00 CD
|
со
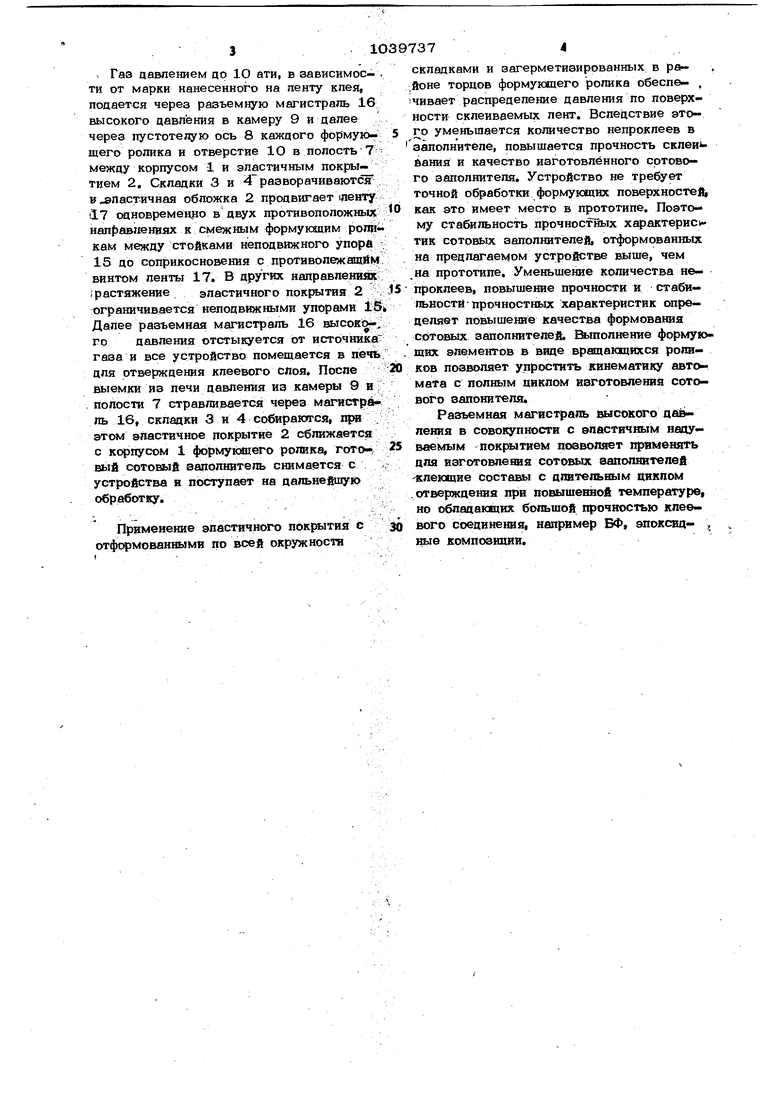
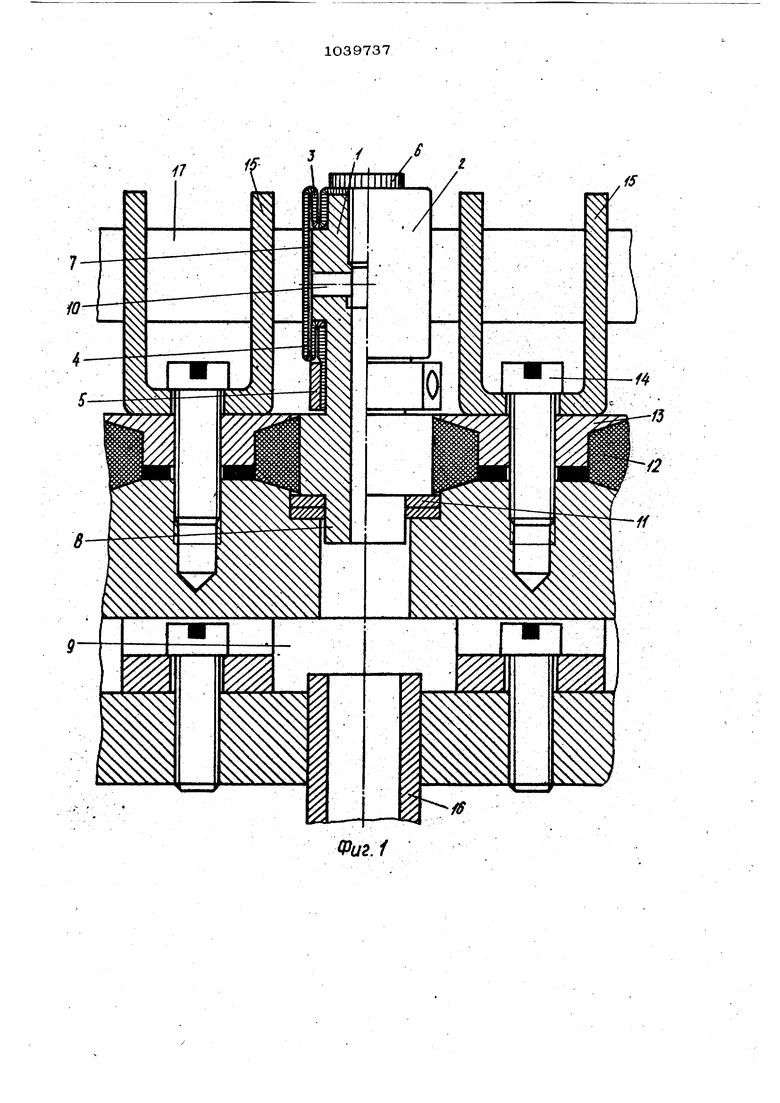
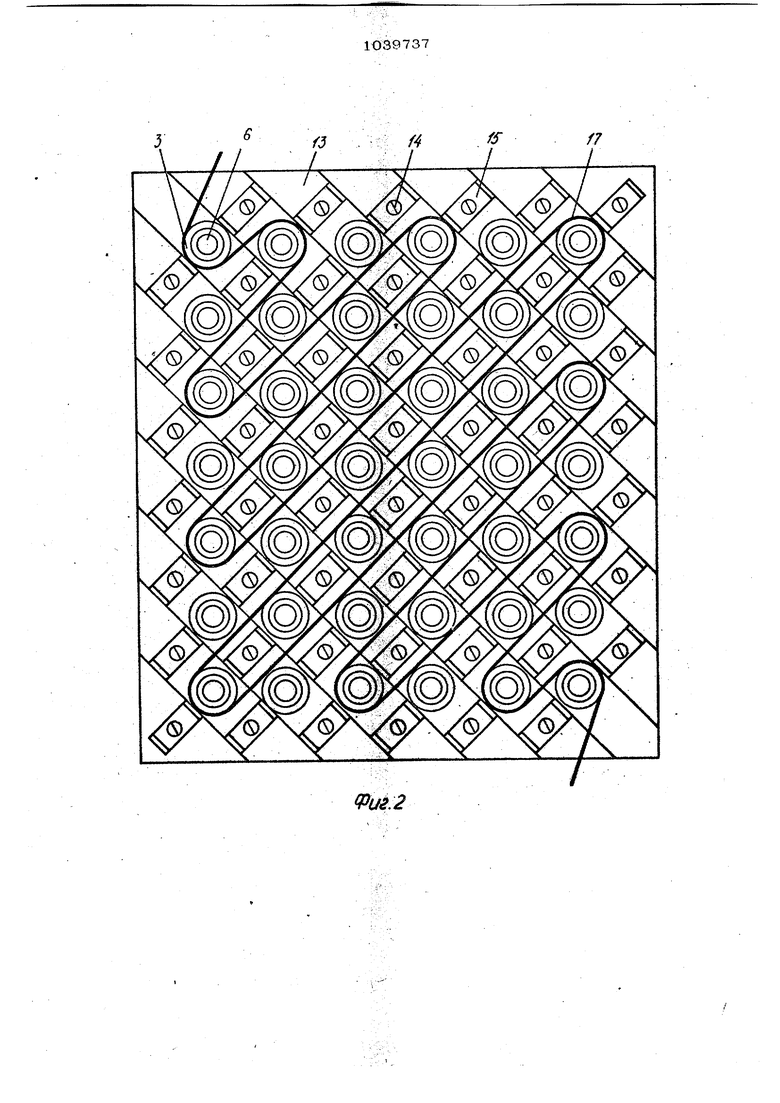
SI Изобретение относится к устройствам для формования сотового заполнителя панели на ленты, а более конкретно к произвоаству заполнителей с шестигранной формой сотовой ячейки склеиванием и размером сторон 9-12 мм из металлической и неметаллической ленты. .Известно устройство для сборки и склеивания сотовых заполнителей из фольги содержащее верхннж) и нижнюю ребристые плиты из инйя толщиной 12-15 мм. Выступы плит, равные разме ру стороны шестигранника, изготовлены с большой точностью Поверхности плит с обеих сторон притерты по контрольной плите. В собранном виде выступы на вер ней и нижней ллите совпадают и обеспечивают передачу давления на полосу клея нанесенную.на фольгу. Пакет фольги удер живается в приспособлении фиксаторами. После выдержки приспособления с пакетом в печи и отверждения клеевых соединений производят растяжение пакета и получение сотового заполнителя Щ . Прочность полученного при помощи такого устройства сотового заполнителя зависит от точности изготовления плиты и тщательности их притирки по контрольной плите, от точности нанесения клеевых полос на фольгу и количества нанесенного клея, а также от соответствия клеевых полос выступам на плитах. Вследствие этого полу-чение стабильных прочностных х актеристик сотового заполнителя затруднительно . Известно также устройство для формо вания сотового заполнителя панели из ленты, содержащее установленнЬте на основании формирователи сот и нёподвижные упоры . Устройство - прототип предполагает использование в качестве формукяцих эле ментов толкателей и упоров с плоской рабочей поверхностью. По этой причине заправка исходного материала, ленты, в такое устройство затруднительна, требует сложной кинематики движения направляк шей шпули в автомате с полным циклом изготовления заполнителя. Для обеспечеНИН равномерности распределения « давления ло склеиваемым