Отличительной особенностью предлагаемого способа является проведение высадки в два ириема в одном высадочном инструменте: предварительно производят медленную осадку при низких усилиях в период нагрева материала, а затем окончательную быструю высадку под высоким давлением с выключенным нагревом.
Такое осуществление снособа имеет целью нолучать высококачественные изделия (детали) из жаропрочных сталей.
Для осуществления предлагаемого способа может быть применен автомат, в котором для предварительной медленной осадки при низком усилии силовой орган снабжен пневмогидравлической камерой с резиновой диафрагмой, а для окончательной высадки с выключенным нагревом, под высоким давлением, силовой орган выиолнен в виде иневмогидравлического мультипликатора.
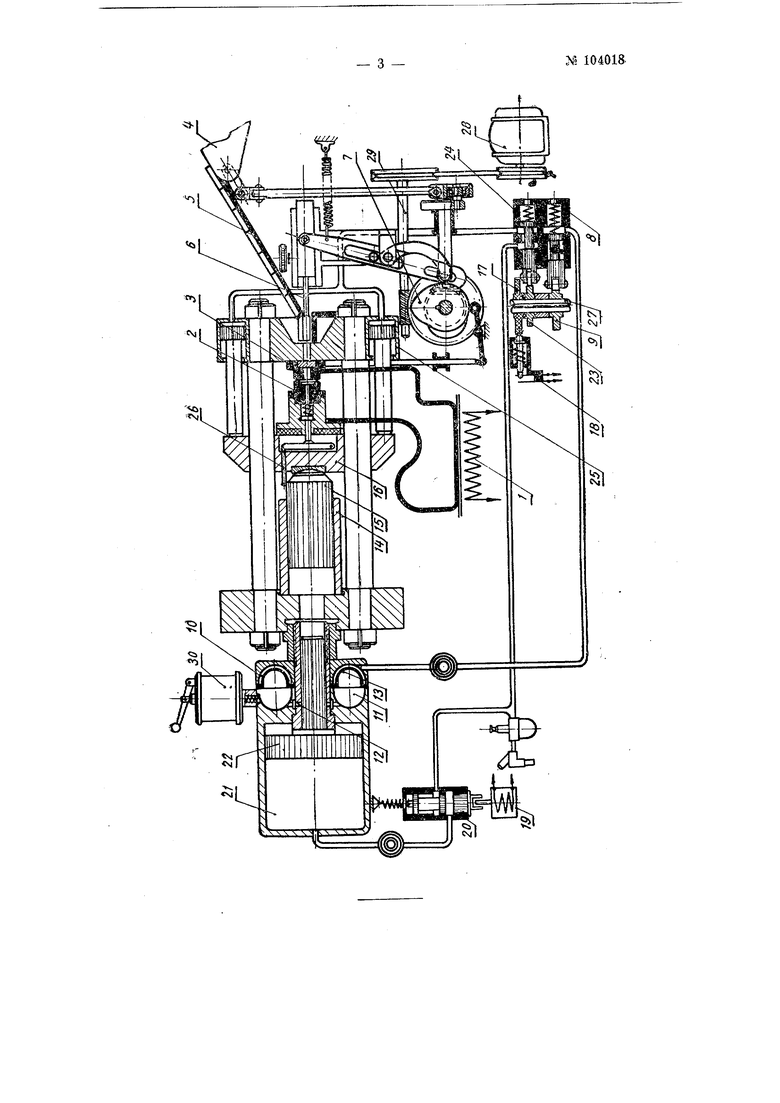
На чертеже дана схема автомата для осуществлеиия предлагаемого сиособа.
Нагрев заготовки происходит во время ее нахождения в штампе (высадочном ипстрзмепте). Для этого одип конец провода вторичной обмотки трансформатора (1) соединен с пуансоном (2), а второй - с матрицей (3).
Очередная заготовка пз загрузочного бункера (4) поступает на лоток (5), а затем толкателем (6) паправляется в матрицу (3), что контролируется блокирующим устройством. Толкатель (6) приводится в движение кулачком (7) через систему рычагов.
Вслед за поступлением заготовки в матрицу золотник (8) под действием кулачка (9) направляет сжатый воздух из сети в лоддиафрагмениую полость (10) пневмогпдравлическо : камеры, вследствие чего масло, находящееся в ее полости (11), Шрез клапан (12) вытесняется резиново диафрагмой (13) в цилиндр (14). При этом рабочий плунжер (15), воздействуя на траверсу (16), создает необходимое контактное давление меж.ду штампом и заготовкой.
Одновременно кулачок (17) замыкает КОН-такты (18), вследствие чего включается нагревательное устройство и происходит предварительная медленная осадка заготовки при низком усилии.
Время и температура нагрева регулируются и авто5 атически выдерживаются электронным реле времени.
Но окончании предварительной осадки электромагнит (19), включаемый вторым реле , воздействует на золотник (20) и последний направляет сжатый воздух в цилиндр (21). Нри этом, двуступеичатый иоршень (22) (мультипликатор) создает в цилиндре (14) большое давление, под действием которого осуществляется быстрая окончательная высадка детали. В установленный момент кулачок (17) размыкает контакты (18) и нагревательное устройство выключается.
После окончания высадки кулачок (23) включает золотник (24), который направляет сл:атыи воздух в цилиндры (25) возврата траверсы (16), и пуансон отходит в крайнее левое положение; при этом с помощью толкателя (20) выбрасывается из штампа готовая деталь (изделие).
Все кулачки насажены на распределительный вал (27), приводимый во вращение электродвигателем (28) через червячную передачу (29).
31асло поступает в полость (11) гидропневматической камеры из резервуара (30).
Предмет изобретения
. Способ высадки головок различных деталей с контактным электронагревом заготовки, о т л и ч а ю щ и и с я тем, что, с целью получени высококачественного
изделия из жаропрочных сталей, высадку производят в два приема в одном высаДОЧП05Г инструменте с медленной иредварительной осадко при низких усилиях в нериод нагрева материала и окончательной быстрой высадкой под высоким давлением с выключенным нагревом.
2. Автомат для осугцествлепия снособа по п. 1 с применением загрузочного бункера и контактного электронагрева и силового органа с высадочным инструментом, унравляемых от кулачкового распределительного вала, отличающийся тем, что силовой орган выиолкен в виде нневмогидравлического мультипликатора для получения больших скоростей и усилий высадки и снабжен пневмогидравли4ecKoii камерой с резиновой диафрагмой для сообщения рабочему плунжеру малой скорости и небольших усилий.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для осуществления способа штампования изделий из листового металла | 1954 |
|
SU115871A2 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Автомат для электровысадки | 1986 |
|
SU1423242A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| ЭЛЕКТРИЧЕСКИЕ, МЕХАНИЧЕСКИЕ, ВЫЧИСЛИТЕЛЬНЫЕ И/ИЛИ ДРУГИЕ УСТРОЙСТВА, СФОРМИРОВАННЫЕ ИЗ МАТЕРИАЛОВ С ЧРЕЗВЫЧАЙНО НИЗКИМ СОПРОТИВЛЕНИЕМ | 2012 |
|
RU2612847C2 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |