Изобретение относится к машиностроению, в частности к сварочному оборудованию, и может быть использовано при сварке продольных швов тонкостенных обечаек с газовой защитой обратной стороны шва.
Цель изобретения - уменьшение расхода защитного газа путем регулирования количества газа по длине зоны защиты обратной стороны сварочного шва.
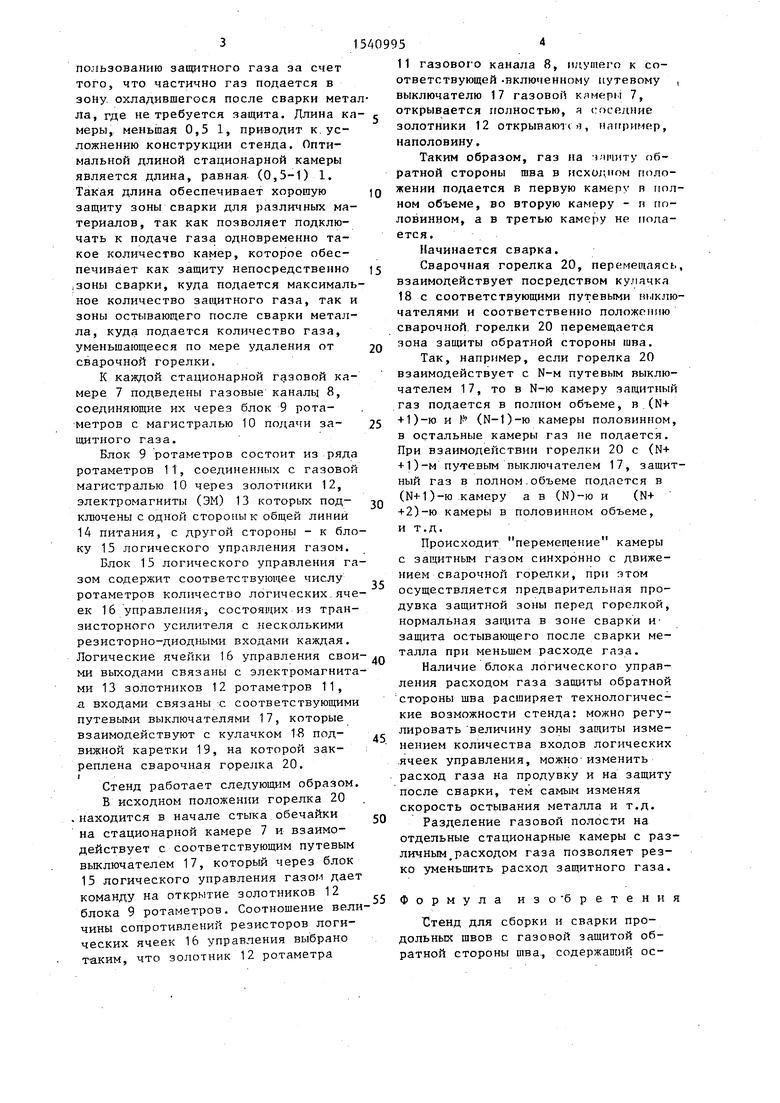
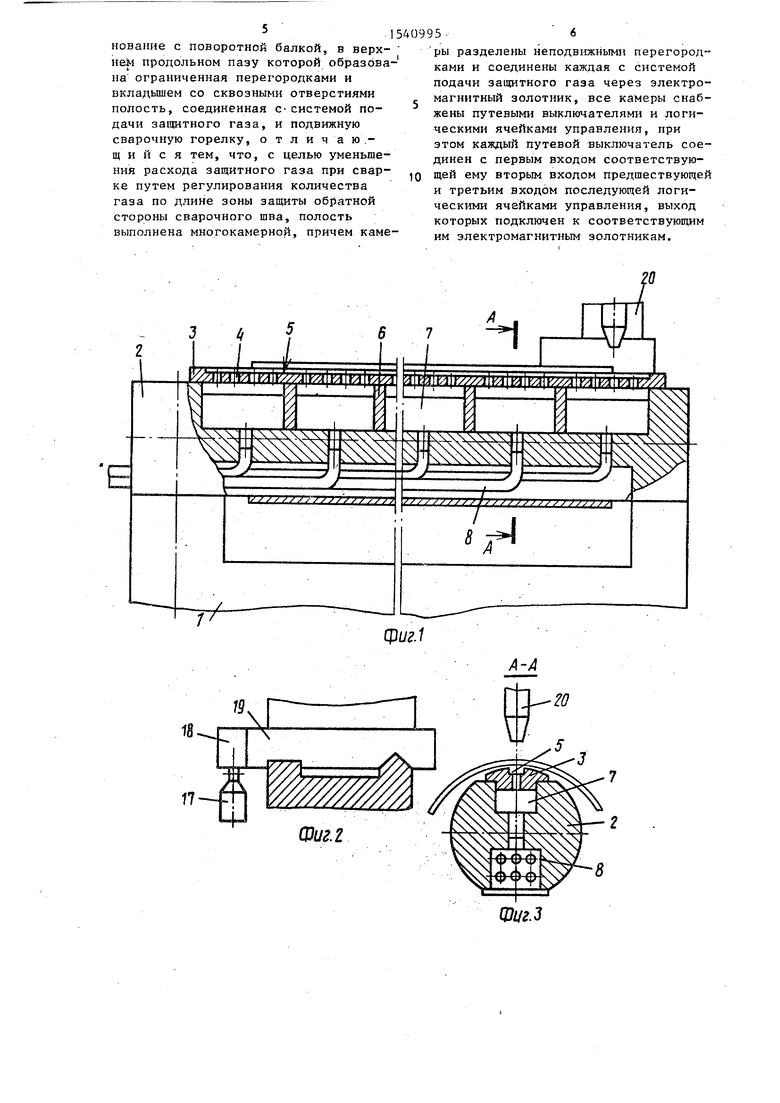
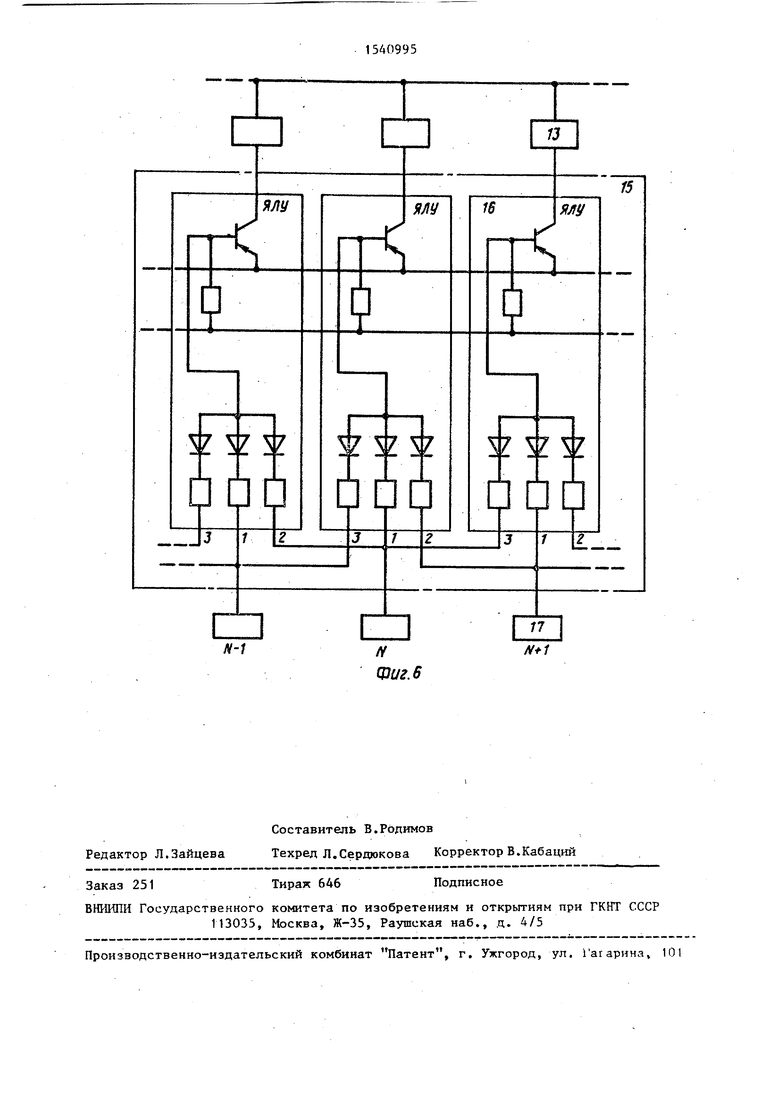
На фиг.1 изображен стенд для сборки и сварки продольных швов; на фиг.2 - подвижная горелка; на фиг.З- сечение А-А на фиг.1; на фиг.4 - блок-схема системы управления подачей защитного газа; на фиг.5 - принципиальная схема системы подачи защитного газа; на фиг.6 - принципиальная схема блока логического управления газом.
Стенд содержит основание 1 с по- ёоротной балкой 2. В паз балки 2, расположенный в верхней ее части, помещен вкладыш 3 с отверстиями 4, канавкой 5 для формирования корня шва и перегородками 6, образующими стационарные газовые камеры 7, имеющие длину, равную половине длины наименьшей зоны защиты обратной стороны Шва. Длина зоны защиты обратной стороны шва 1 зависит от материала и толщины свариваемой обечайки и параметров режима сварки.