поверхностям Hj обеспечеяня высокого качества склеива ; ния необзсоцвмы точные изготовление и притирка рабочих поверхностей. Устройство не позволяет также нспопь зевать для склеивания вещества, требую щне аля отверждения длительной выдержки под давлением и повышенных температур. Целью изобретения является повышение качества формования сотового заполнителя панели из пенты. Указанная цель достигается тем, что устройство для формования сотового заполнителя панели из пенты, содержащее установленные на основании формирователи сот и I неподвижные упоры, имеет камеру высокого давления , формирователи сот состоят из формующих роликов, каждый из которых имеет гёрметизированнй эйастичное покрытие с отформованными складками, расположенными со стороны торцов и образующими полость, сообщагошуюся с пустотелой осью ролика и камерой высокого давления, а неподвижные упоры закреплены на камере между формующими роликами. На фиг. 1 представленформующий ролик с двумя ограничивающими неподвижными упорами; на фиг. 2 - взаимное положение ленты с нанесенным клеящим веществом и вращающихся формующих роликов с неподвижными упорами; на фиг. 3 - взаимное положение ленты и формующих роликов с эластичными покрытиями в рабочем положении. С внешней стороны корпуса 1 формующего ролика находится эластичное покрытие 2 с отформованными складками 3 и 4 в районе торцов ролика. Внизу эластичное покрытие 2 загерметизировано при помощи хомутика 5, а сверху винтом 6, которые поджимают его к корпусу 1 фор мукщего ролика. Полость 7 между корпусом 1 и эластичным покрытием 2 сообщается с пустотелой осью 8 формующего ролика и камерой 9 посредством от- , верстия 1О в корпусе 1. Пустотелая ось 8 опирается на элемент 11, например бронзовое кольцо. Камера 9 герметизируется от внешней среды сальником 12, который поджимается к пустотелой оси 8 при помощи планки 13 и винта 14. Винт 14 фиксирует также неподвнжш 1й упор 15 на планке 13, а планку 13 соединяет с камерой 9, Камера 9 снабжена разъемной