I-i:jotjpeiciinc относится к прессам с м огоп1ездовь ми столами, изготов.1я:()1цим заклепки и т. п. изделия.
Особенностью оиисиваемого пресса ; вляется его высокая ироизводите,1ьность II бссшу.мная работа. Для этого 5абоч п 1 механизм пресса выполнен в пиде качающегося диска с располо/кениьгми на нем по окружности пуансонами, взаимодействующего с враи1, промежуточной скошенной шайбой.
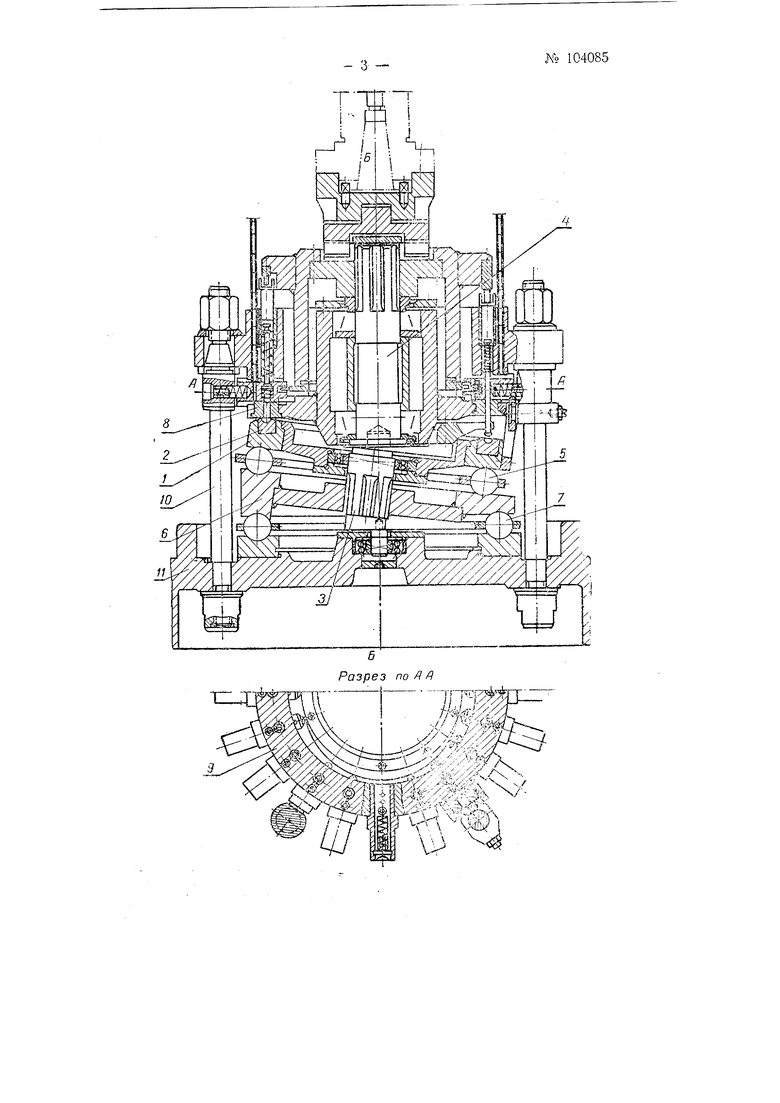
На чертеже показан пресс в вертикалы10 1 разрезе и разрез по АА.
Рабочим органом является диск I, па коинческой поверхности которого, по окружности, распо.тожепы пуансоны 2. Ко.-1ичество пуаисопов определяемся, в основном, диаметром л.нска. Диск с нуансонами монтируется посредством самоустанавли1;а;(пцегося двухрядного ншрикоподшинника на naHcj)e приводного ва.ta 4, расиоло/кеиной нак.тоино к оси ва;1а. Осв диска, следователвио, раснотожсна под углом к оси ББ вращения вала.
Оперой для диска / с.пжит круговой ряд шарнко 5, расио.тоженных на наклонной поверхности промежуточной скошенной тиайбы 6, соедн иенной Н1лицевв1м еоединеиием с той же наклоиной цапфой. Промежуточная сконюиная нтайба 6 в свою очередь опирается на горизонтальный круговой ряд 1нариков 7.
Если привести во враи,еппе ват 4, промежуточпая скошениая П1айба 6 будет вращаться вместе с валом вокруг осп ББ, а диск / с пауисонами 2 будет совершать обкаточное движенпе по окружности расположения матриц 8 на неподвижной горизонтальной илоскости ко 1иуса 9. При этом, V; каждый даиный момент касание диска о плоскость корпуса будет происходить ио o6pa3yionieii конической поверхности диска, являющейся мгновенной осью катания диска.
В с.тучае, когда окружность расположения паунсонов равна окружности расположения матрш, (см. чертеж) при вращении вала 4 д,иск / с паунсоиами, не враншяеь вокруг своей оси, будет «покачиваться и описывать своей осью- как образуюН1ей-конус.
В процессе обкатывания диском / неподвижной иоверхности 9
каждый из паунсонов последовательно вступает в соприкосновение с соответствующей заготовкой, сидящей па матрице, и па протяжепии )п{)сде1е1П1011 ду|п катаиия (сог.тас110 параметров, выбрапных на при.тагаемом чертеже-примерно на дуге 25 ) будет деформировать выступающий из матрицы конец сгержня.
Каждому моменту соприкосновепия заготовки с пуансоном соответствует определенный угол, образуемый осями матрицы (пли заг-отовкн) и пуапсопа. (В папшм случае-naiiбо.тьший yixxi между осью заг-отовкн п осью cooTBeTCTByioHJ,ero сближаюН1,сгося пуаисопа равеи примерно 130). В процессе да,льпейп ей обкатки этот угол пепрерывпо уме1п п ается вплоть до момента совпадения радиальных лучей, па которых расноложены соответствующие пуансон и матрица. Угол между пх осями, тогда равен . В этот момент головка полностью сформирована.
Продолжая обкаточное двнжеппе, нуапсон отходит от отжатой го.товки. В то же время следующий пуан-. сои вступает в сонрпкосновепие с соответствуюп1,ей ему заготовкой, прнчем в зависимости от ве.тпчины inara пуапсоиов и матриц-возможна различная степень совмещения циклов обжатия двух соседних заготовок.
П р е д м е т и з о б р е л е н и я
Пресс с многогиездовым столом для последовательного изготовления заклепок и т. и. изделий, о т л ич а ю щ и и с я те.м, что, е целью получения высокой производительности и бесщумиой работы, его рабоИз приведещюго описаппя и прилагаемого чертежа видпо, что усилие обжима (высадки) стер/кия будет замыкаться через корпус 9, стягивающие С1ойки 10, основание J1, промежуточпую еко1не1Н1ую inaii6y (i, niapHKH 5 п 7 н пуапсошилй диск /. Прп этом в каждый даппый момс1гг указаппые э.лемепты копструкци будут на1ружепы то.чько пспос:;едствснио в зопе производства опс|)ании высадки, па пебо.тьпюй OKjjy/K/iDCTii. В о.;галы1ой M.ICTII лИМС.1ТЫ ко;1стр -киии в этот момслт pa;irp);i,eijbj и пемосредствепмо ) участия в рабочей операции не принимают.
Поско.льку исн().пн-пе. механизмом, обеспечилаклипм необходимые 1еремещения диска с пуансонами, является промежуточная скощенная п:айба 6, которая в сочетании с )ядами шариков 5 и 7 образует как бы кру|овой )иковый к.тии,--следует ожидат, что высадка будег нронсходить достаточно п.лавпо н oeeniyMHo. Эт(; обстояте.льство вес15Л а суп1.ествеппо, ПОСКО.ЛЬКУ работа соврем eniujix высадочных автоматов ударпо -о дсйствня сопровождаелся сн.льным грохотом, пеб.ла|опрпятпо действуклцпм па обс.луживаюпи-п персопа.т.
Сближение нуапсопа с соответстByioHieii матрицей происходит иод уг.лом--по цнклоиды.
чий механизм выполнен в виде качающегося диска с расиоложеппыми па нем но окружности пуансопами, взаимодействующего с врап1а ОП1,ейся промежуточной скощенной шайбой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс с многогнездовым столом для последовательного изготовления заклепок и т.п. изделий | 1956 |
|
SU112458A2 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| Горизонтальный гидравлический пресс | 1975 |
|
SU550299A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Способ подготовки заготовки к прошивке | 1984 |
|
SU1233970A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Станок для протягивания зубцов шестерен | 1947 |
|
SU118161A1 |
| В П Т БФОНД знспЕРТоа | 1973 |
|
SU399279A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |