Изобретение относится к обработке металлов давлением, в частности к резке толстолистового материала на ножницах.
Известен способ резки листового материала, при котором за счет вогнутой формы нижнего ножа и взаимодействующего с ним прямолинейного верхнего ножа сохраняется плоский профиль разрезаемого листа.
Недостатком данного способа является то, что полосу перед резом необходимо предварительно изгибать точно по форме ножа, в противном случае будет рез как шевронным ножом, где изгиб неизбежен. Кроме того, способ совершенно невозможно использовать для пластических материалов, которые будут получать остаточную деформацию после изгиба его на нижнем вогнутом ноже.
Известен также способ резки листового материала на ножницах с катящимся резом, включающий резку материала и изгиб отрезаемой части от зоны разделения материала путем внедрения дугообразного ножа в листовую заготовку и перекатывания его вдоль прямого ножа.
Указанный способ уменьшает изгиб отрезаемой части листа, по сравнению с гильотинным резом, за счет малой величины перекрытия между ножами. Однако данный способ не устраняет винтообразный и продольный изгиб, особенно при резке небольших длин, что снижает качество резки. Это вызывает дополнительную правку отрезаемых частей металла на известных отдельно стоящих правильных машинах и устройствах, что приводит к увеличению общего веса оборудования.
Целью настоящего изобретения является повышение качества реза.
Указанная цель достигается тем, что в известном способе резки листового материала на ножницах с катящимся резом, включающем резку материала и изгиб отрезаемой части от зоны разделения материала путем внедрения дугообразного ножа в листовую заготовку и перекатывания его вдоль прямого ножа, отрезанную и изогнутую заготовку при помощи жесткой неподвижной направляющей опоры, взаимодействующей с дугообразным ножом, изгибают в обратную сторону по дуге ножа на угол пружинения, определяемый из соотношения
ϕ arccos  1
1 
где h толщина разрезаемого листа, мм.
u перекрытие ножей, мм,
εотр глубина относительного надреза,
Rн радиус ножа, мм.
На фиг.1 изображена схема резки листового материала на ножницах с катящимся резом при перекатывании дугообразного ножа вдоль стационарной направляющей опоры;
