Изобретение относится к электрофизическим и электрохимическим методам обработки и может найти применение на копировально-прошивочных станках.
Цель изобретения - расширение технологических возможностей и повышение точности.
Цель достигается за счет использования электрода-инструмента для нарезания резьбы в качестве электрода- инструмента для предварительного изготовления пазов в заготовке. В результате этого появляется возможность получать продольные пазы в заготовке, минимальной ширины, соосные с обрабатываемым отверстием, в том числе и в глухих отверстиях малого диаметра, что расширяет технологические возможности способа и повышает его точность.
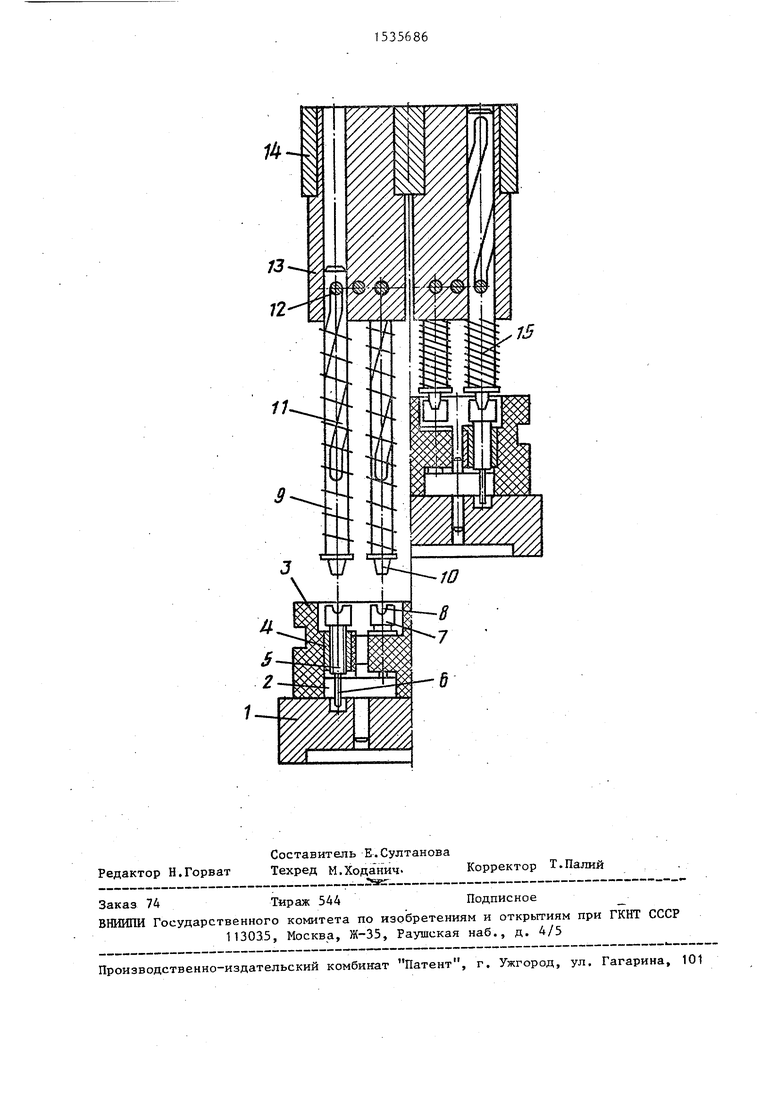
На чертеже изображено устройство для осуществления способа.
Устройство содержит нижнюю пли- ту 1, расположенную на столе станка (не показан), на которой закреплены обрабатываемые детали 2, кондукторное устройство 3, имеющее в верхней части отверстия для базирования его на штифты, установленные на шпинделе станка (не показаны),кондукторные втулки 4, неподвижно закрепленные в кондукторном устройстве 3, электроды- инструменты 5, имеющие рабочую часть 6, выполненную в форме плоской рамки, и хвостовую часть 7 со шлицевы- ми пазами 8, имеющими наклонные боковые стенки. Механизм винтовой подачи содержит ходовые винты 9, нижние концы которых имеют трапецеидальные выступы 10 для зацепления с пазами 8 электродов-инструментов 5, а верхел
со ел
00
няя часть имеет винтовые пазы 11, в которых расположены фиксаторы 12, соединяющие ходовые винты 9 с держателями 13, Держатели 13 установле- ны неподвижно в корпусе 14, имеющем отверстия для базирования его на упомянутые штифты, установленные на шпинделе станка (не показан). Нижняя плита 1 в верхней части также имеет отверстия для базирования ее на те же штифты, установленные на шпинделе.
