4 г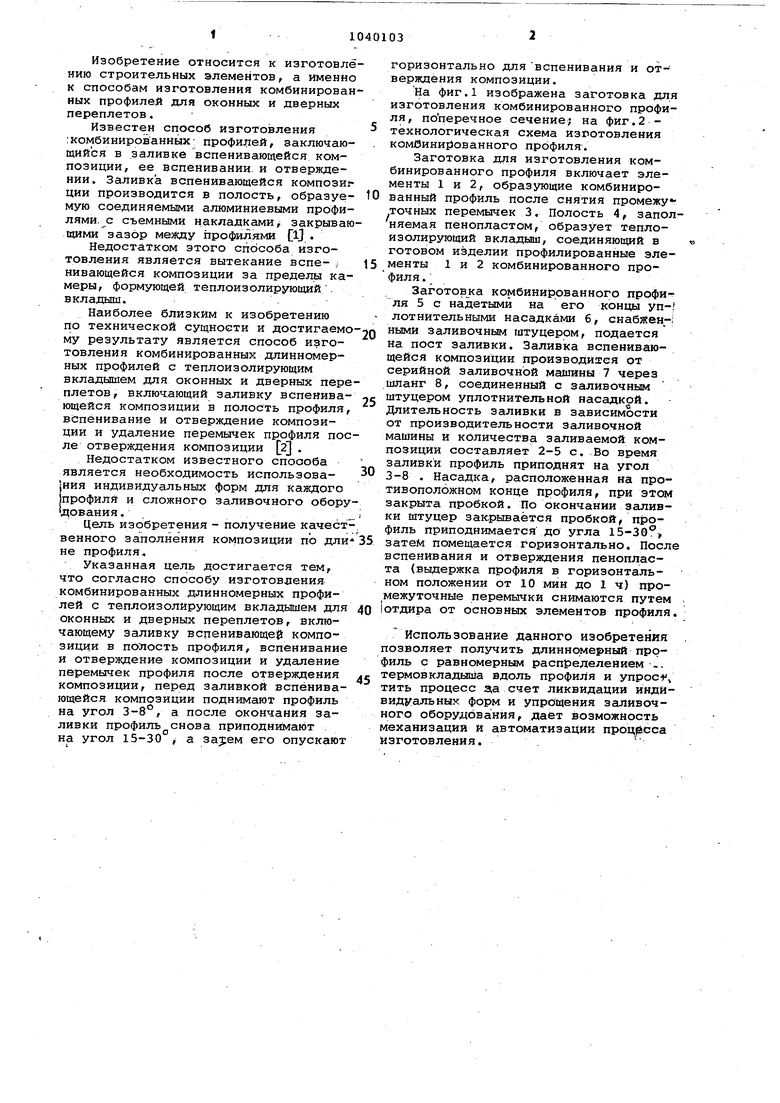
| название | год | авторы | номер документа |
|---|---|---|---|
| Вкладыш для теплоизолирующей полости строительной конструкции, способ его получения и способ получения теплоизолирующей полости строительной конструкции | 2021 |
|
RU2786171C1 |
| Способ теплоизоляции и герметизации стыков заливочными пенопластами | 1982 |
|
SU1106881A1 |
| Способ получения теплоизоляционного материала | 1981 |
|
SU1016313A1 |
| Способ изготовления слоистых панелей | 1984 |
|
SU1237457A1 |
| ЗАЛИВОЧНАЯ ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2137791C1 |
| Способ образования теплоизолирующего слоя из жесткого пенопласта в наружном кожухе шкафа холодильника | 1977 |
|
SU729078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Способ герметизации и теплоизоляции вертикальных стыков | 1988 |
|
SU1520211A1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |

СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ С ТЕПЛОИЗОЛИРУЮ1ЦИМ ВКЛАДЫШЕМ ДЛЯ ОКОННЫХ и ДВЕРНЫХ ПЕРЕПЛЕТОВ, вклю-. чающий заливку вспенивающейся йомпоп зиции в полость профиля, вспенивание и отверлсдение композиции и удаление перемБГчек профиля после отверждения композиции, отличающийся тем, что, с целью получения качественного заполнения композиции по длине профиля, перед заливкой вспенивающейся композиций поднимают профиль на угол З-З, .а после окончания заливки профиль снова приподнимают на угол 15-30°, а затем его . опускают гоЕизонтально для вспенива- § ния и отверждения композиции. 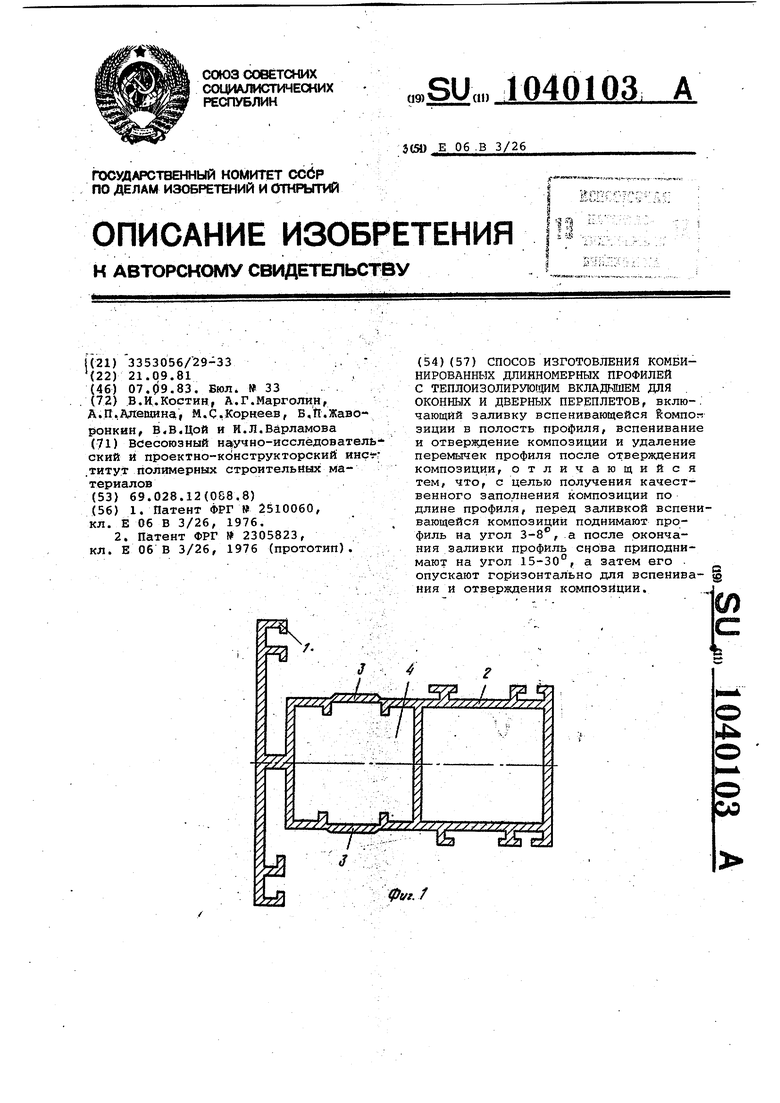
tea
йгЗ
СО
фуг. 7
Изобретение относится к изготовлению строительных элементов, а именно к способам изготовления комбинированных профилей для оконных и дверных переплетов.
Известен способ изготовления :комбинированных профилей, заключающийся в .заливке вспенивающейся композиции, ее вспенивании, и отверждении. Заливка вспенивающейся композитции производится в полость, образуемую соединяемыми алюминиевыми профилями.с съемными накладкамиj закрывающими зазор между профилями flj .
Недостатком этого способа изготовления является вытекание вспе-j нивающейся композиции за пределы камеры, формующей теплоизолирующий , вкладыш.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления комбинированных длинномерных профилей с теплоизолирующим вкладышем для оконных и дверных переплетов, включающий заливку вспенивающейся композиции в полость профиля, вспенивание и отверждение композиции и удаление перемычек профиля после отверждения композиции 2 .
