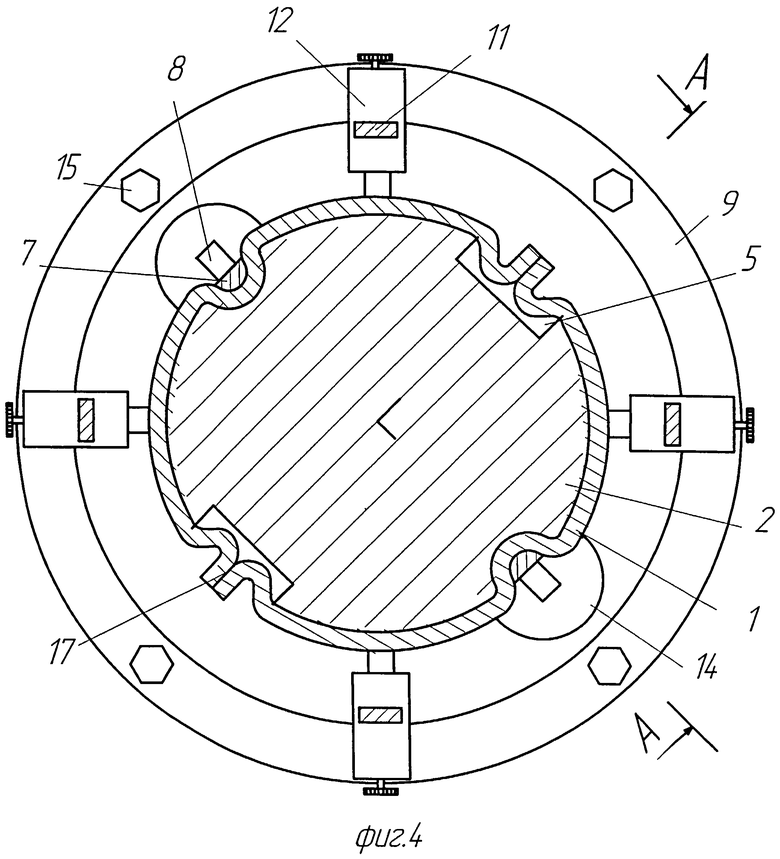
на фиг.4 показано поперечное сечение устройства для сборки с монтируемой обечайкой;
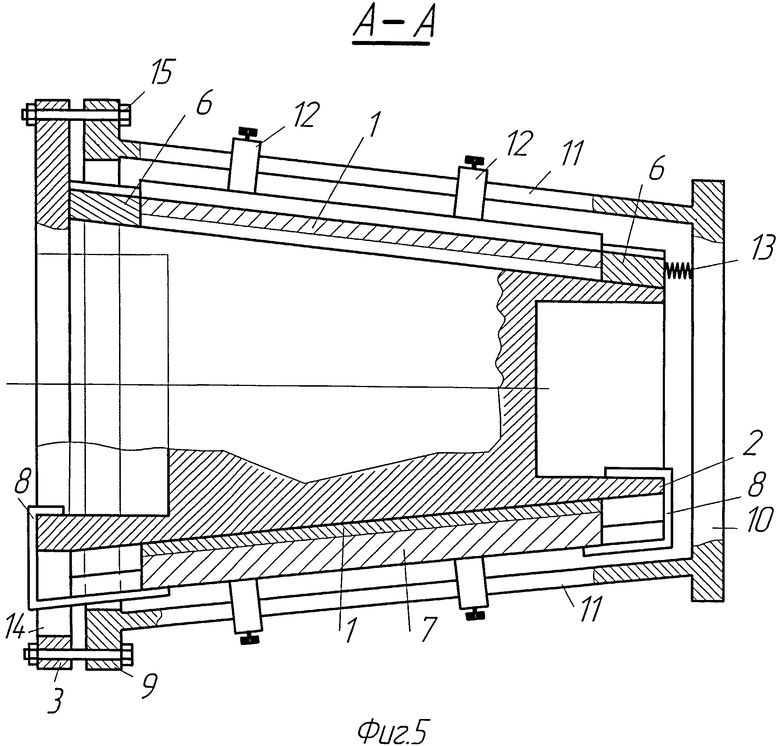
на фиг.5 показано сечение A-A фиг.4;
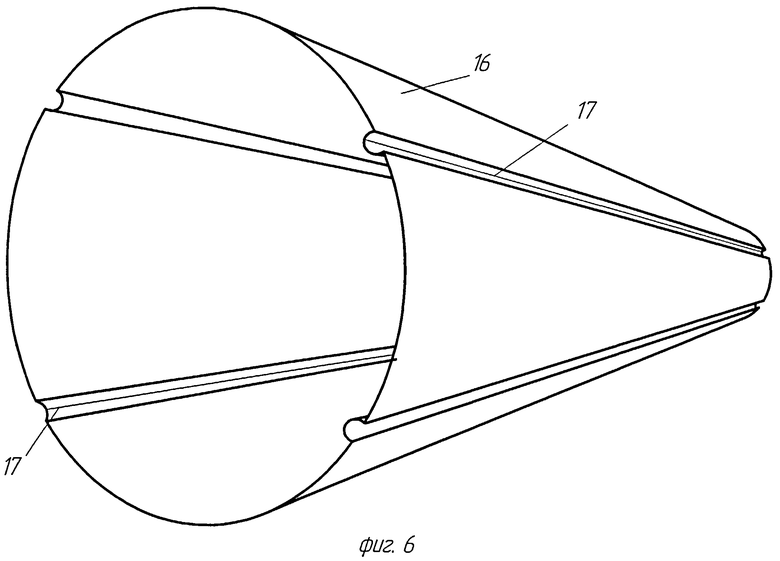
на фиг.6 показана готовая гофрированная обечайка.
