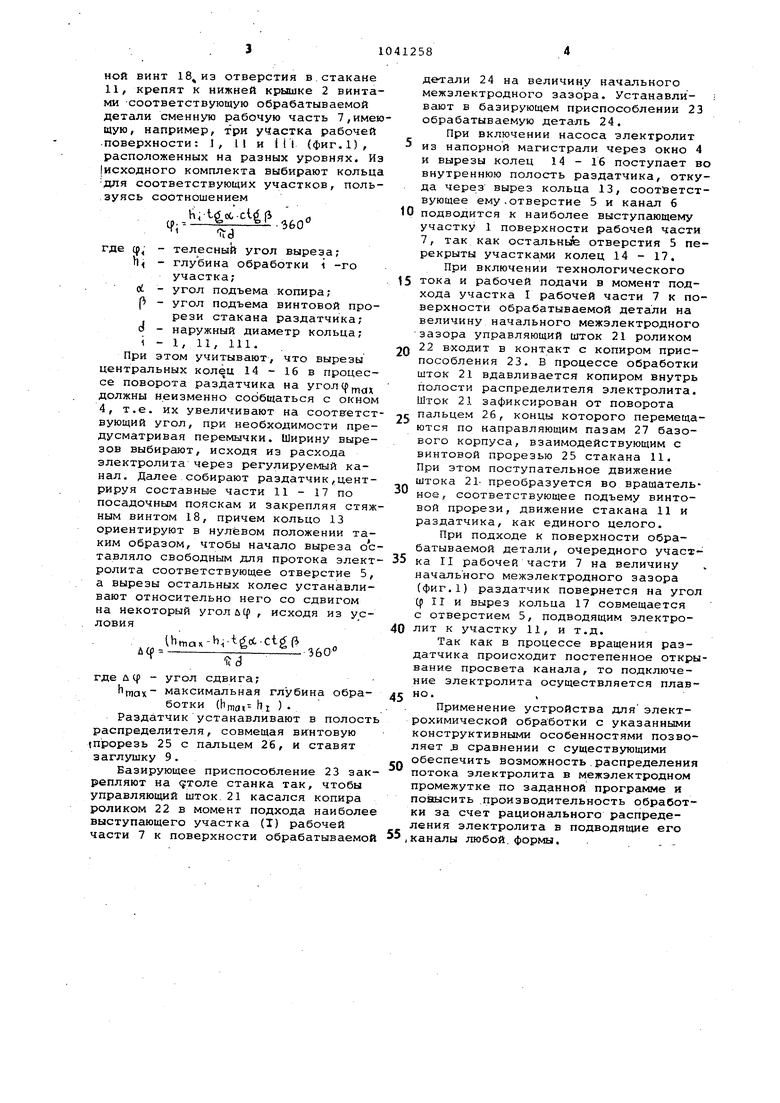
Изобретение относится к электрофизическим и электрохимическим мето дам обработки в. частности к устрой ству для электрохимической обработк сложнофасонных полостей различных по глубине и форме. Известно устройство для осуществ ления способа электрохимической обработки пазов, содержащее распределитель электролита, выполненный в виде базового корпуса с каналами .для электролита, установленным в . нем с возможностью перемещения раздатчик, регулируемый в соответствии с длиной обрабатываемого паза, и съемную рабочую часть l . Недостатком известного устройств является раз и навсегда заданная последовательность открывания каналов для подвода электролита к рабочей поверхности (необходимая и достаточная для электрохимической обра ботки пазов), что ограничивает тех нологические возможности его применения для широкого круга деталей. Цель изобретения - расширение технологических возможностей устрой ства. Поставленная цель достигается тем, что в устройстве для электрохимической обработки, содержащем распределитель электролита, выполне ный 3 виде базового корпуса с каналами в котором установлен регулируемый раздатчик, съемную рабочую часть электрода-инструмента, распре делитель электролита снабжен управляющим штоком с пальцем, установлен ным в пазах базового корпуса и контактирующим с винтовой прорезью, вы полненной в раздатчике, причем часть раздатчика, формирующая гидравлический тракт, выполнена-и а эле ментов с вырезами, установленных с возможностью фиксации их взаимного положения. Положение элементов друг относительно друга и по отношению к нулевому положению раздатчика выставляется при предварительной настройке на заданную программу, причем выполнение раздатчика поворотным да ет возможность уменьшить габариты катодного узла. Базовый корпус выполнен разъемным,, что облегчает очистку и промыв ку внутренней полости распределител электролита. На фиг.1 изображено предлагаемое устройство, разрез; на фиг.2 - то же, вид сбоку с частичным разрезом; на фиГоЗ - то же, вид сверху с частичным разрезокг на фиг.4 - 7 - сечения А-А, Б-В, В-В и Г-Г на фиг.1 соответственно. Верхняя 1 и нижняя крьшжа 2, стянутые между собой винтами, об разуют вазовый корпус, установленны на электрододержателе 3. В верхней крышке 1 выполнено окно 4 для подвода электролита во внутреннюю полость распределителя. В нижней крышке 2 выполнен ряд отверстий 5, служащих для подачи электролита в соответствующие каналы б сменной рабочей части 7, сообщающихся с межэлектродным промежутком. С торцов, базового корпуса установлены на -прокладки 8 и закреплены винтами заглушка 9 и сальниковый фланец 10. Во внутренней полости базового корпуса смонтирован раздатчик, состоящий из стакана 11, крышки 12 и колец 13 - 17,.сцентрированных по посадочным пояскам. В крышке 12 имеется отверстие, в котором установлен стяжной винт 18, ввернутый в резьбовое отверстие стакана 11. Головка стяжного винта 18, в свою очередь, снабженарезьбовым гнездом, предназначенным для извлечения раздатчика из внутненней полости распределителя. В каждом из колец 13 17 выполнены вырезы соответствующей конфигурации по заданной ширине и телесному угл.у для управления потоком электрол-ита через отверстия 5. Кроме того, вырезы в кольцах 14 16сообщают полость раздатчика с напорной магистралью. Кольца 13 17унифицированы по присоединительным размерам и для каждой конкретной сменной рабочей части 7 выбираются из исхолного комплекта. Положение раздатчика в продольном направлении регулируется подбором шайб 19 и 20. В полость распределителя введен управляющий шток 21, своим свободным концом посредством ролика 22 контактируюп1И.й с копиром приспособления 23, на котором установлена обрабатываемая деталь 24. На другом конце штока 21 выполнено отверстие, в которое вставлен проходящий через винтовую прорезь 25 стакана палец 26, концы которого имеют возможность перемещаться по направляющим пазам 27 базового корпуса. Герметичность ввода управляющего штока 21 обеспечена сальниковым уплотнением, состоящим из сальница 28, кольца 29 и поджимного винта 30, ввернутого в сальниковый фланец 10. , Устройство работает следующим образом. Перед началом обработки выдвигают управляющий шток 21 из базового корпуса до тех пор, пока палец 26 не упрется в шайбу 20, что соответствует нулевому-положению раздатчика. Затем снимают заглушку 9 и извлекают раздатчик из внутренней полости распределителя при помощи инструмента, вворачиваемого в резьбовое гнездо головки стяжного винта 18. Разбирают раздатчик, для чего вывинчивают стяжной винт отверстия в.стакане 11, крепят к нижней крышке 2 винтами соответствующую обрабатываемой детали сменную рабочую часть 7,имею щую, например, три участка рабочей .поверхности: I, II и III (фиг.1), расположенных на разных уровнях. Из исходного комплекта выбирают кольца для соответствующих участков, пользуясь соотношением ud где ср - телесный угол выреза; П - глубина обработки i -го участка; oi - угол подъема копира; Р - угол подъема винтовой прорези стакана раздатчика; d - наружный диаметр кольца; i - 1,11, 111. При этом учитывают, что вырезы центральных колец 14 - 16 в процессе поворота раздатчика на Угол (f должны неизменно сообщаться с окном 4, т.е. их увеличивают на соответст вующий угол, при необходимости предусматривая перемычки. Ширину вырезов выбирают, исходя из расхода электролита через регулируемый канал. Далее собирают раздатчик,центрируя составные части 11 - 17 по посадочным пояскам и закрепляя стяж ным винтом 18, причем кольцо 13 ориентируют в нулевом положении таким образом, чтобы начало выреза ос тавляло свободным для протока элект ролита соответствующее отверстие 5, а вырезы остальных колес устанавливают относительно него со сдвигом на некоторый yгoлй(f , исходя из условия .где U (f - угол сдвига; та максимальная глубина обработки (hnia« hi ) . Раздатчик устанавливают в полост распределителя, совмещая винтовую шрорезь 25 с пальцем 26, и ставят заглушку 9. Базирующее приспособление 23 зак репляют на толе станка так, чтобы управляющий шток. 21 касался копира роликом 22 в момент подхода наиболее выступающего участка (I) рабочей части 7 к поверхности обрабатываемой детали 24 на величину начального межэлектродного зазора. Устанавли- ; вают в базирующем приспособлении 23 обрабатываемую деталь 24. При включении насоса электролит из напорной магистрали через окно 4 и вырезы колец 14 - 16 поступает во внутреннюю полость раздатчика, откуда через вырез кольца 13, соответствующее ему-отверстие 5 и канал 6 подводится к наиболее выступающему участку 1 поверхности рабочей части 7, так как остальнь отверстия 5 перекрыты участками колец 14 - 17. При включении технологического тока и рабочей подачи в момент подхода участка Г рабочей части 7 к поверхности обрабатываемой детали на величину начального межэлектродного зазора управляющий шток 21 роликом 22 входит в контакт с копиром приспособления 23. В процессе обработки шток 21 вдавливается копиром внутрь полости распределителя электролита. Шток 21 зафиксирован от поворота пальцем 26, концы которого перемещаются по направляющим пазам 27 базового корпуса, взаимодействующим с винтовой прорезью 25 стакана 11. При этом поступательное движение штока 21- преобразуется во вращательное, соответствующее подъему винтовой прорези, движение стакана 11 и раздатчика, как единого целого. При подходе к поверхности обрабатываемой детали, очередного участка II рабочей части 7 на величину начального межэлектродного зазора (фиг.1) раздатчик повернется на угол Ср II и вырез кольца 17 совмещается с отверстием 5, подводящим электролит к участку 11, и т.д. Так как в процессе вращения раздатчика происходит постепенное открывание просвета канала, то подключение электролита осуществляется плавно., Применение устройства для электрохимической обработки с указанными конструктивными особенностями позволяет д сравнении с существующими обеспечить возможность.распределения потока электролита в межэлектродном промежутке по заданной программе и повысить .производительность обработки за счет рационального распределения электролита в подводящие его каналы любой, формы. . . Z7 16 /У /J /V / fS ./7 /г
бб
фи&Ч- .
