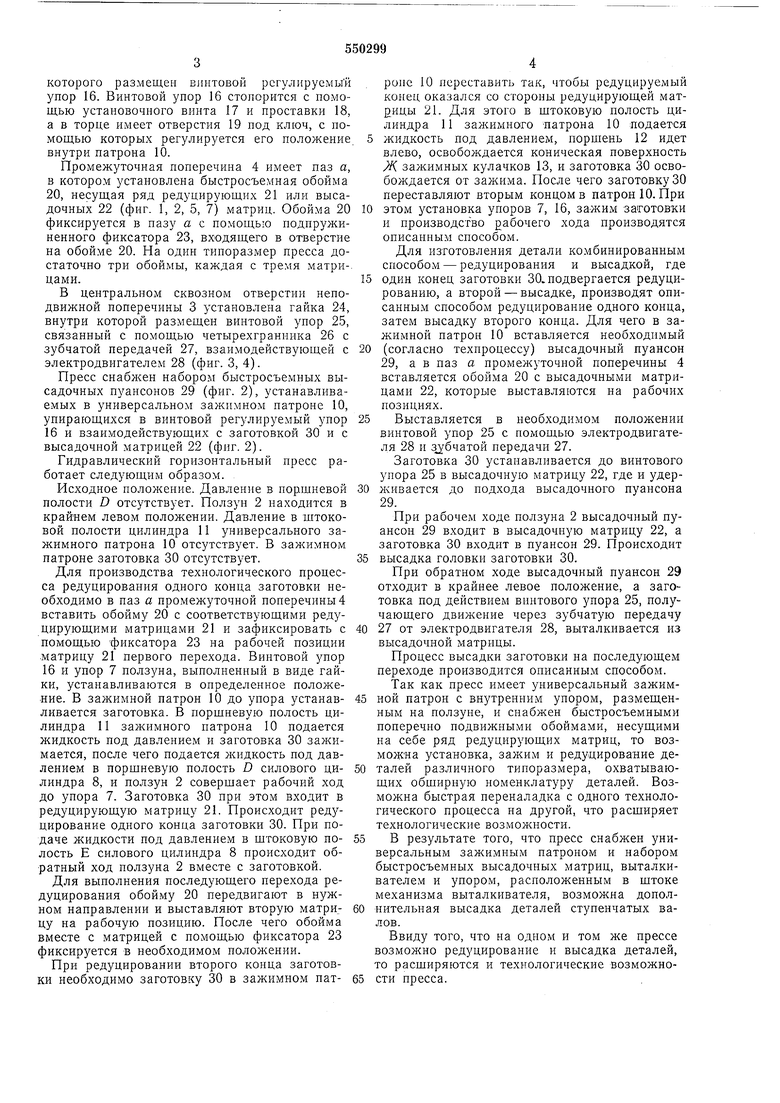
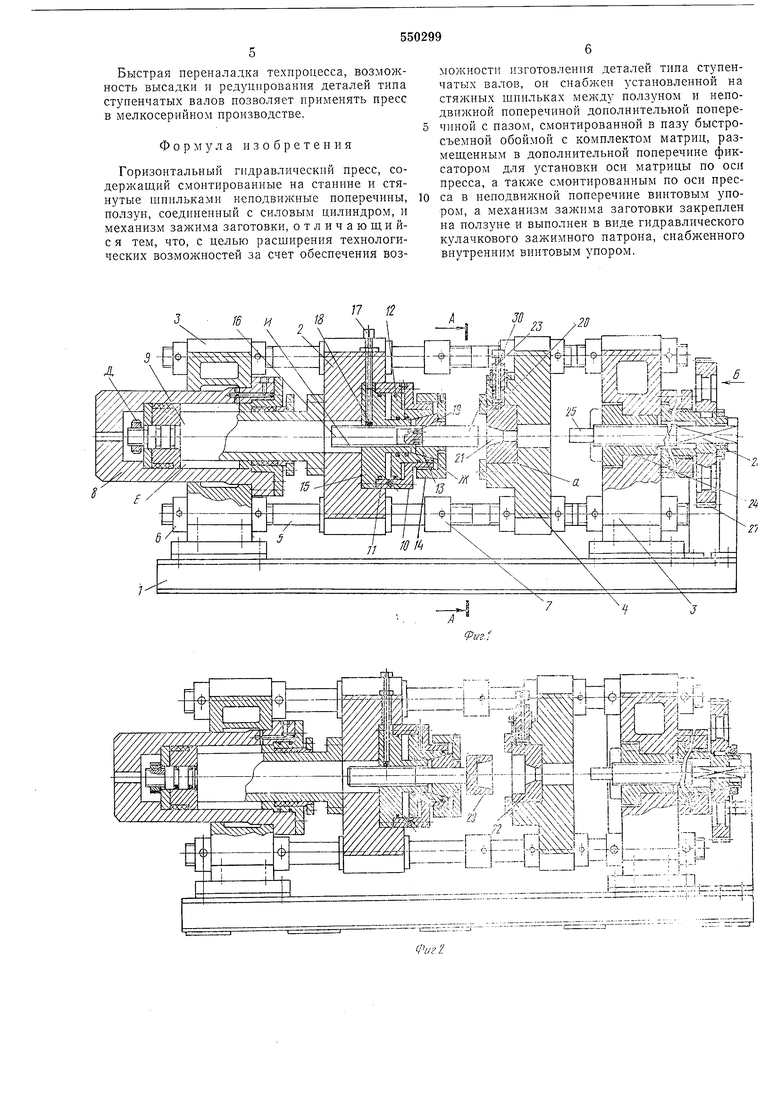
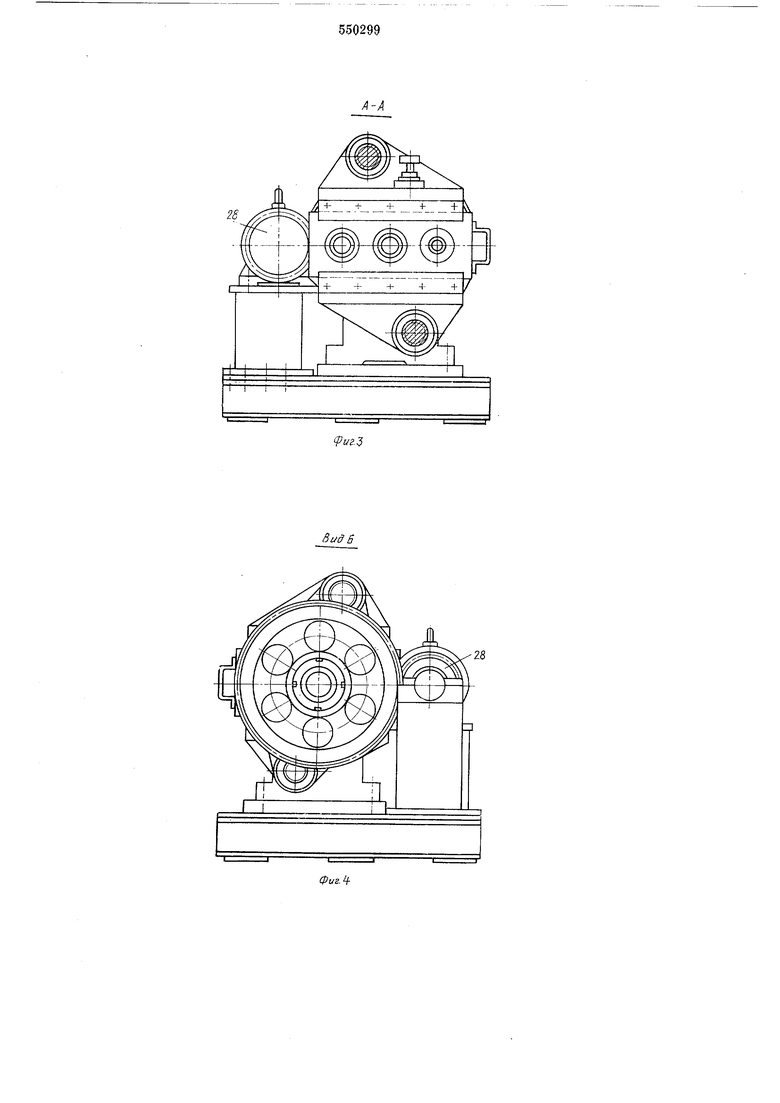
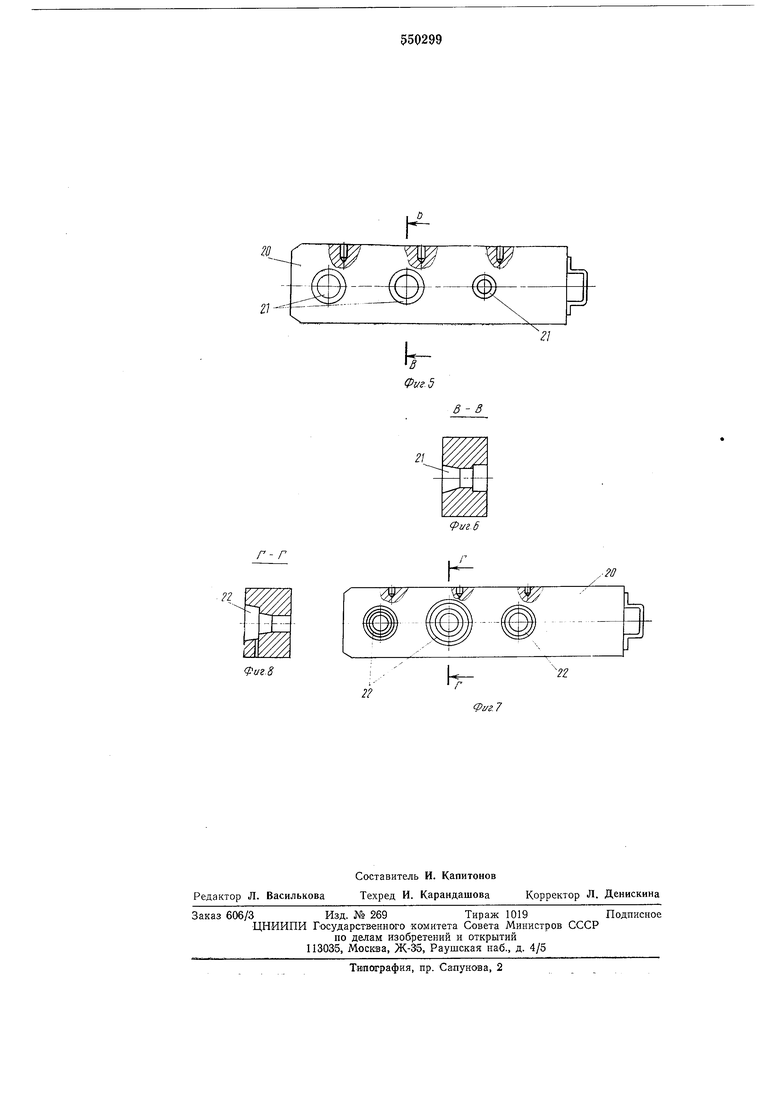
которого размещен влнтовои регулнруемый упор 16. Винтовой упор 16 стопорится с помощью устаповочпого винта 17 и проставки 18, а в торце имеет отверстия 19 под ключ, с помощью которых регулируется его положение внутри патрона 10. Промежуточная поперечипа 4 имеет паз а, в котором установлена быстросъемная обойма 20, несущая ряд редуцирующих 21 или высадочных 22 (фиг. 1, 2, 5, 7) матриц. Обойма 20 фиксируется в пазу а с помощью подпружиненного фиксатора 23, входящего в отверстие на обойме 20. На один типоразмер пресса достаточно три обоймы, каждая с тремя матрицами. В цептральном сквозном отверстии неподвижной поперечины 3 установлена гайка 24, внутри которой размещен винтовой упор 25, связанный с помощью четырехгранника 26 с зубчатой передачей 27, взаимодействующей с электродвигателем 28 (фиг. 3, 4). Пресс сиабжен набором быстросъемных высадочных пуансонов 29 (фиг. 2), устанавливаемых в универсальном зажимном патроне 10, упирающихся в винтовой регулируемый упор 16 и взаимодействующих с заготовкой 30 и с высадочной матрицей 22 (фиг. 2). Гидравлический горизонтальный пресс работает следующим образом. Исходное положение. Давление в порщневой полости D отсутствует. Ползун 2 находится в крайнем левом положении. Давление в штоковой полости цилиндра 11 универсального зажимного патрона 10 отсутствует. В зажимном патроне заготовка 30 отсутствует. Для производства технологического процесса редуцирования одного конца заготовки необходимо в паз а промежуточной поперечины 4 вставить обойму 20 с соответствующими редуцирующими матрицами 21 и зафиксировать с помощью фиксатора 23 на рабочей позиции .