4
to
со tc
N3
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крепежных изделий электровысадкой.
Цель изобретения - улучшение качества изделий за счет оптимизации контактного усилия, приложенного к заготовке в процессе нагрева, и повышение надежности автомата за счет упрощения системы управления.
При включении золотника 12 рабочая жидкость от насоса 10 подается в полость мультипликатора 7, и в камере 6 создается повышенное давление, которое, передаваясь на траверсу 3 и пуансон 4, обеспечивает усилие, достаточное для высадки
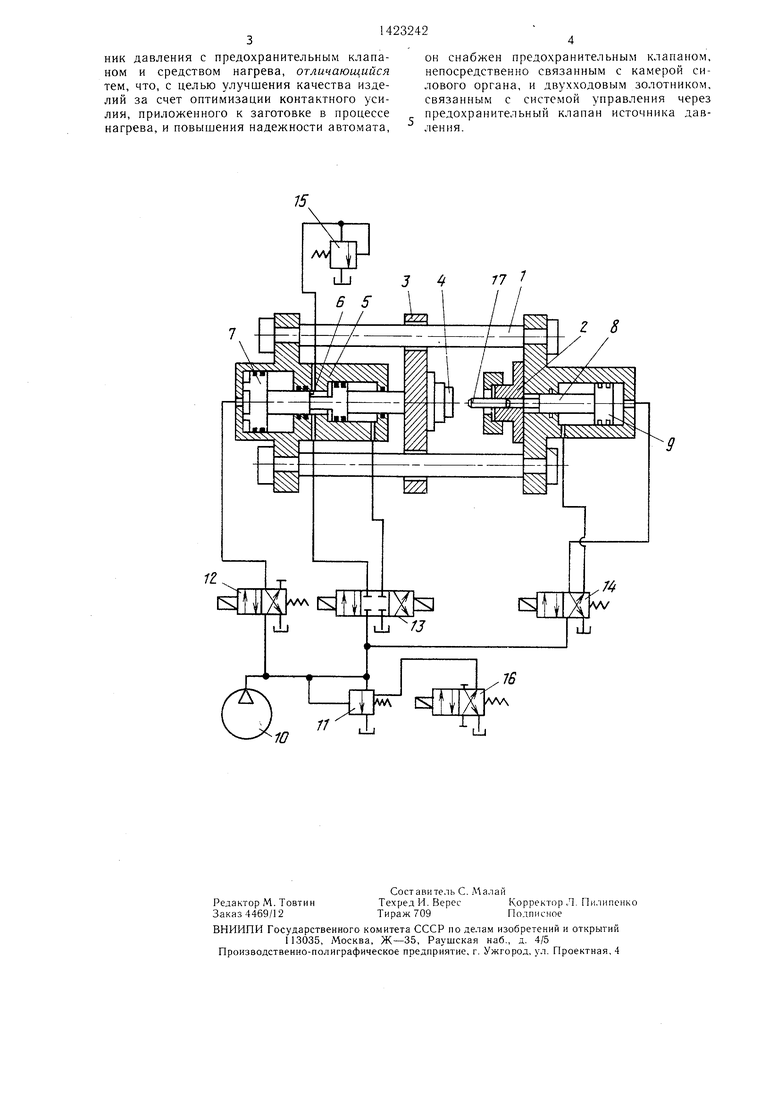
На чертеже схематически изображен 10 головки болта или винта. В конце высадки автомат для электровысадки, общий вид. пуансон 4 упирается в матрицу 2, давлеАвтомат для электровысадки содержит ние в камере резко повышается и по ко- станину 1, на которой закреплена матрица 2 и установлена с возможностью возвратнопоступательного перемещения траверса 3 с
15
манде от электроконтактного манометра (условно не показан) отключается золотник 12, а золотник 13 переключается в другое
пуансоном 4, который установлен соосно крайнее положение. При отключении золот- матрице 2. На станине установлены воздей- ника 12 полость мультипликатора сообща- ствующий на траверсу 2 силовой орган 5 сется со сливом, а при переключении золоткамерой 6 и мультипликатором 7, а также ника 13 рабочая жидкость от насоса 10 выталкиватель 8 и гидроцилиндр 9 его при- поступает в щтоковую полость силового вода. Система управления включает в себя 20 цилиндра 5, а камера 6 сообщается со сливом. В результате этого траверса 3-е пуансоном 4 отводится в исходное положение. Одновременно с отводом траверсы 3 включается золотник 14, при этом рабочая жидкость от насоса 10 поступает через
источник 10 давления с предохранительным клапаном 11 и реверсивные золотники 12, 13 и 14.
Автомат имеет предохранительный клапан 15, связанный с камерой 6, и двухходовый реверсивный золотник 16, связанный с 25 золотник 14 в поршневую полость гидросистемой управления через предохранительный клапан 11.
Автомат работает следующим образом.
Исходную заготовку 17 устанавливают в матрицу 2 и включают подачу рабочей жидкости от насоса 10 через золотник 13 в полость камеры 6, при этом траверса 3 перемещается и пуансон 4 упирается в заготовку 17.
Перед этим предохранительный клапан 5 настраивается на такое давление, чтобы происходила чеканка торцов заготовки 17, но не было ее осадки (смятия). Затем через заготовку 17 пропускается электрический ток от силового трансформатора (условно не показан), и тем самым она нагревается.
