Область техники
Настоящее изобретение относится к выполненной из металла сотовой конструкции, в частности к сотовой плите из магниевого сплава и к способу ее получения.
Предпосылки изобретения
Сотовая плита является легковесной механической инженерной конструкцией с высокой прочностью на изгиб и сжатие и собирается путем соединения (связывания) верхней панели, нижней панели и сотовой сердцевины между ними.
Распространенные сотовые плиты в настоящее время включают в себя следующие три типа: бумажные сотовые плиты, сотовые плиты из усиленной стекловолокном пластмассы и алюминиевые сотовые плиты. Сотовые сердцевины бумажных сотовых плит образованы путем склеивания пропитанной смолой бумаги и композитных плит из растительных или синтетических полимеров; имея низкую стоимость и низкую прочность, бумажная сотовая плита не может выдерживать влажность и поэтому используется только для таких конструкций, как передвижные домики, рассчитанные на легкие условия эксплуатации; будучи выполненной из композитных материалов стекловолокна и смолы, сотовая плита из усиленной стекловолокном пластмассы обладает характеристиками легкого веса и высокой прочности, но одновременно имеет недостатки, обладая низкой ударной прочностью, легко подвергаясь старению и используя повторно не перерабатываемые ресурсы; будучи образованной путем клеевого соединения алюминиевых сотовых сердцевин и листов из алюминиевых сплавов, алюминиевая сотовая плита имеет более высокую прочность, а также хорошую устойчивость к воздействию погодных условий, и уже применяется в качестве полов и стен в самолетах, скоростных поездах и так далее.
Наряду с разработкой легковесного транспортного оборудования многие оригинальные конструкции из алюминиевых сплавов столкнулись с необходимостью дальнейшего снижения веса, и алюминиевая сотовая плита больше не может отвечать этой новой потребности вследствие ее большего веса.
Было проведено сравнение эксплуатационных характеристик алюминиевого сплава и магниевого сплава для изготовления сотовой плиты, и соответствующие параметры приведены ниже в Таблице 1.
(г/см3)
Очевидно, что магниевый сплав гораздо легче по весу, а особенно имеет преимущество намного большей удельной прочности, чем у алюминиевого сплава. Точная гибка и формовка фольги из магниевого сплава являются довольно сложными, в то время как для сотовой плиты требуются сердцевины с правильными шестиугольными сотами с тем, чтобы добиться механической прочности для несущего действия в максимальной степени; поэтому требуются параметры и способ формовки фольги из магниевого сплава, чтобы она была точно отформована и собрана таким образом, чтобы отвечать требованиям к конструкции и эксплуатационным характеристикам сотовой плиты.
Сущность изобретения
Учитывая, что различные существующие сотовые плиты не могут отвечать новой потребности в более высоких эксплуатационных характеристиках и более легком весе из-за различных недостатков, настоящее изобретение нацелено на создание сотовой плиты из магниевого сплава; в то же время ввиду трудности точной формовки фольги из магниевого сплава в настоящем изобретении дополнительно раскрыт способ получения сотовой плиты из магниевого сплава таким образом, чтобы отвечать требованиям к конструкции и эксплуатационным характеристикам сотовой плиты.
Техническое решение по настоящему изобретению реализовано следующим образом.
Сотовая плита из магниевого сплава образована путем клеевого соединения верхней панели, нижней панели и сотовой сердцевины между ними и характеризуется тем, что верхняя и нижняя панели обе выполнены из катаных листов магниевого сплава, а конструкция сотовой сердцевины представляет собой шестиугольную конструкцию, образованную путем точного формования фольги из магниевого сплава.
Толщина сотовой плиты составляет в пределах 8-45 мм, при этом толщина верхней и нижней панелей составляет соответственно в пределах 0,6-3,5 мм, высота отверстия шестиугольной соты конструкции сотовой сердцевины составляет в пределах 5-15 мм, радиус галтели составляет в пределах 0,4-1,2 мм, а толщина и ширина фольги из магниевого сплава для изготовления конструкции сотовой сердцевины составляют соответственно в пределах 0,08-0,25 мм и в пределах 6-38 мм.