матрицу 21 первого перехода. Винтовой упор 16 и упор 7 ползуна, выполненный в виде гайки, устанавливаются в определенное положение. В зажимной патрон 10 до упора устанавливается заготовка. В порщневую полость цилиндра 11 зажимного патрона 10 подается жидкость под давлением и заготовка 30 зажимается, после чего подается жидкость под давлением в порщневую полость D силового цилиндра 8, и ползун 2 соверщает рабочий ход до упора 7. Заготовка 30 при этом входит в редуцирующую матрицу 21. Происходит редуцирование одного конца заготовки 30. При подаче жидкости под давлением в щтоковую полость Е силового цилиндра 8 происходит обратный ход ползуна 2 вместе с заготовкой. Для выполнения последующего перехода редуцирования обой.му 20 передвигают в нужном направлении и выставляют вторую матрицу на рабочую позицию. После чего обойма вместе с матрицей с помощью фиксатора 23 фиксируется в необходимом положении. При редуцировании второго конца заготовки необходимо заготовку ЗО в зажимном патропе 10 переставить так, чтобы редуцируемый конец оказался со стороны редуцирующей матрицы 21. Для этого в щтоковую полость цилиндра И зажимного латрона 10 подается жидкость под давлением, порщень 12 идет влево, освобождается коническая поверхность Ж зажимных кулачков 13, и заготовка 30 освобождается от зажима. После чего заготовку 30 переставляют вторым концом в патрон 10. При этом установка упоров 7, 16, зажим заготовки и производство рабочего хода производятся описаиным способом. Для изготовления детали комбинированным