магистралью 16 высокого давления. Лента 17 с нанесенным клеящим веществом в исходном положении прижата к эластичному покрытию 2 и заправлена таким образом, что касается эластичного покрыгяя каждого внутреннего формующего ропака с двух противоположных сторон, а на внешних роликах меняет направление намоткв на/противипопожное. Устройствоработает следующим обравом. X Газ цавпением до 1О ати, в зависимоети от марки нанесенного на ленту кпея, подается через разъемную магистраль 16 высокого давпения в камеру 9 и далее через пустотелую ось 8 каждого формующего ролика и отверстие 10 в полость 7 между корпусом 1 и эластичным покрытием 2, Складки 3 и -4 разворачиваются в ластичная обложка 2 продвигает яенту 17 одновременно в двух противоположных нап()авиен|1ях к смежным формующим роли кам между стойками неподвижного упора 15 до соприкосновения с противолежащим винтом ленты 17. В других направлениях i растяжение эластичного покрытия 2 ограничивается неподвижными упоршин 15 Далее разъемная магистраль 16 высоко-, го давления отстыкуется от источника газа и все устройство помещается в печь для отверждения клеевого стоя. После выемки из печи давления из камеры 9 и . полости 7 стравливается через магисяраль 16, складки 3 и 4 собираются п этом эластичное покрытие 2 сближается с корпусом 1 формукяцего ролика, гото, вый сотовый заполнитель снимается с устройства и поступает на дальнейшую обработку. Применение эластичного покрытия с отфсфмованными по всей окружности складками и загерметизированных в ра,йоне торцов формующего ролика обеспе- , 1чивает распределение давления по поверхности склеиваемых лент. Вследствие этого уменьшается количество непроклеев в заполнителе, повышается прочность склеи йания и качество изготовленного сотового заполнителя. Устройство не требует точной обработки формующих поверхностей как это имеет место в прототипе, Поэто- му ста&1льность прочност1п 1х характеристик сотовых заполнителей отформованных на предлагаемом устройстве выше, чем на