Способ получения сотовой плиты из магниевого сплава, включающий в себя процесс изготовления конструкции сотовой сердцевины, процесс подготовки панелей, объединение клеевым соединением конструкции сотовой сердцевины с панелями, процесс формирования сотовой панели путем отверждения под давлением и процесс обработки поверхности в соответствии с требованием, характеризуется тем, что процесс изготовления конструкции сотовой сердцевины включает в себя следующие этапы:
(1) прокатку магниевого сплава с помощью горячего или холодного процесса в фольгу: магниевый сплав прокатывают в ленту фольги с толщиной 0,08-0,25 мм;
(2) разрезание фольги из магниевого сплава на ленты: фольгу из магниевого сплава режут на ленту фольги с шириной 6-38 мм в соответствии с конструкционным требованием сотовой плиты;
(3) сгибание ленты фольги из магниевого сплава точно и без повреждений с образованием заготовки сотовой сердцевины: после пластического формования для создания угла, полученный радиус галтели составляет в пределах 0,4-1,2 мм, и соответственно скорость деформации при формовании составляет в пределах 0,01-0,00001/с; при этом радиус галтели при пластическом формовании для создания угла составляет не больше чем 1,2 мм, но между тем требуется, чтобы он был как можно больше для того, чтобы гарантировать отсутствие повреждения в материалах;
(4) позиционирование под сборку, соединение и отверждение заготовки сотовой сердцевины с образованием конструкции сотовой сердцевины: толщина изготовленной конструкции сотовой сердцевины составляет в пределах 6-38 мм, а высота отверстия шестиугольной соты составляет в пределах 5-15 мм.
По сравнению с предшествующим уровнем техники сотовая плита из магниевого сплава по настоящему изобретению не ниже и не выше, чем алюминиевая сотовая плита с теми же самыми эксплуатационными характеристиками по прочности, но первая на 25-33% по весу на единицу площади меньше, чем последняя, и примерно на 20% больше, чем последняя, по прочности на сжатие. Будучи способной достигать очевидного эффекта снижения веса, сотовая плита из магниевого сплава не только может быть использована в качестве конструктивных элементов типа стеновой плиты, пола, плиты перегородки и т.д. в таком транспортном оборудовании, как космические корабли, воздушные суда, легкие скоростные поезда, поезда городского рельсового транспорта, автобусы и т.д., но и может быть применена в других конструкциях в качестве панели или плиты перегородки. Если она используется в качестве пола поезда метро нового поколения и в сочетании с каркасом из магниевого сплава, сотовая плита из магниевого сплава будет обеспечивать эффект примерно 25%-го облегчения по сравнению с существующей конструкцией из алюминиевого сплава, тем самым решая проблему избыточного веса встроенной конструкции железнодорожного поезда, реализуя значительное сокращение в весе, шуме и вибрации, очевидным образом повышая общую эффективность изготовления и эксплуатации поезда, улучшая условия посадки и реализуя транспорт, ориентированный на человека.
Краткое описание чертежей
На фиг.1 показана лента фольги, прокатанная и нарезанная с определенными толщиной и шириной.
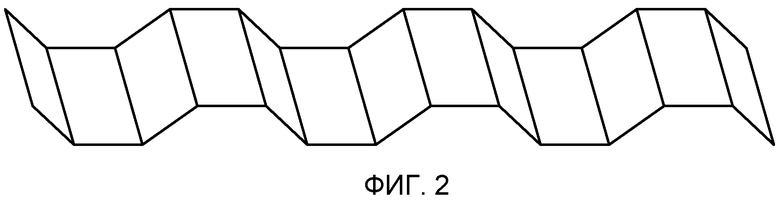
На фиг.2 показана заготовка сотовой сердцевины, образованная путем точного и неповреждающего формования гибкой фольги из магниевого сплава;
На фиг.3 показана конструкция сотовой сердцевины, образованная путем укладки стопкой и соединения заготовки сотовой сердцевины;
На фиг.4 показана сотовая плита, образованная путем объединения клеевым соединением и отверждения панелей с сотовой сердцевиной.
На чертежах:
1 - конструкция сотовой сердцевины, 2 - верхняя панель, 3 - нижняя панель.
Подробное описание
Дальнейшее подробное описание настоящего изобретения приведено ниже в сочетании с принципиальной схемой способа получения сотовой плиты из магниевого сплава:
(1) Изготовление конструкции 1 сотовой сердцевины: изготавливают фольгу из магниевого сплава, такого как AZ31B, толщиной 0,08-0,25 мм путем горячей или холодной прокатки, при этом технологические параметры фольги после термообработки и обработки поверхности показаны в Таблице 1; как показано на фиг.1, фольгу нарезают на ленты шириной 6-38 мм.