Пример реализации способа
Предложенный способ может быть осуществлен, например, на следующем устройстве для сборки конической гофрированной обечайки. Устройство для сборки сегментов 1 с гофрами с образованием тонкостенной конической обечайки 16 содержит основание 2 (фиг.2), которое выполнено в виде усеченного конуса с фланцем 3 на его торце большего диаметра. На конической поверхности основания 2 вдоль ее образующих расположены ложементы 4 для размещения в них продольных гофр. В ложементах 4 выполнены продольные пазы 5 под сварочные швы, а по концам этих ложементов размещены вкладыши 6 для ввода и вывода сварного шва. Устройство снабжено элементами фиксации на основании 2 сегментов 1 собираемой обечайки 16, которые располагаются в тех ложементах 4, где не производится сварка сегментов 1, и выполнены в виде прижимных планок 7 и зажимных устройств 8 типа струбцин.
Устройство содержит также жесткий обжимной каркас, выполненный в виде конической рамы (фиг.3), состоящей из торцевых фланцев 9 и 10, один из которых 9, большего диаметра, выполнен кольцевым. Фланцы 9 и 10 соединены между собой продольными планками 11 с установленными на них прижимными элементами 12, которые выполняются, например, в виде пружинных, винтовых и т.п. фиксаторов. Продольные планки 11 расположены по конической поверхности, которая при размещении рамы на основании 2 коаксиальна конической поверхности основания.
Вкладыши 6 для ввода и вывода сварного шва могут быть выполнены с поджимом к сегментам 1 собираемой обечайки посредством упругих элементов 13, расположенных, например, на внутренней поверхности торцевого фланца 10.
Следует отметить, что количество ложементов 4 на основании 2 может быть любым, соответствующим количеству гофр обечайки. Также может быть любым количество продольных планок 11 и прижимных элементов 12 конической рамы, что зависит от конкретных технологических условий и используемых материалов.
Способ реализуется следующим образом.
На основании 2 размещают подготовленные сегменты 1 (с отогнутыми кромками) обечайки 16 гофрами в ложементы 4 и фиксируют в тех из них, где не производится сварка, посредством прижимных планок 7 и зажимных устройств 8, для установки которых во фланце 3 выполнены отверстия 14. Далее, на основании 2 с закрепленными на ней сегментами 1 обечайки устанавливается коническая рама (обжимной каркас), при этом фланцы 3 основания и 9 рамы стягиваются болтами 15, вкладыши 6 поджимаются к торцу сегментов 1 упругими элементами 13. С помощью прижимных элементов 12, установленных на продольных планках 11, производится плотный прижим сегментов 1 к основанию 2. Собранная и зафиксированная таким образом обечайка перемещается на сварочное место - в вакуумную камеру, где производятся электронно-лучевая сварка продольных стыков 17 сегментов 1 обечайки по отогнутым кромкам для уменьшения вероятности прожога стыков и последующая их локальная термообработка. Для уменьшения влияния нагрева стыков при сварке на соседние стыки их сварку и термообработку проводят сначала через один стык по всему периметру обечайки, а затем последовательно - оставшихся стыков, т.е., например, сначала сваривают 1-й стык, проводят его термообработку, потом сваривают 3-й стык, проводят его термообработку, потом 5-й и т.д. по всему периметру. А после этого делают 2-й, 4-й, 6-й и т.д. стыки. Сварку осуществляют в импульсном режиме с частотой 50…70 Гц, током луча 13…15 мА, со скоростью перемещения луча 20…30 м/час и с круговым сканированием луча с частотой 80…100 Гц по окружности с диаметром, равным 2…2,5 толщины сегментов. Локальную термообработку сварного шва производят посредством нагрева шва сканированным электронным лучом до температуры на 100…200°C ниже температуры солидуса, создавая на шве пятно нагрева длиной L вдоль оси шва и шириной 1,5…2,5 ширины шва в обе стороны от его оси. При этом сначала пятно нагрева выдерживают на конце шва в течение 15…25 мин, а затем перемещают его вдоль оси шва со скоростью V≤L/0,25 м/час. Это необходимо для гарантированного прогрева каждой области шва в течение не менее 15 мин. Контроль за температурой нагрева осуществляют, например, с помощью тепловизора. После окончания сварки и термообработки всех стыков готовую обечайку охлаждают в вакуумной камере до температуры 150…250°C, извлекают из камеры, убирают болты 15, разжимают элементы 12 и снимают обжимной каркас. Расфиксируют зажимные устройства 8, снимают прижимные планки 7 и вкладыши 6 и готовая обечайка 16 (фиг.6) снимается с основания 2.