прототипе. Уменьшение количества непроклеев, повышение прочности и стабильности прочностных характеристик определяет повъ1шение ка ества формования сотовых заполнителей. Выполнение формующих элементов в виде врещакшихся ропиков позволяет упростить кинематику автомата с полным циклом изготовления сотового запонителя. Разъемная магистраль высокого дбвления в совокупности с эластичным нацу- В€юмътм покрытием позволяет применять для изготовления сотовых ваполнителей кпеющие Составы с дявтепьаым аикпом отверждения при повышенной температуре, но обладающих большой хфочностью клеевого соединения, например БФ, эпоксид- ., ные композиции.
иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2317210C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| СОТОВАЯ ПЛИТА ИЗ МАГНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2464173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| СПОСОБ УСТРАНЕНИЯ НЕПРОКЛЕЯ КОЛЛЕКТОРА ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2013 |
|
RU2571130C2 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
УСТРОЙСТВО ДЛЯ №рРМО- V ВАНИЯ СЮТОВОГО ЗАПОЛНИТЕЛЯ ПА - , ЙЕЛИ ИЗ ЛЕНТЫ, содержшцее установпенные на основании формирователи- сот и неподвижные упоры, о т л и чаю шее с я т&л, что, с целью по1 1Ц1ения качества формования, оно имеет камеру высокого аавлёния, формирователи сот состо ,ят из формуюших роликов каждый КЗ которых-, имеет герметизированное 8 1астичное покрытие с отформованнь1ми складками, рабположенными со стороны topQOB и овраоуюг шими полость, сообшакщуюся с пубтот лой осью ролика и камерой высокого дав пения, а :нёпоанЕ1жные упоры вакреплены на камере между формующими роликами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Капетошник И | |||
| И | |||
| и др | |||
| Техно- j, погия склеивания деталей в самопётострова НИИ | |||
| Машиностроение, , рве, 71 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ТЕПЛОГЕНЕРАТОР | 1997 |
|
RU2124167C1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