Длина стационарной камеры, большая 1, приводит к нерациональному исQ1
45ь
СО СО
сд
пользованию защитного газа за счет того, что частично газ подается в зону охладившегося после сварки метала, где не требуется защита. Длина ка меры, меньшая 0,5 1, приводит к усложнению конструкции стенда. Оптимальной длиной стационарной камеры является длина, равная (0,5-1) 1. Такая длина обеспечивает хорошую защиту зоны сварки для различных материалов, так как позволяет подключать к подаче газа одновременно такое количество камер, которое обеспечивает как защиту непосредственно ,зоны сварки, куда подается максимальное количество защитного газа, так и зоны остывающего после сварки металла, куда подается количество газа, уменьшающееся по мере удаления от сварочной горелки.
К каждой стационарной газовой камере 7 подведены газовые каналы 8, соединяющие их через блок 9 ротаметров с магистралью 10 подачи защитного газа.
Блок 9 ротаметров состоит из ряда ротаметров 11, соединенных с газовой магистралью 10 через золотники 12, электромагниты (ЭМ) 13 которых подключены с одной стороны к общей линии
14питания, с другой стороны - к блоку 15 логического управления газом.
Блок 15 логического управления газом содержит соответствующее числу ротаметров количество логических ячеек 16 управления, состоящих из транзисторного усилителя с несколькими резисторно-диодными входами каждая. Логические ячейки 16 управления свои ми выходами связаны с электромагнитами 13 золотников 12 ротаметров 11, я входами связаны с соответствующими путевыми выключателями 17, которые взаимодействуют с кулачком 18 подвижной каретки 19, на которой закреплена сварочная гррелка 20. i
Стенд работает следующим образом.
В исходном положении горелка 20 . находится в начале стыка обечайки на стационарной камере 7 и взаимодействует с соответствующим путевым выключателем 17, который через блок
15логического управления газом дает команду на открытие золотников 12 блока 9 ротаметров. Соотношение величины сопротивлений резисторов логических ячеек 16 управления выбрано таким, что золотник 12 ротаметра
10
15
20
25
30
сп35
45
50
55
газового канала 8, идущего к соответствующей -включенному путевому , выключателю 17 газовой кямерм 7, открывается полностью, я соседние золотники 12 открывают( т, например, наполовину.