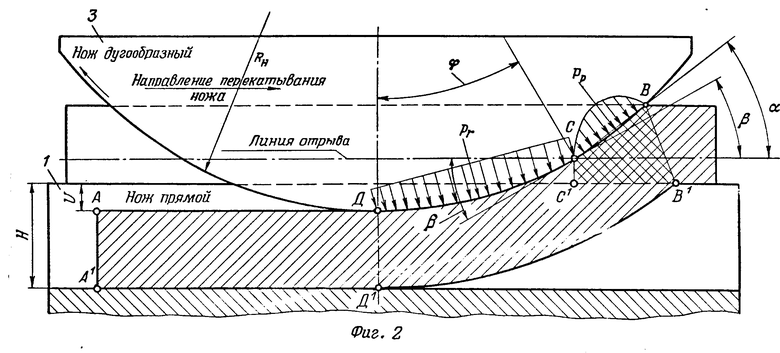
На фиг. 2 то же, при перекатывании дугообразного ножа по стационарной направляющей опоре через отрезаемую часть листа;
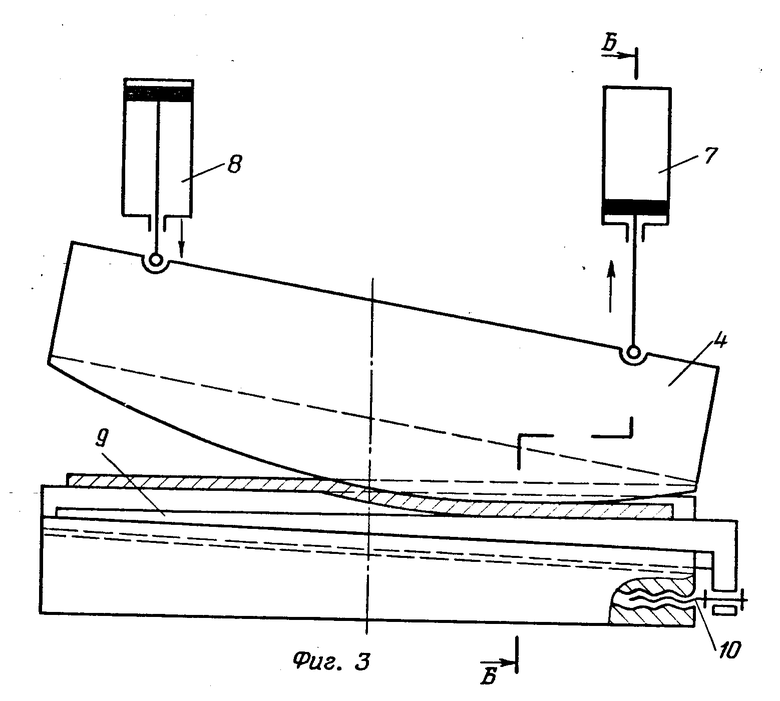
на фиг.3 изображен общий вид ножниц с катящимся резом для осуществления предложенного способа;
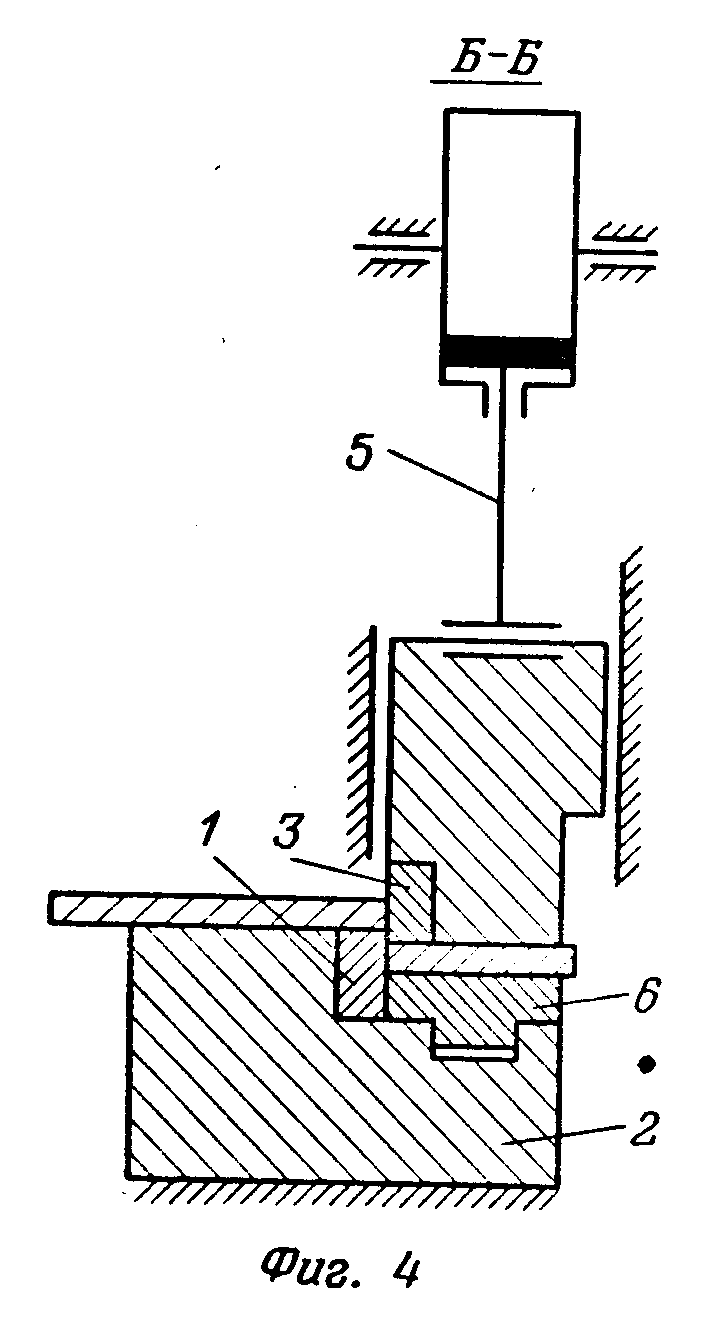
на фиг.4 то же, разрез Б-Б на фиг.3.
Способ резки листового материала на ножницах с катящимся резом включает следующие операции:
надрез края листа, отделение его от заготовки и изгиб в направлении внедрения дугообразного ножа от зоны разделения материала;
ограничение перемещения отделившегося края листа с помощью стационарной направляющей опоры;
изгиб отделившегося изогнутого края листа в обратном направлении по дуге ножа от зоны разделения материала на угол, достаточный для выравнивания или получения заданной кривизны отрезаемой части дальнейшим внедрением дугообразного ножа в заготовку;
разделение листа перекатыванием дугообразного ножа, сохраняя ранее принятый угол гибки отрезаемой части листа до окончания разделения.
При изгибе отделившегося изогнутого края листа в обратном направлении по дуге ножа СД от зоны разделения материала СВВ'C' на угол ϕ, достаточный для выравнивания или получения заданной кривизны отрезаемой части, с помощью стационарной направляющей опоры и дугообразного ножа под действием изгибающей силы Рг происходит сжатие волокон, расположенных по дуге СЕ, и растяжение по дуге В'E' (фиг.1). Тем самым, за счет выравнивания напряжений по сечению отрезаемой части в конце зоны разделения, происходит предотвращение образования винтообразного и продольного изгибов отрезаемой части.
Путем изменения величины перекрытия ножей И, а также расстояния Н от режущей кромки прямого ножа до стационарной направляющей опоры можно изменять угол ϕ гибки отрезаемой части по дуге ножа СД, тем самым менять ее кривизну (фиг.1 и 2). Пpоцесс разделения листового материала предлагаемым способом возможен:
1. При перекатывании дугообразного ножа вдоль стационарной направляющей опоры с заданным перекрытием между ножами И (фиг.1).
2. При перекатывании дугообразного ножа по стационарной опоре через отрезаемую часть листа (фиг.2).