30
35
цилиндра 9, а из штоковой поступает на слив. В результате выталкиватель 8 выбрасывает готовое изделие из матрицы. После этого золотник 14 отключается и выталкиватель 8 возвращается в исходное положение.
При этом цикл работы автомата заканчивается.
Автомат для электровысадки позволяет повысить качество изделий за счет возможности выбора опти.мального усилия при чеканке заготовки перед нагревом, что исключает осадку заготовки и последующий неравномерный нагрев, приводящий к дефектам структуры материала болта или
винта. В то же чеканка должна обесОдновременно с включением нагрева 40 печить смятие неровностей торца заготовки включается золотник 16, который связан для создания условий хорошего электри- трубопро одом с предохранительным клала-ческого контакта и исключения дефектов за
счет подгорания торцов при плохо.м контакте. Кроме того, автомат для электровысадки позволяет повысить качество изделий за счет возможности уменьщить усилие контакта при нагреве, что исключает деформацию загоном 11. При включении золотника 16 рабочая жидкость из управляющей полости клапана 11 поступает через золотник 16 на слив, а клапан 1 1 также открывается на слив, т.е. происходит охолащивание насоса. Однако за счет гидравлического сопротивления в трубопроводах в системе остается небольшое избыточное давление, достаточное для создания усилия прижима пуансона 4 к заготовке 17 для осуществления электрического контакта и создания цепи нагрева заготовки.
45
50
товки в процессе нагрева с одновременным повышением надежности автомата за счет упрощения системы управления.
Формула изобретения
Автомат для электровысадки, содержащий смонтированные на станине траверсу с высадочным пуансоном,соосно установлен- нагрева заготовки от датчика температуры ную с ним матрицу, силовой орган с каме- (условно не показан) поступает сигналрой и мультипликаторо.м, установленный с
на отключение нагрева, одновременно отклю-возможностью взаимодействия с траверсой,
и систему управления, включающую источПри достижении требуемой степени
чается золотник 16 и включается золотник
12. При выключении золотника 16 перекрывается слив из управляющей полости предохранительного клапана 11 и в системе восстанавливается рабочее давление.
При включении золотника 12 рабочая жидкость от насоса 10 подается в полость мультипликатора 7, и в камере 6 создается повышенное давление, которое, передаваясь на траверсу 3 и пуансон 4, обеспечивает усилие, достаточное для высадки
головки болта или винта. В конце высадки пуансон 4 упирается в матрицу 2, давле ние в камере резко повышается и по ко-
15
манде от электроконтактного манометра (условно не показан) отключается золотник 12, а золотник 13 переключается в другое
крайнее положение. При отключении золот- ника 12 полость мультипликатора сообща- ется со сливом, а при переключении золот 25 золотник 14 в поршневую полость гидро30
35
цилиндра 9, а из штоковой поступает на слив. В результате выталкиватель 8 выбрасывает готовое изделие из матрицы. После этого золотник 14 отключается и выталкиватель 8 возвращается в исходное положение.
При этом цикл работы автомата заканчивается.
Автомат для электровысадки позволяет повысить качество изделий за счет возможности выбора опти.мального усилия при чеканке заготовки перед нагревом, что исключает осадку заготовки и последующий неравномерный нагрев, приводящий к дефектам структуры материала болта или
винта. В то же чеканка должна обес50
товки в процессе нагрева с одновременным повышением надежности автомата за счет упрощения системы управления.
Формула изобретения
ник давления с предохранительным клапаном и средством нагрева, отличающийся тем, что, с целью улучшения качества изделий за счет оптимизации контактного усион снабжен предохранительным клапаном, непосредственно связанным с камерой силового органа, и двухходовым золотником, связанным с системой управления через
ЛИЯ, приложенного к заготовке в процессепредохранительный клапан источника давнагрева, и повышения надежности автомата, ления.
он снабжен предохранительным клапаном, непосредственно связанным с камерой силового органа, и двухходовым золотником, связанным с системой управления через
| название | год | авторы | номер документа |
|---|---|---|---|
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| Способ высадки головок различных деталей с контактным электронагревом заготовки | 1953 |
|
SU104018A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПЛАСТМАССОВЫХ ТАБЛЕТОК | 1969 |
|
SU238130A1 |
| Способ высадки стержневых заготовок | 1986 |
|
SU1400750A1 |
| Пресс для холодного выдавливания | 1963 |
|
SU212064A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| Устройство для штамповки полых изделий с отводами | 1980 |
|
SU912325A1 |
| Станок для формования бетонных камней | 1984 |
|
SU1364476A1 |
| Система управления гидравлическим прессом | 1974 |
|
SU489658A1 |
Изобретение относится к обработке металлов давлением, в частности, к автоматам для электровысадки, и может быть использовано при изготовлении стержневых изделий электровысадкой. Цель - улучшение качества изделий и повышение надежности. Автомат для электровысадки содержит траверсу с высадочным пуансоном и соосно установленную с ним матрицу. Силовой орган с камерой и мультипликатором выполнен с возможностью взаимодействия с траверсой. Система управления включает в себя источник давления с предохранительным клапаном и реверсивные золотники. Камера силового органа снабжена предохранительным клапаном. Система управления снабжена двухходовым золотником, который связан с системой управления через предохранительный клапан источника давления. Автомат обеспечивает возможность оптимизации контактного усилия, приложенного к заготовке в процессе нагрева, чем достигается повышение качества изделий. 1 ил. с (О
77
I В
.
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