способом - редуцирования и высадкой, где один конец заготовки 30. подвергается редуцированию, а второй - высадке, производят описанным способом редуцирование одного конца, затем высадку второго конца. Для чего в зажимной патрон 10 вставляется необходнмый (согласно техпроцессу) высадочный пуансон 29, а в паз а промежуточпой поперечины 4 вставляется обойма 20 с высадочными матрицами 22, которые выставляются на рабочих позициях. Выставляется в необходимом положении винтовой упор 25 с помощью электродвигателя 28 и ЗJбчaтoй передачи 27. Заготовка 30 устанавливается до винтового упора 25 в высадочную матрицу 22, где и удерживается до подхода высадочного пуансона 29. При рабочем ходе ползуна 2 высадочный пуансон 29 входит в высадочную матрицу 22, а заготовка 30 входит в пуансон 29. Происходит высадка головки заготовки 30. При обратном ходе высадочный пуансон 29 отходит в крайнее левое положение, а заготовка под действием винтового упора 25, получающего движение через зубчатую передачу 27 от электродвигателя 28, выталкивается из высадочной матрицы. Процесс высадки заготовки на последующем переходе производится онисанным способом. Так как пресс имеет универсальный зажимной патрон с внутренним упором, размещенным на ползуне, и снабжен быстросъемными поперечно подвижными обоймами, несущими на себе ряд редуцирующих матриц, то возможна установка, зажим и редуцирование деталей различного типоразмера, охватывающих общирную номенклатуру деталей. Возможна быстрая переналадка с одного технологического процесса на другой, что расщиряет технологические возможности. В результате того, что пресс снабжен униерсальным зажимиым патроном и