Применение предлагаемого изобретения позволяет упростить процесс изготовления тонкостенных обечаек, расширить технологические возможности путем получения гофрированных конических обечаек и обеспечить высокую точность параметров получаемой сварной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2012 |
|
RU2507047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНИЧЕСКИХ ОБЕЧАЕК С РЕБРАМИ ЖЕСТКОСТИ | 2012 |
|
RU2510686C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
Изобретение относится к способу изготовления сварной тонкостенной конической обечайки с продольными гофрами, используемой, например, в качестве теплового экрана сопла ГТД. Производят формирование сегментов обечайки с продольными гофрами и отогнутыми кромками. Размещают сегменты на основании с ложементами под гофры и предварительно фиксируют на основании. После этого на основании коаксиально ему поверх сегментов размещают жесткий обжимной каркас. Затем производят окончательную фиксацию сегментов и электронно-лучевую сварку продольных стыков сегментов в вакуумной камере по отогнутым кромкам с последующей их локальной термообработкой. Сварку стыков и их термообработку проводят сначала через один стык по всему периметру обечайки, а затем последовательно-оставшихся стыков. При этом сварку осуществляют в импульсном режиме с определенными параметрами. Локальную термообработку сварного шва производят посредством нагрева шва сканированным электронным лучом. После окончания сварки и термообработки всех стыков готовую обечайку охлаждают, расфиксируют и снимают с основания. Изобретение позволяет упростить процесс изготовления тонкостенных обечаек, расширить технологические возможности путем получения гофрированных конических обечаек и обеспечить высокую точность параметров получаемой сварной конструкции. 6 ил.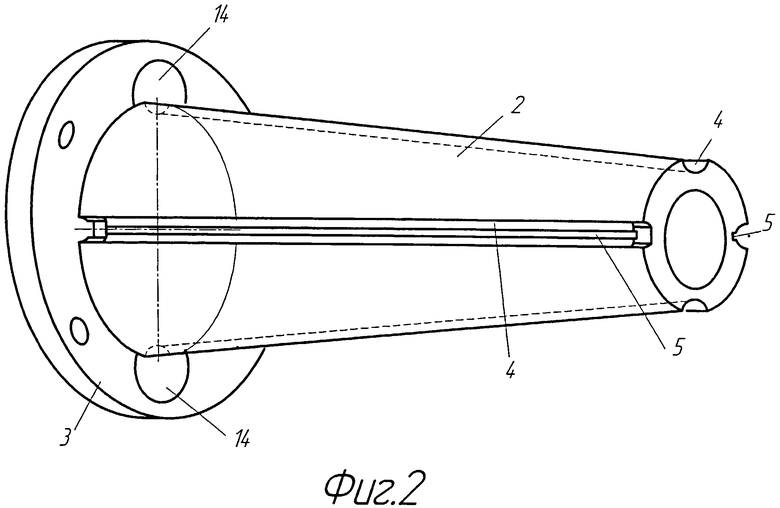
Способ изготовления сварной тонкостенной конической обечайки с продольными гофрами, включающий формирование сегментов обечайки с продольными гофрами и отгибание продольных кромок сегментов в сторону их наружной поверхности на величину, равную 1…1,5 толщины сегментов, размещение упомянутых сегментов на основании с ложементами для гофр, предварительную фиксацию сегментов на основании, размещение на основании коаксиально ему поверх сегментов жесткого обжимного каркаса, окончательную фиксацию сегментов и электронно-лучевую сварку продольных стыков сегментов в вакуумной камере с последующей их локальной термообработкой, причем сварку стыков и их термообработку проводят сначала через один стык по всему периметру обечайки, а затем последовательно - оставшихся стыков, при этом сварку осуществляют в импульсном режиме с частотой 50…70 Гц, током луча 13…15 мА, со скоростью перемещения луча 20…30 м/час и с круговым сканированием луча с частотой 80…100 Гц по окружности с диаметром, равным 2…2,5 толщины сегментов, а локальную термообработку сварного шва производят посредством нагрева шва сканированным электронным лучом до температуры на 100…200°C ниже температуры солидуса, создавая на шве пятно нагрева шириной 1,5…2,5 ширины шва в обе стороны от его оси, причем сначала пятно нагрева выдерживают на конце шва в течение 15…25 мин, а затем перемещают его вдоль оси шва со скоростью V≤L/0,25 м/час, где L - длина пятна нагрева вдоль оси шва, после окончания сварки и термообработки всех стыков готовую обечайку охлаждают в вакуумной камере до температуры 150…250°C, извлекают из камеры, расфиксируют и снимают с основания.
| Устройство для сборки и сварки продольных стыков конических обечаек | 1990 |
|
SU1747247A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| JP 2004330302 А, 25.11.2004 | |||
| CN 201249338 Y, 03.06.2009 | |||