Затем ленте фольги придают форму заготовки сотовой сердцевины путем точной и неповреждающей формовки гибкой; как показано на фиг.2, полученный радиус галтели составляет 0,4 мм, а соответственно скорость деформации при формовке составляет 0,0015/с;
Как показано на фиг.3, отформованную заготовку сотовой сердцевины помещают на рабочую платформу и затем отверждают в правильную шестиугольную конструкцию 1 сотовой сердцевины с толщиной 6-38 мм при заданной температуре 80-120°С и заданном давлении 0,3-1,0 МПа после склеивания по размерам, позиционирования и укладки, при этом высота правильного шестиугольного отверстия составляет в пределах 5-15 мм.
(2) Подготовка верхней панели 2 и нижней панели 3: магниевый сплав с такими же или иными компонентами подвергают прокатке в листы, и горячекатаные или холоднокатаные листы отбирают согласно требованиям применения; в качестве материалов в соответствии с требованиями пользователей могут быть выбраны такие сплавы, как AZ31B, AZ41 или ZK40, при этом толщина и габариты сплавов составляют соответственно в пределах 0,6-3,5 мм и 450-1250×600-3000 мм; и осуществляют склеивание по размерам на сплаве для устойчивого использования после обработки поверхности;
(3) объединение клеевым соединением конструкции 1 сотовой сердцевины с верхней панелью 2 и нижней панелью 3: как показано на фиг.4, осуществляют склеивание по размерам и отверждение под давлением между конструкцией 1 сотовой сердцевины и верхней панелью 2, а также нижней панелью 3 так, чтобы создать сотовую плиту с толщиной от 8-45 мм и такими же габаритами, что и у панелей;
(4) Проведение обработки поверхности согласно требованию: например, осуществляют анодное окисление, чтобы достичь большей твердости поверхности и лучшего сопротивления износу, а также хорошей коррозионной стойкости.
И в верхней панели, и в нижней панели, и в конструкции сотовой сердцевины плиты из магниевого сплава по настоящему изобретению используется магниевый сплав, при этом конструкция сотовой сердцевины с отверстиями правильных шестиугольных сот выполнена путем резания, пластической гибки, точного формования и позиционного соединения катаной фольги из высокопрочного магниевого сплава; после клеевого соединения между собой конструкция сотовой сердцевины и листы высокопрочного магниевого сплава образуют сотовую плиту из магниевого сплава с высокой прочностью и сверхлегким весом путем отверждения под давлением при повышенной температуре или отверждения при комнатной температуре.
Вышеприведенное является лишь предпочтительными вариантами осуществления настоящего изобретения, которыми объем охраны настоящего изобретения не ограничивается; при этом любая эквивалентная замена или модификация, произведенные техническим персоналом, знакомым с этой технической областью, в пределах технического диапазона, раскрытого данным изобретением, согласно техническому решению и изобретательскому замыслу должны быть все включены в объем охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| Устройство для формования сотового заполнителя панели из ленты | 1982 |
|
SU1039737A1 |
| ТЕРМОСТОЙКИЙ ЯРЛЫК, ПРИМЕНИМЫЙ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2004 |
|
RU2359001C2 |
| Несущая конструкция малого космического аппарата из пеноалюминиевого материала | 2018 |
|
RU2710126C2 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| ДЕФОРМИРУЕМЫЙ МАГНИЕВЫЙ СПЛАВ, ИМЕЮЩИЙ ХОРОШУЮ ФОРМУЕМОСТЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2384639C2 |
| АНТИФРИКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025588C1 |
| СОТОВЫЙ ЭЛЕМЕНТ, В ЧАСТНОСТИ ДЕФОРМИРУЕМЫЙ СОТОВЫЙ ЭЛЕМЕНТ, ДЛЯ ЛЕГКИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ, СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ТИПА "СЭНДВИЧ" | 2015 |
|
RU2684796C2 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |


Изобретение относится к сотовой плите из магниевого сплава и способу ее получения и может быть использовано в качестве конструктивных элементов типа стеновой плиты, пола, плиты перегородки в транспортном оборудовании, таком как космические корабли, воздушные суда, легкие скоростные поезда, поезда городского рельсового транспорта, и в других конструкциях в качестве панели или плиты перегородки. Сотовая плита образована путем клеевого соединения верхней панели, нижней панели и конструкции сотовой сердцевины. Упомянутые верхняя и нижняя панели выполнены из листов магниевого сплава с толщиной 0,6-3,5 мм, а конструкция сотовой сердцевины выполнена из фольги магниевого сплава с толщиной 0,08-0,25 мм. Толщина сотовой плиты составляет 8-45 мм, толщина конструкции сотовой сердцевины составляет 6-38 мм, высота отверстия шестиугольной соты составляет 5-15 мм, а радиус галтели составляет 0,4-1,2 мм. Конструкция сотовой сердцевины представляет собой правильную шестиугольную конструкцию, образованную путем прокатки, резания, пластической гибки, точного формования и позиционного соединения высокопрочного магниевого сплава, а затем соединенную клеем с панелями из высокопрочного магниевого сплава с образованием сотовой плиты из магниевого сплава с высокой прочностью и сверхнизким весом путем отверждения под давлением. Обеспечиваются высокие эксплуатационные характеристики сотовых плит при их малом весе. 2 н.п. ф-лы, 4 ил., 1 табл.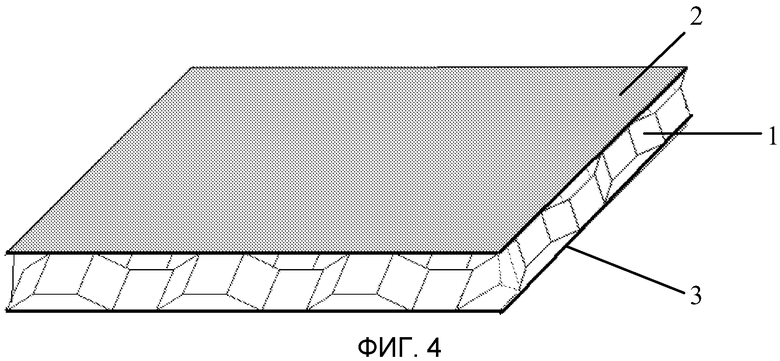
1. Сотовая плита из магниевого сплава, характеризующаяся тем, что она образована путем клеевого соединения верхней панели, нижней панели и конструкции сотовой сердцевины, при этом верхняя панель и нижняя панель обе выполнены из катаных листов магниевого сплава, а конструкция сотовой сердцевины представляет собой шестиугольную конструкцию, образованную путем точного пластического формования фольги из магниевого сплава, толщина сотовой плиты составляет в пределах 8-45 мм, при этом толщина верхней и нижней панелей составляет соответственно в пределах 0,6-3,5 мм, высота отверстия шестиугольной соты конструкции сотовой сердцевины составляет в пределах 5-15 мм, радиус галтели составляет в пределах 0,4-1,2 мм, а толщина и ширина фольги из магниевого сплава для изготовления конструкции сотовой сердцевины составляют соответственно в пределах 0,08-0,25 мм и в пределах 6-38 мм.
2. Способ получения сотовой плиты из магниевого сплава по п.1, включающий в себя процесс изготовления конструкции сотовой сердцевины, процесс подготовки панелей, объединение клеевым соединением конструкции сотовой сердцевины с панелями, процесс формирования сотовой панели путем отверждения под давлением и процесс обработки поверхности в соответствии с требованием, при этом процесс изготовления конструкции сотовой сердцевины включает в себя следующие этапы:
(1) прокатку полосы из магниевого сплава с помощью процесса горячей или холодной прокатки, при этом магниевый сплав прокатывают в фольгу с толщиной 0,08-0,25 мм,
(2) разрезание фольги из магниевого сплава, при этом фольгу из магниевого сплава режут на ленты фольги с шириной 6-38 мм в соответствии с конструкционным требованием сотовой плиты,
(3) формование гибкой ленты фольги из магниевого сплава точно и без повреждений, при этом после пластического формования для создания угла полученный радиус галтели составляет в пределах 0,4-1,2 мм, и соответственно скорость деформации при формовании составляет в пределах 0,01-0,00001/с,
(4) расположение слоями, склеивание по размерам, соединение и отверждение заготовки сотовой сердцевины с образованием упомянутой конструкции сотовой сердцевины, при этом толщина изготовленной конструкции сотовой сердцевины составляет в пределах 6-38 мм, а высота отверстия шестиугольной соты составляет в пределах 5-15 мм.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2011 |
|
RU2463492C1 |
| ЯЧЕИСТЫЙ МАТЕРИАЛ И СПОСОБЫ ЕГО ПРОИЗВОДСТВА | 2002 |
|
RU2293025C2 |