Недостатком известного способа является необходимость использования индивидуальных форм для каждого профиля и сложного заливочного оборудования .. .
Цель изобретения - получение качественного заполнения композиции по дли не профиля.
Указанная цель достигается тем, что согласно способу изготовления комбинированных длинномерных профилей с теплоизолирующим вкладышем для оконных и дверных переплетов, включающему заливку вспенивающей композиции в полость профиля, вспенивание и отверждение композиции и удаление перемычек профиля после отверждения композиции, перед заливкой вспенивающейся композиции поднимают профиль на угол 3-8°, а после окончания заливки профильдснова приподнимают . на угол 15-30 , а зауем его опускают
горизонтально для вспенивания и отверждения композиции.
На фиг.1 изображена заготовка для изготовления комбинированного профиля, поперечное сечение; на фиг.2 технологическая схема изготовления комОини Зованного профиля.
Заготовка для изготовления комбинированного профиля включает элементы 1 и 2, образующие комбинированный профиль после снятия промежу
,точных перемычек 3. Полость 4, заполняемая пенопластом, образует теплоизолирующий вкладыш, соединяющий в готовом изделии профилированные элементы 1 и 2 комбинированного про филя.
Заготовка комбинированного профи-г
ля 5 с надетыми на его концы уп-.
- лотнительными насадками б, снабЛен-:
Q ными заливочным штуцером, подается на пост заливки. Заливка вспенивающейся композиции производится от серийной заливочной машины 7 через шланг 8, соединенный с заливочным штуцером уплотнительной насадкой. Длительность заливки в зависимости от производительности заливочной машины и количества заливаемой композиции составляет 2-5 с. -Во время заливки профиль приподнят на угол 3-8 . Насадка, расположенная на противоположном конце профиля, при этом закрыта пробкой. По окончании заливки штуцер закрывается пробкой, профиль приподнимается до угла 15-30 -, затем помещается горизонтально. После вспенивания и отверждения пенопласта (вьщержка профиля в горизонтальном положении от 10 мин до 1 ч) промежуточные перемычки снимаются путем 1отдира от основных элементов профиля.
Использование данного изобретения позволяет получить длинномерный профиль с равномерным распределением .. термовкладыша вдоль профиля и ynpioc, тить процесс э,а счет ликвидации индивидуальных форм и упрощения заливочного оборудования, дает возможность механизации и автоматизации изготовления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО И СПОСОБ ОПТИЧЕСКОГО ОСВЕЩЕНИЯ | 2008 |
|
RU2510060C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