Таким образом, газ на ч .-пни т у обратной стороны шва в исходном положении подается в первую камеру в полном объеме, во вторую камеру - п половинном, а в третью камеру не полается.
Начинается сварка.
Сварочная горелка 20, перемещаясь, взаимодействует посредством кулачка 18 с соответствующими путевыми выключателями и соответственно положению сварочной горелки 20 перемещается зона защиты обратной стороны шва.
Так, например, если горелка 20 взаимодействует с N-м путевым выключателем 17, то в N-ю камеру защитный газ подается в полном объеме, в (N+ + 1)-ю и № (N-l)-io камеры половинном, в остальные камеры газ не подается. При взаимодействии горелки 20 с (N+ + 1)-м путевым выключателем 17, защитный газ в полном объеме подается в (N+O-ю камеру а в (М)-ю и (N+ +2)-ю камеры в половинном объеме, и т.д.
Происходит перемещение камеры с защитным газом синхронно с движением сварочной горелки, при этом осуществляется предварительная продувка защитной зоны перед горелкой, нормальная защита в зоне сварки и защита остывающего после сварки металла при меньшем расходе газа.
Наличие блока логического управления расходом газа защиты обратной стороны шва расширяет технологические возможности стенда: можно регулировать величину зоны защиты изменением количества входов логических ячеек управления, можно изменить расход газа на продувку и на защиту после сварки, тем самым изменяя скорость остывания металла и т.д.
Разделение газовой полости на отдельные стационарные камеры с различным fрасходом газа позволяет резко уменьшить расход защитного газа.
Формула изобретения
Бтенд для сборки и сварки продольных швов с газовой защитой обратной стороны шва, содержащий ос51
нование с поворотной балкой, в верхне- продольном пазу которой образована ограниченная перегородками и вкладышем со сквозными отверстиями полость, соединенная с-системой подачи защитного газа, и подвижную сварочную горелку, отличающийся тем, что, с целью уменьшения расхода защитного газа при сварке путем регулирования количества газа по длине зоны защиты обратной стороны сварочного шва, полость выполнена многокамерной, причем каме409956
ры разделены неподвижными перегородками и соединены каждая с системой подачи защитного газа через электро- s магнитный золотник, все камеры снабжены путевыми выключателями и логическими ячейками управления, при этом каждый путевой выключатель соединен с первым входом соответствую- Ю Щей ему вторым входом предшествующей и третьим входом последующей логическими ячейками управления, выход которых подключен к соответствующим им электромагнитным золотникам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки продольных швов тонкостенных обечаек с газовой защитой обратной стороны | 1980 |
|
SU1038156A2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| СПОСОБ СВАРКИ | 2003 |
|
RU2233211C1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Способ сварки в защитных газах | 1989 |
|
SU1712094A1 |
Изобретение относится к машиностроению, в частности к сварочному оборудованию, и может быть использовано при сварке продольных швов тонкостенных обечаек с газовой защитной обратной стороны шва. Цель изобретения - уменьшение расхда защитного газа путем регулирования количества газа по длине зоны защиты обратной стороны сварочного шва. Стенд ссодержит основание с поворотной балкой, в верхнем продольном пазу которой имеется многокамерная газовая полость. Каждая газовая камера соединена с системой подачи защитного газа через золотник, управляемый электромагнитом. При движении сварочной головки вдоль свариваемого шва поочередно включаются путевые выключатели, которые связаны с логическими ячейками управления. Последние управляют через электромагниты золотниками так, что максимальная подача защитного газа производится в камеру, расположенную в зоне сварочной головки, а в соседние камеры подача защитного газа производится в уменьшенном объеме. 6 ил.
фиг.1
20
В
фцг.З
tt+1
| Стенд для сборки и сварки продольных швов тонкостенных обечаек с газовой защитой обратной стороны | 1980 |
|
SU1038156A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