Ходовые винты 9 подпружинены в направлении подачи пружинами 15.
Способ осуществляют следующим образом.
Плиту 1 закрепляют на шпинделе станка с помощью установленных на нем базовых штифтов, поднимают стол стан- ка вверх до касания с плитой 1 и пере- закрепляют ее на стол станка,чем обеспечивают центрацию нижней плиты 1 и шпинделя.
Кондукторное устройство 3 с элек- тродами 5 закрепляют на шпинделе станка с помощью тех же базовых штифтов, а обрабатываемые детали 2 устанавливают в отверстия плиты 1.
Шлицевые пазы 8 хвостовиков 7 ори- ентируют в определенном направлении, а сами хвостовики 7 удерживают от случайного поворота упругим контактным устройством (не показано), соединенным с отрицательным полюсом ис- точника тока (не показан).
Подают электролит в зону обработки и напряжение на межэлектродный промежуток, а затем включают рабочую подачу. Электроды-инструменты 5 производят обработку продольных пазов в обрабатываемых отверстиях на всю их глубину. По окончании обработки пазов рабочую подачу отключают, поднимают стол до соприкосно- вения кондукторного устройства 3 с нижней плитой 1, перезакрепляют кондукторное устройство 3 к столу станка, закрепляют на шпинделе корпус 14 с ходовыми винтами 9, поднимают стол до зацепления выступов 10 с шлицевыми пазами 8 хвостовиков 7 электродов-инструментов -5, подают электролит в зону обработки и напряжение на межэлектродный промежуток и включают рабочую подачу стола.
После включения подачи стола станка ходовые винты 9, которые находятся в зацеплении с фиксаторами 12, размещенными в винтовых пазах 11, своими выступами 10 вворачивают электроды-инструменты 5 в кондукторные втулки 4. При этом электроды-инструменты 5 своими рабочими частями 6 производят обработку резьбовых поверхностей в деталях 2 по всей их высоте.
После окончания обработки подачу отключают и опускают стол станка
ВНИЗ. При ЭТОМ ХОДОВЫе ВИНТЫ 9 ПС;-:
ворачивают электроды-инструменты 5 в обратную сторону и устанавливают их в исходное положение.
После перезакрепления кондукторного устройства 3 к шпинделю станка подачей стола вниз извлекают электроды-инструменты 5 из обработанных отверстий.
Перезакрепление кондукторного устройства к столу станка, закрепление на шпинделе корпуса с установленными в нем ходовыми винтами, введение последних в зацепление с указанными электродами-инструментами, которыми производится нарезание резьбы, позво ляет сохранить соосность электродов- инструментов обрабатываемым отверстием, что также повышает точность.
Пример. Проводилась обработка резьбовых отверстий М5 в деталях из стали марки Х18Н9Т.
Состав электролита: 10%-ный раствор NaN05; температура электролита (t°) 18°С; напряжение на МЭЗ (U6) 8,5 В; давление электролита (Р) 2ати ток (1Д) 50 А; время обработки (Т) 32 мин.
Соосность резьбы и обрабатываемого отверстия составила 0,02-0,03 мм.
Формула изобретения Способ электрохимического нарезания резьбы электродом-инструментом, устанавливаемым в предварительно изготовленные продольные пазы, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности обработки, пазы выполняют пластинчатым электродом-инструментом для нареза- ния резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| Электрод-инструмент | 1988 |
|
SU1579671A1 |
| Электрод-инструмент для электрохимической обработки полостей | 1988 |
|
SU1567338A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и может найти применение на копировально-прошивочных станках. Цель изобретения - расширение технологических возможностей и повышение точности обработки. Цель достигается за счет использования электрода-инструмента для нарезания резьбы предварительно в качестве электрода-инструмента для изготовления пазов. При обработке используют электрод-инструмент пластинчатой формы. Операции изготовления продольных пазов в заготовке и введение в них пластинчатого электрода-инструмента для нарезания резьбы совмещают во времени. В результате появляется возможность получать пазы минимальной ширины, соосные с обрабатываемым отверстием, в том числе и в глухих отверстиях малого диаметра, что расширяет технологические возможности способа и повышает его точность. 1 ил.
| ВСЕСОЮЗНАЯ | 0 |
|
SU368970A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