(pu.S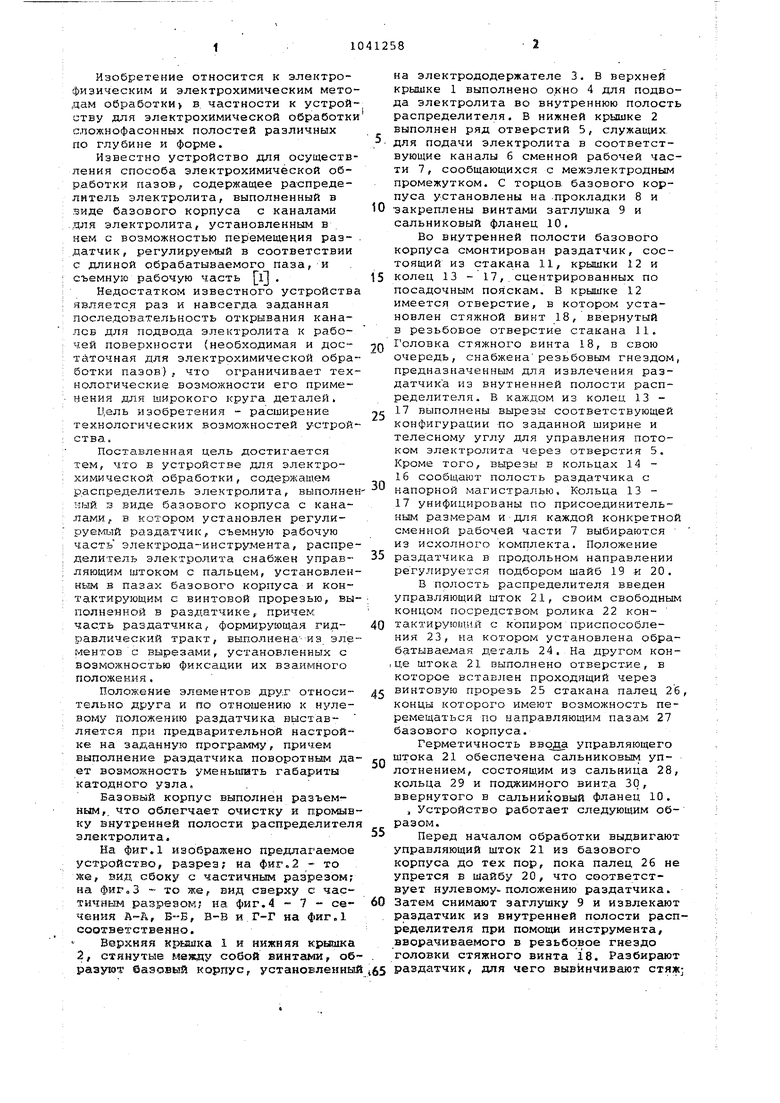
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Инструмент для обработки пазов | 1981 |
|
SU1098737A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ В КРУПНОГАБАРИТНЫХ ДЕТАЛЯХ | 2014 |
|
RU2574161C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Способ электрохимического нарезания резьбы | 1988 |
|
SU1535686A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ, содержащее распределитель электролита,выполненный в виде базового корпуса с каналами, в котором установлен регулируемый раздат 1ик, и съемную рабочую часть, установленную на распределителе, о тличающееся тем, что, с целью расширения его технологических возможностей, распределитель электролита снабжен управляющим штоком с пальцем, установленным в пазах базового корпуса и контактирующим с винтовой прорюзью, выполненной в раздатчике, причем часть раздатчика, формирующая гидравлический тракт выполнена из элементов с вырезами, установленных с возможностью фиксации их взаимного положения. а S 1,