Во втором случае отрезаемая часть в конце зоны разделения получает дополнительное растяжение за счет сил трения дугообразного ножа о материал во время его перекатывания, что улучшает условия правки отрезаемой части.
Способ может быть реализован на ножницах, содержащих прямой нож 1, установленный на столе 2, дугообразный нож 3, закрепленный в суппорте 4, и привод 5.
Ножницы снабжены стационарной направляющей опорой 6, расположенной под дугообразным ножом 3 вдоль прямого ножа 1 ниже его кромки. Привод 5 выполнен в виде 2-х цилиндров 7, 8, обеспечивающих качательное движение суппорта 4.
Причем стационарная направляющая опора 6 может быть выполнена регулируемой по высоте относительно кромки прямого ножа с помощью клина 9, расположенного вдоль прямого ножа 1, и винтовой передачи 10.
Способ реализуется следующим образом.
Листовая заготовка устанавливается на столе 2 и прямом ноже 1. Дугообразный нож 3 внедряется в листовую заготовку с помощью гидроцилиндров 7, 8, при этом в начале надрезается край листа, отделяется отрезаемая часть и изгибается в направлении внедрения дугообразного ножа 3. Стационарная направляющая опора 6 ограничивает перемещение отделившегося края отрезаемой части листа и при дальнейшем внедрении дугообразного ножа 3 в заготовку отделившийся край листа изгибается в обратном направлении по дуге ножа 3. Отрезаемая часть листа прижимается дугообразным ножом 3 и суппортом 4 к стационарной направляющей опоре 6, а затем дугообразный нож 3 перекатывается вдоль прямого ножа 1 по поверхности отрезаемой части и окончательно разделяет лист. При помощи дугообразного ножа 3 и стационарной направляющей опоры 6 осуществляется разделение листовой заготовки и одновременно предотвращается винтовой и продольный изгиб отрезаемой части.
П р и м е р. Способ проверен на лабораторных ножницах с катящимся резом. В качестве листовой заготовки были взяты полосы из алюминиевых сплавов толщиной 0,2-3 мм, шириной 250 мм. От листовой заготовки отрезали полоски шириной 3-10 мм, длиной 250 (равной ширине полосы) радиусным ножом радиусом 500 мм, с различным перекрытием между ножами без стационарной направляющей опоры и с направляющей опорой. В отрезанных полосках замеряли прогиб по середине разрезаемой длины и замеряли угол винтообразности.
Замеры показали, что при резке без стационарной направляющей опоры полоски из различных материалов получали изгиб от 10 до 40 мм и винтообразность от 3о до 90о. При резке с направляющей опорой винтообразность и изгиб полосок практически отсутствовали независимо от ширины отрезаемой полоски.
При регулировке положения стационарной направляющей опоры относительно режущей кромки прямого ножа, в зависимости от толщины полосы и механических свойств материала, продольный изгиб полосы изменялся, при этом получали и обратный изгиб для мягких сплавов алюминия до 4-5 мм, без винтообразного изгиба.
Способ резки листового материала позволяет получать отрезанную часть листовой заготовки практически без винтообразного и продольного (по ширине полосы) изгибов, что исключает операцию правки на отдельностоящем оборудовании. Данный способ, сохраняя хорошее качество реза заготовки, позволяет использовать в ножницах большие углы резания за счет применения малого радиуса дугообразного ножа, что способствует уменьшению усилия pезания и веса ножниц. Кроме того, способ позволяет резать листовые заготовки на полоски самой различной ширины, что особенно эффективно при выpезке проб, так как исключает установку в линии дополнительных ножниц с параллельными ножами.
При обрезке данным способом передних концов и кромок листов (плит) на ножницах поперечной резки и на сдвоенных кромкообрезных улучшаются условия дробления кромки, а отсутствие значительной ее кривизны способствует осуществлению механизированной уборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1988 |
|
SU1656785A1 |
| Способ разделения листового материала | 1973 |
|
SU582068A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2299113C1 |
| СПОСОБ РЕЗКИ ДЛИННОМЕРНОГО ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354512C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2020046C1 |
| Ножницы для резки листового материала | 1982 |
|
SU1049204A1 |
| Ножницы для резки листового металла | 1974 |
|
SU696695A1 |
| Установка для резки листового проката | 1983 |
|
SU1074669A1 |
| Устройство для резки листового материала | 1984 |
|
SU1256891A1 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |

СПОСОБ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА на ножницах с катящимся резом, включающий резку материала и изгиб отрезаемой части от зоны разделения материала путем внедрения дугообразного ножа в листовую заготовку и перекатывания его вдоль прямого ножа, отличающийся тем, что, с целью повышения качества реза, отрезанную и изогнутую заготовку при помощи жесткой неподвижной направляющей опоры, взаимодействующей с дугообразным ножом, изгибают в обратную сторону по дуге ножа на угол пружинения, определяемый из соотношения:
где h -толщина разрезаемого листа (мм);
U перекрытие ножей (мм);
εотр. -глубина относительного надреза;
Rh радиус ножа (мм).
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Ножницы с круговым движением режущего инструмента для разделения толстых листов. | |||