набором ыстросъемных высадочных матриц, выталкиателем и упором, расположенным в щтоке еханизма выталкивателя, возможна дополительная высадка деталей ступенчатых ваов. Ввиду того, что на одном и том же прессе озможно редуцирование н высадка деталей, о расширяются и технологические возможноти пресса.
Быстрая переналадка техпроцесса, возможность высадки и редуцирования деталей тина ступенчатых валов нозволяет применять пресс в мелкосерийном производстве.
Форм у л а п 3 о б р е т е н и я
Горизонтальный гндравлнческпй пресс, содержащий смонтированные на станине и стянутые шпильками неподвижные поперечины, ползун, соединенный с силовым цилиндром, и механизм зажима заготовки, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения возможности изготовления деталей типа ступенчатых валов, он снабжен установленной на стяжных шпильках между ползуном и неподвижной поперечиной дополнительной поперечиной с пазом, смонтированной в пазу быстросъемной обоймой с комплектом матриц, размещенным в дополнительной поперечине фиксатором для установки оси матрицы по оси пресса, а также смонтированным по оси пресса в неподвижной поперечине винтовым упором, а механизм зажима заготовки закреплен на ползуне и выполнен в виде гидравлического кулачкового зажимного патрона, снабженного внутренним винтовым упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| ШТАМП ДЛЯ РАДИАЛЬНОГО ВЫДАВЛИВАНИЯ | 2001 |
|
RU2183528C1 |
| Устройство для разделения пруткового материала | 1980 |
|
SU933305A2 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС | 1970 |
|
SU281127A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
-.+ ±..,
28
-
Г - Г
Фиг. 8
го
2Z
